También podría gustarte
- Equipo de ProtecciónDocumento8 páginasEquipo de ProtecciónKevin PatalAún no hay calificaciones
- Soldadura de OXI-ACETILENODocumento13 páginasSoldadura de OXI-ACETILENOcoraima conchaAún no hay calificaciones
- La Soldadura OxiacetilénicaDocumento19 páginasLa Soldadura OxiacetilénicaPedro Andrade100% (1)
- Soldadura MIGDocumento11 páginasSoldadura MIGJuan Carlos JácomeAún no hay calificaciones
- Soldadura TigDocumento12 páginasSoldadura TigAlexis Aleshito100% (2)
- Partes de Soldadores EléctricosDocumento5 páginasPartes de Soldadores EléctricosSandra Pamela L T100% (1)
- Respuestas Del CuestionarioDocumento6 páginasRespuestas Del CuestionariorodrigoAún no hay calificaciones
- 3 Sau-414Documento48 páginas3 Sau-414cora hernan100% (1)
- Soldadura Mig TubularDocumento21 páginasSoldadura Mig TubularDavid Mena MN100% (1)
- Reconocimiento y Aplicación de Los Electrodos Revestidos para La Soldadura SMAWDocumento4 páginasReconocimiento y Aplicación de Los Electrodos Revestidos para La Soldadura SMAWDarwin TapuyoAún no hay calificaciones
- ElectrodosDocumento37 páginasElectrodoshgcuAún no hay calificaciones
- (Schaum - William A. Nash) Resistencia de Materiales PDFDocumento28 páginas(Schaum - William A. Nash) Resistencia de Materiales PDFJuan Carlos Aguilar SerrudoAún no hay calificaciones
- Válvula de SolenoideDocumento9 páginasVálvula de SolenoideAdalí TorresAún no hay calificaciones
- GTAWDocumento72 páginasGTAWKatherin Carhuas QuispeAún no hay calificaciones
- Lab. 08 Circuitos 2 Medición y Mitigación de Armónicos de Voltaje y Corriente en Circuitos Con Cargas No Lineales PDFDocumento27 páginasLab. 08 Circuitos 2 Medición y Mitigación de Armónicos de Voltaje y Corriente en Circuitos Con Cargas No Lineales PDFFrancisco MartinezAún no hay calificaciones
- CalpeDocumento20 páginasCalpeKarina Pulgar ValenzuelaAún no hay calificaciones
- Instructivo de Reparación Cables Mineros PDFDocumento19 páginasInstructivo de Reparación Cables Mineros PDFErick Parra0% (1)
- Basico, Rutilico, Celulocico Electrodos RevestidosDocumento7 páginasBasico, Rutilico, Celulocico Electrodos RevestidosJhonatan C'vAún no hay calificaciones
- TIPOS DE SOLDADURAS PARA REFRIGERACION - PPSXDocumento29 páginasTIPOS DE SOLDADURAS PARA REFRIGERACION - PPSXJuan Ricardo Gutiérrez Gama100% (2)
- MODULO No. 2 (INTRODUCCION A PROCESO DE SOLDADURA SMAW)Documento31 páginasMODULO No. 2 (INTRODUCCION A PROCESO DE SOLDADURA SMAW)cruz garciaAún no hay calificaciones
- Medidas de Seguridad Personal para Soldadura de ArcoDocumento11 páginasMedidas de Seguridad Personal para Soldadura de ArcoFreddy OrlandoAún no hay calificaciones
- La Soldadura - TeoriaDocumento37 páginasLa Soldadura - TeoriaErick Huerta SaveroAún no hay calificaciones
- Fundamentos Teóricos y Metodológicos Del Proceso de Soldadura SMAWDocumento12 páginasFundamentos Teóricos y Metodológicos Del Proceso de Soldadura SMAWjobarbaAún no hay calificaciones
- Simbologia Convencional para Plantas de Instalaciones ElectricasDocumento6 páginasSimbologia Convencional para Plantas de Instalaciones ElectricasLy LðAún no hay calificaciones
- OxicorteDocumento4 páginasOxicorteJimmy Jhonathan López Aquino100% (1)
- Elementos de Sujecion y Tornillos de Potencia PDFDocumento92 páginasElementos de Sujecion y Tornillos de Potencia PDFPablo PillajoAún no hay calificaciones
- Soldadura Por Arco Con Gas y Electrodo de TungstenoDocumento29 páginasSoldadura Por Arco Con Gas y Electrodo de TungstenoClaritaAún no hay calificaciones
- Fallas MotoresDocumento17 páginasFallas MotoresMelvinAún no hay calificaciones
- 1 Ficha Tecnica Pistola NeumaticaDocumento2 páginas1 Ficha Tecnica Pistola Neumaticakemerlyn herrera100% (1)
- Informe Nro 3 Empalmes Instalaciones Electricas 1Documento18 páginasInforme Nro 3 Empalmes Instalaciones Electricas 1edward orcconAún no hay calificaciones
- Tecnicas de CorteDocumento21 páginasTecnicas de CortePaco HidalgoAún no hay calificaciones
- Manual de SoldaduraDocumento3 páginasManual de Soldaduramario2203Aún no hay calificaciones
- Tubo FluorescenteDocumento9 páginasTubo FluorescenteFabian VillaAún no hay calificaciones
- Uniones RoscadasDocumento6 páginasUniones RoscadasChristianAndresHidalgoSepulvedaAún no hay calificaciones
- Diapositivas de ElectricidadDocumento86 páginasDiapositivas de ElectricidadlenorturAún no hay calificaciones
- Deteccion de Falla InformeDocumento15 páginasDeteccion de Falla Informeeiner menor altamiranoAún no hay calificaciones
- Manual 465500 DT-5500 MantenimientoDocumento2 páginasManual 465500 DT-5500 MantenimientoJuan Jose AracenaAún no hay calificaciones
- Cuestionario de SoldaduraDocumento5 páginasCuestionario de Soldaduranando maow100% (1)
- Soldadura MIGDocumento6 páginasSoldadura MIGAvelino SantiagoAún no hay calificaciones
- Tipos de SoldaduraDocumento5 páginasTipos de SoldaduraMauricio ChicaizaAún no hay calificaciones
- Cuáles Son Las Partes de Un Conductor EléctricoDocumento4 páginasCuáles Son Las Partes de Un Conductor Eléctricovikezseguil100% (1)
- Soldadura Por Resistencia EléctricaDocumento8 páginasSoldadura Por Resistencia Eléctricaarmando ortizAún no hay calificaciones
- Informe Soldadura Proceso SMAWDocumento6 páginasInforme Soldadura Proceso SMAWChristian Carpio CTAún no hay calificaciones
- Procesos de Soldadura AutogenaDocumento6 páginasProcesos de Soldadura AutogenaelkmaleonAún no hay calificaciones
- Proceso Gtaw SenaDocumento29 páginasProceso Gtaw SenaLIBARDO LAGOSAún no hay calificaciones
- Cordones en Posición Plana - OfwDocumento12 páginasCordones en Posición Plana - OfwMayli Mayumi100% (2)
- Guia 1 TecsupDocumento20 páginasGuia 1 TecsupAntony David Caceres RojasAún no hay calificaciones
- Laboratorio 3 RefrigeraciónDocumento10 páginasLaboratorio 3 RefrigeraciónAbelAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento20 páginasSoldadura OxiacetilenicaSergio RafaelAún no hay calificaciones
- Excavadora y RetroexcavadoraDocumento33 páginasExcavadora y RetroexcavadoraJhony Luis Cordova ApaicoAún no hay calificaciones
- Proceso GtawDocumento11 páginasProceso GtawLIBARDO LAGOSAún no hay calificaciones
- Soldadura Al Arco Eléctrico GMAW (MIG-MAG) PDFDocumento36 páginasSoldadura Al Arco Eléctrico GMAW (MIG-MAG) PDFLuis Solier100% (1)
- Tesis ElectromecanicaDocumento200 páginasTesis ElectromecanicaAlejandro González50% (2)
- Modulo 2 - Soldadura de Cobre PDFDocumento35 páginasModulo 2 - Soldadura de Cobre PDFSantiago Cruzado0% (1)
- Retroceso de Llama en SoldaduraDocumento20 páginasRetroceso de Llama en SoldaduraRoberto ZabalaAún no hay calificaciones
- La Importancia Del Sistema de Enfriamiento, en Antorchas Refrigeradas TIGDocumento1 páginaLa Importancia Del Sistema de Enfriamiento, en Antorchas Refrigeradas TIGWELD - TECHAún no hay calificaciones
- Torneria y SoldaduraDocumento11 páginasTorneria y SoldaduraJazmin OlivaresAún no hay calificaciones
- SENATIDocumento23 páginasSENATIOrtega Tello100% (2)
- Soldadura OxiacetilénicaDocumento9 páginasSoldadura OxiacetilénicaYoselin Ramos LorenzoAún no hay calificaciones
- Soldadura Oxiacetilénica: Daniel Siles ManelDocumento14 páginasSoldadura Oxiacetilénica: Daniel Siles Maneldani silesAún no hay calificaciones
- Esquema Proyecto EmpresarialDocumento1 páginaEsquema Proyecto EmpresarialEloy ApomaytaAún no hay calificaciones
- Gestion de Calidad JCPDocumento10 páginasGestion de Calidad JCPEloy ApomaytaAún no hay calificaciones
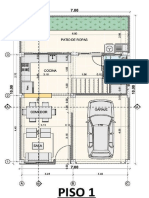
- Mi CasaDocumento1 páginaMi CasaEloy ApomaytaAún no hay calificaciones
- Actividad - Viernes - Comun - Compartimos Un Testimonio para Comunicar Lo Que Aprendimos Este 2022Documento2 páginasActividad - Viernes - Comun - Compartimos Un Testimonio para Comunicar Lo Que Aprendimos Este 2022Eloy ApomaytaAún no hay calificaciones
- Renzo Costa Es Una Empresa Peruana Líder en Prendas y Artículos de CueroDocumento5 páginasRenzo Costa Es Una Empresa Peruana Líder en Prendas y Artículos de CueroEloy ApomaytaAún no hay calificaciones
- CaratulasDocumento2 páginasCaratulasEloy ApomaytaAún no hay calificaciones
- Mat Juev 15 12 22Documento4 páginasMat Juev 15 12 22Eloy ApomaytaAún no hay calificaciones
- Planet AsDocumento6 páginasPlanet AsEloy ApomaytaAún no hay calificaciones
- Reloj Comparador Partes TiposDocumento2 páginasReloj Comparador Partes TiposEloy ApomaytaAún no hay calificaciones
- Decálogo Del Emprendedor: Guia de Ideas Y Plan deDocumento17 páginasDecálogo Del Emprendedor: Guia de Ideas Y Plan deEloy ApomaytaAún no hay calificaciones
- Declaracion JuradaDocumento1 páginaDeclaracion JuradaEloy ApomaytaAún no hay calificaciones
- La Coordinación MotoraDocumento3 páginasLa Coordinación MotoraEloy ApomaytaAún no hay calificaciones
- Ecuaciones 2do GradoDocumento2 páginasEcuaciones 2do GradoEloy ApomaytaAún no hay calificaciones
- Carta de RenunciaDocumento1 páginaCarta de RenunciaEloy ApomaytaAún no hay calificaciones
- Qué Es Textos PublicitariosDocumento5 páginasQué Es Textos PublicitariosEloy ApomaytaAún no hay calificaciones
- Cuadratica EjerciciosDocumento9 páginasCuadratica EjerciciosEloy ApomaytaAún no hay calificaciones
- Constancia de Afiliacion Taxi UnionDocumento1 páginaConstancia de Afiliacion Taxi UnionEloy Apomayta33% (3)
- Incecuaciones IntermedioDocumento4 páginasIncecuaciones IntermedioEloy ApomaytaAún no hay calificaciones
- Acta de CompromisoDocumento1 páginaActa de CompromisoEloy ApomaytaAún no hay calificaciones
- Ecuación de Tercer GradoDocumento3 páginasEcuación de Tercer GradoEloy ApomaytaAún no hay calificaciones
- Inecuacione Con 1 VariableDocumento4 páginasInecuacione Con 1 VariableEloy ApomaytaAún no hay calificaciones
- FT Desengrasante TextilDocumento11 páginasFT Desengrasante TextilMayra Alejandra Suarez OrtegonAún no hay calificaciones
- Preguntas para Contestar Antes de La PracticaDocumento15 páginasPreguntas para Contestar Antes de La PracticaCamilo Andres Vesga PlataAún no hay calificaciones
- Trabajo de Laboratorio CompletoDocumento5 páginasTrabajo de Laboratorio CompletoG Muñoz XiangAún no hay calificaciones
- Influencia de La Distribucion Del Tamano de Burbujas en La Recuperacion de La FlotacionDocumento219 páginasInfluencia de La Distribucion Del Tamano de Burbujas en La Recuperacion de La Flotacionangel huillca orihuelaAún no hay calificaciones
- Magkor B1Documento1 páginaMagkor B1jadsonriosAún no hay calificaciones
- Uniones Carpinteras Con MaderaDocumento12 páginasUniones Carpinteras Con MaderaEmigdio Luna CampoAún no hay calificaciones
- EETT SUBTERRÁNEO - ITD 30 10 30 - Rev 3 (25-01-2019)Documento114 páginasEETT SUBTERRÁNEO - ITD 30 10 30 - Rev 3 (25-01-2019)Axel Wenninger100% (6)
- IE - MD y MC - MSC - 12.01.2022 - 13.15PMDocumento16 páginasIE - MD y MC - MSC - 12.01.2022 - 13.15PMfernandoAún no hay calificaciones
- Unid.1 TAREA 1.1 Ejercicios de EvaluacionDocumento5 páginasUnid.1 TAREA 1.1 Ejercicios de EvaluacionKarla DíazAún no hay calificaciones
- OPER MODULO VI - CLORACION DEL AGUA (Reparado)Documento54 páginasOPER MODULO VI - CLORACION DEL AGUA (Reparado)Villar Aguilar AbelAún no hay calificaciones
- IsomeríaDocumento3 páginasIsomeríaMaximiliano Espinoza PalmaAún no hay calificaciones
- FUNDICIONDocumento17 páginasFUNDICIONBetty Acero ChoqueAún no hay calificaciones
- CoberturasDocumento38 páginasCoberturasMining AlexAún no hay calificaciones
- Grundfosliterature 1977766Documento120 páginasGrundfosliterature 1977766Ronald Miranda Durán100% (1)
- Actividad 4 ProblemasSerieDOS 3Documento12 páginasActividad 4 ProblemasSerieDOS 3Yamilet Salas100% (1)
- Bioclean Hoja de Seguridad.Documento4 páginasBioclean Hoja de Seguridad.Alfredo CortezAún no hay calificaciones
- Detector de Hall de Conductividad Electrolítica Análisis InstrumentalDocumento13 páginasDetector de Hall de Conductividad Electrolítica Análisis InstrumentalNadiaLizbethFlores100% (1)
- Informe 01 - Reconocimiento de Materiales de LaboratorioDocumento19 páginasInforme 01 - Reconocimiento de Materiales de LaboratorioGerlyn Blanco Garcia0% (1)
- Aashto T259Documento3 páginasAashto T259John Royer Araúz FuentesAún no hay calificaciones
- Calculo de Reajustes Reales Mensuales - EjemploDocumento1 páginaCalculo de Reajustes Reales Mensuales - EjemploDoimer Quispe VilcaAún no hay calificaciones
- Impactos Ambientales Que Genera El Uso de Los Minerales en La Industria de La Construcción Por Dilan Felipe HernendezDocumento70 páginasImpactos Ambientales Que Genera El Uso de Los Minerales en La Industria de La Construcción Por Dilan Felipe HernendezJuan Jose Ospina RuenesAún no hay calificaciones
- Tecnologia Del Hormigòn - PLAN de ESTUDIOSDocumento13 páginasTecnologia Del Hormigòn - PLAN de ESTUDIOSChristian Chambi QuispeAún no hay calificaciones
- M500 Manual EspañolDocumento54 páginasM500 Manual EspañolCesc MezaAún no hay calificaciones
- Dokumen - Tips Causas de Tiros CortadosDocumento42 páginasDokumen - Tips Causas de Tiros CortadosAnonymous WJ8YpH6Aún no hay calificaciones
- Formulas SSPDocumento10 páginasFormulas SSPArmando Moran Luis MoranAún no hay calificaciones
- Ejercítate 1 La Tabla Periódica-1Documento6 páginasEjercítate 1 La Tabla Periódica-1John OliverAún no hay calificaciones
- Estado GaseosoDocumento3 páginasEstado GaseosoMaria A. SoteldoAún no hay calificaciones
- Encabezado ESPEDocumento21 páginasEncabezado ESPEVane QuinapantaAún no hay calificaciones
- Terminar Producto Polimérico Según Procedimiento Técnico y Manual de OperacionesDocumento4 páginasTerminar Producto Polimérico Según Procedimiento Técnico y Manual de OperacionesManuel HurtadoAún no hay calificaciones
- Generador de Hidrogeno Por Electrolisis IIDocumento3 páginasGenerador de Hidrogeno Por Electrolisis IIRoberto Aranda ZevallosAún no hay calificaciones