También podría gustarte
- PRUEBAS OptimizacionDocumento49 páginasPRUEBAS Optimizacionmatias sebastian50% (2)
- Ejercicios de Errores PDFDocumento2 páginasEjercicios de Errores PDFJose LeonAún no hay calificaciones
- Sensores y Actuadores Aplicaciones Con Arduino - (Tabla de Símbolos)Documento1 páginaSensores y Actuadores Aplicaciones Con Arduino - (Tabla de Símbolos)Juan Camilo Urrea VaronAún no hay calificaciones
- Tabla Perfiles W - Cirsoc 301Documento11 páginasTabla Perfiles W - Cirsoc 301Araceli AramayoAún no hay calificaciones
- PH Componentes de Calidad SuperiorDocumento7 páginasPH Componentes de Calidad SuperiorjacolienjvvuurenAún no hay calificaciones
- Inventarios Del Kit de Fuerzas y DinámicaDocumento4 páginasInventarios Del Kit de Fuerzas y DinámicaMargarita MamaniAún no hay calificaciones
- Formación ManualDocumento32 páginasFormación Manualmanuel serranoAún no hay calificaciones
- Estructura Del TornoDocumento28 páginasEstructura Del TornoJohn G.Aún no hay calificaciones
- Tipos de Centralizadores y Criterios de Seleccion PDFDocumento12 páginasTipos de Centralizadores y Criterios de Seleccion PDFdavid jesus parina nina100% (1)
- IPB Según Iram-Ias U 500-215-2: F W W WDocumento1 páginaIPB Según Iram-Ias U 500-215-2: F W W WMiguel EspañolAún no hay calificaciones
- Cilindro Neumático: % Más LigeroDocumento44 páginasCilindro Neumático: % Más Ligerohomero.yruretaAún no hay calificaciones
- Fundación Aislada - SS - ULTIMA VERSION - Abril-2017Documento34 páginasFundación Aislada - SS - ULTIMA VERSION - Abril-2017sabringAún no hay calificaciones
- Nombre Forma Física Simbología Sigla R: Resistencia de CarbonDocumento4 páginasNombre Forma Física Simbología Sigla R: Resistencia de CarbonandrymartAún no hay calificaciones
- Parciales Del Primer CorteDocumento13 páginasParciales Del Primer CorteJuan TrianaAún no hay calificaciones
- 4diseño de Miembros en CompresiónDocumento1 página4diseño de Miembros en CompresiónDAMARIS ABIGAIL ORTA CAMPOSAún no hay calificaciones
- TIP2Documento1 páginaTIP2MENELADOAún no hay calificaciones
- Tabla 5.2-1Documento1 páginaTabla 5.2-1Julio RodriguezAún no hay calificaciones
- Bosquejo HidroneumaticoDocumento1 páginaBosquejo HidroneumaticoMauricio RodriguezAún no hay calificaciones
- Catalogo Productos Import Aceros-CompressedDocumento36 páginasCatalogo Productos Import Aceros-CompressedIvan Dario Moran ReinaAún no hay calificaciones
- 2 TraDocumento153 páginas2 TracarlosfernandoAún no hay calificaciones
- CTF02V1 Evaluacion Cotas de ChasisDocumento1 páginaCTF02V1 Evaluacion Cotas de ChasisAndres BenavidesAún no hay calificaciones
- CTF02V1 Evaluacion Cotas de ChasisDocumento1 páginaCTF02V1 Evaluacion Cotas de ChasisAndres Benavides0% (1)
- 5 2 AjustesDocumento13 páginas5 2 AjustesToni G.Aún no hay calificaciones
- Los Angulos I - Clasificación 5°Documento3 páginasLos Angulos I - Clasificación 5°HERNAN LIZARVE ROMERO0% (1)
- Flanges ForjadosDocumento4 páginasFlanges ForjadoshpacajojAún no hay calificaciones
- 146 Capítulo 5 Introducción A Los Miembros Cargados Axialmente A CompresiónDocumento2 páginas146 Capítulo 5 Introducción A Los Miembros Cargados Axialmente A CompresiónJunior RojasAún no hay calificaciones
- Poleas para Banda TransportadoraDocumento1 páginaPoleas para Banda TransportadoraNoeAún no hay calificaciones
- Magnitudes, Unidades y SímbolosDocumento3 páginasMagnitudes, Unidades y SímbolosDaniel CameyAún no hay calificaciones
- America's Cup Building - Apuntes EstructurasDocumento3 páginasAmerica's Cup Building - Apuntes EstructurasMelanieAún no hay calificaciones
- TECNOSTAMP Orange Line PunzonesDocumento28 páginasTECNOSTAMP Orange Line PunzonesJose Francisco Rubio CantonAún no hay calificaciones
- Cuaderno de Trabajo de Ciencias Naturales de Octavo AñoDocumento2 páginasCuaderno de Trabajo de Ciencias Naturales de Octavo AñoJorge ChicaizaAún no hay calificaciones
- Resumen - U2Documento2 páginasResumen - U2Keymi TadeoAún no hay calificaciones
- Tablas de Perfiles de AceroDocumento42 páginasTablas de Perfiles de AceroChristopher Woodbridge Gomez100% (1)
- Calculadora de Los Trenes de Engranajes Simples: Embrague A Embrague B Embrague C Embrague DDocumento6 páginasCalculadora de Los Trenes de Engranajes Simples: Embrague A Embrague B Embrague C Embrague DGEOVANNYAún no hay calificaciones
- Codigo Iso PlaquitasDocumento7 páginasCodigo Iso PlaquitasEduardo Sanchez AlcaldeAún no hay calificaciones
- Prac 2-UD5Documento3 páginasPrac 2-UD5Helguero BlancoAún no hay calificaciones
- Tablas de Perfiles - 230519 - 220424921-4Documento1 páginaTablas de Perfiles - 230519 - 220424921-4Zoe BetazzaAún no hay calificaciones
- Tablas PerfilesDocumento2 páginasTablas PerfilesSilvio LescanoAún no hay calificaciones
- Tablas Perfiles Laminados - CIRSOC 301Documento6 páginasTablas Perfiles Laminados - CIRSOC 301Carla PausichAún no hay calificaciones
- Instrumentación EndodónticaDocumento59 páginasInstrumentación EndodónticaRYAN QUIRIDUNBAYAún no hay calificaciones
- Formulario CFDocumento28 páginasFormulario CFCamila Paz Fernández CofréAún no hay calificaciones
- Esquema de Seccion de Carga de Polines y FajaDocumento1 páginaEsquema de Seccion de Carga de Polines y FajaAnonimoAún no hay calificaciones
- Cap 3 TotalDocumento55 páginasCap 3 TotalCarlos Pulache OrdoñezAún no hay calificaciones
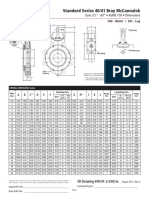
- Dimensiones Válvulas MariposaDocumento1 páginaDimensiones Válvulas MariposaLuis Eduardo Jaramillo BustamanteAún no hay calificaciones
- Catalogobandeja PeraltaDocumento14 páginasCatalogobandeja PeraltaAnonymous f54GFvsPgRAún no hay calificaciones
- Detalle de Agujeros Postes MTDocumento3 páginasDetalle de Agujeros Postes MTanderson vasquezAún no hay calificaciones
- Moleteados DINDocumento53 páginasMoleteados DINSalvadorAún no hay calificaciones
- Esbelto - No Esbelto - Compresión PDFDocumento2 páginasEsbelto - No Esbelto - Compresión PDFJuan Diego GonzálezAún no hay calificaciones
- Esbelto No Esbelto CompresiónDocumento2 páginasEsbelto No Esbelto CompresiónMabel SanchezAún no hay calificaciones
- Secciones de Pared Delgada DefinitivoDocumento43 páginasSecciones de Pared Delgada DefinitivoKenny Hernandez RodriguezAún no hay calificaciones
- VoladosDocumento31 páginasVoladosMelanieAún no hay calificaciones
- Trigonometría 4to (1-6)Documento18 páginasTrigonometría 4to (1-6)RobertPazCAún no hay calificaciones
- 0002 B2 M3 Punzonamiento EHE08Documento4 páginas0002 B2 M3 Punzonamiento EHE08anon_672549746Aún no hay calificaciones
- Diseno de Vigas Parte 01 Pre Dimensionamiento Calculo de Momentos 1 DownloableDocumento19 páginasDiseno de Vigas Parte 01 Pre Dimensionamiento Calculo de Momentos 1 DownloableMijailCubaAún no hay calificaciones
- Tablas de Tolerancia y CalculoDocumento19 páginasTablas de Tolerancia y CalculoRodolfo RequenaAún no hay calificaciones
- ÁngulosDocumento14 páginasÁngulosMiguel IntiAún no hay calificaciones
- L2 Tabla de Perfiles AngularesDocumento2 páginasL2 Tabla de Perfiles Angularesanon_56365583775% (4)
- LogeoVOLC SEDDocumento1 páginaLogeoVOLC SEDhernan uribeAún no hay calificaciones
- Faires - Diseño de Elementos de Maquinas (LIMUSA, 1992) PDFDocumento411 páginasFaires - Diseño de Elementos de Maquinas (LIMUSA, 1992) PDFLucianoDanteMiani100% (1)
- Catálogo de Correas para Techos Metálicos.Documento2 páginasCatálogo de Correas para Techos Metálicos.Kenyito2406Aún no hay calificaciones
- VST7625 Corregido Semirremolque Carreton Low BoyDocumento1 páginaVST7625 Corregido Semirremolque Carreton Low Boydpv vialidadAún no hay calificaciones
- Parcial 1 Modelo 2013Documento15 páginasParcial 1 Modelo 2013Jose LeonAún no hay calificaciones
- Parcial III - Termo IDocumento10 páginasParcial III - Termo IJose LeonAún no hay calificaciones
- Ejercicios ResueltosDocumento5 páginasEjercicios ResueltosJose LeonAún no hay calificaciones
- Parcial 1 Modelo 2019Documento6 páginasParcial 1 Modelo 2019Jose LeonAún no hay calificaciones
- Propuesta Maquinas I Grupo 1Documento4 páginasPropuesta Maquinas I Grupo 1Jose LeonAún no hay calificaciones
- 1er Examen Modelo Mec de Meteriales II Semestre B2022Documento6 páginas1er Examen Modelo Mec de Meteriales II Semestre B2022Jose LeonAún no hay calificaciones
- Trabajotema4 Grupo2Documento14 páginasTrabajotema4 Grupo2Jose LeonAún no hay calificaciones
- Problema 1.: Figura 1Documento2 páginasProblema 1.: Figura 1Jose LeonAún no hay calificaciones
- Circuitos IDocumento12 páginasCircuitos IJose LeonAún no hay calificaciones
- Cinemática de Movimiento BidimensionalDocumento11 páginasCinemática de Movimiento BidimensionalJose LeonAún no hay calificaciones
- MF Propiedades FluidosDocumento9 páginasMF Propiedades FluidosJose LeonAún no hay calificaciones
- Tarea 1Documento2 páginasTarea 1Jose LeonAún no hay calificaciones
- Lirica ContemporaneaDocumento3 páginasLirica ContemporaneaJose LeonAún no hay calificaciones
- Elementos de Transición y Elementos Complejos PDFDocumento14 páginasElementos de Transición y Elementos Complejos PDFJose LeonAún no hay calificaciones
- Elementos de Transición y Elementos Complejos PDFDocumento14 páginasElementos de Transición y Elementos Complejos PDFJose LeonAún no hay calificaciones
- Determinacian de Gamma Del AireDocumento9 páginasDeterminacian de Gamma Del AirePAOLA ANDREA QUENALLATA CHIPANAAún no hay calificaciones
- Lamina 2021 2.0Documento1 páginaLamina 2021 2.0César DefazAún no hay calificaciones
- BROMATOLOGIADocumento21 páginasBROMATOLOGIARoger SicllaAún no hay calificaciones
- INFORMEDocumento24 páginasINFORMEPaula Marina Pacheco IslasAún no hay calificaciones
- Gabriel Gonzalo Orellana MuñozDocumento2 páginasGabriel Gonzalo Orellana MuñozvaneaguileraAún no hay calificaciones
- TFG 20 Bautista Gonzalez ManuelDocumento98 páginasTFG 20 Bautista Gonzalez ManueladriancpfAún no hay calificaciones
- Programacion EneroDocumento3 páginasProgramacion EneroSilvio AndiaAún no hay calificaciones
- Practica 1Documento9 páginasPractica 1amoreno150Aún no hay calificaciones
- Ejercicios para Entregar Unidad II Valor 20 Puntos Marzo 2023Documento2 páginasEjercicios para Entregar Unidad II Valor 20 Puntos Marzo 2023danielaAún no hay calificaciones
- Cuadros y Monogramas Metodo PcaDocumento12 páginasCuadros y Monogramas Metodo PcaDaniel RicardoAún no hay calificaciones
- 322188177-Codigos-Normas-y-Especificaciones v1Documento6 páginas322188177-Codigos-Normas-y-Especificaciones v1APTunersMotorsportAún no hay calificaciones
- DIA1-VCICLO P. EdA6-PS S3.Gestiona ResponsablementeDocumento5 páginasDIA1-VCICLO P. EdA6-PS S3.Gestiona ResponsablementeMARINELLY ERIKA VARGAS QUISPEAún no hay calificaciones
- LIBRO LECTURA ÉTICA - No Soy Un RobotDocumento63 páginasLIBRO LECTURA ÉTICA - No Soy Un RobotSabrina OjedaAún no hay calificaciones
- L-TP - 1 - 3 Version 2015Documento36 páginasL-TP - 1 - 3 Version 2015Diana MontesAún no hay calificaciones
- Investigación, Organizaciones y GremiosDocumento10 páginasInvestigación, Organizaciones y GremiosAlvaro QCAún no hay calificaciones
- Pauta Auxiliar 2Documento6 páginasPauta Auxiliar 2nisadeAún no hay calificaciones
- 2-8 Introduccion A Ficha TecnicaDocumento46 páginas2-8 Introduccion A Ficha TecnicabrendaAún no hay calificaciones
- Crucigrama Del Aparato LocomotorDocumento2 páginasCrucigrama Del Aparato Locomotorslr0% (1)
- Práctico Infecto TBC 2020Documento5 páginasPráctico Infecto TBC 2020Bryan Jeremy Guzman Suxo100% (2)
- PruebaDesarrollo01 A FDC 2020 10Documento1 páginaPruebaDesarrollo01 A FDC 2020 10YONMI ORTIZ CCANTOAún no hay calificaciones
- El Amor Filial y El Miedo en Mas Alla de La Vida y La MuerteDocumento2 páginasEl Amor Filial y El Miedo en Mas Alla de La Vida y La MuerteJosé Andrade MejíaAún no hay calificaciones
- Exp8 Inicial 2 Movimiento EnsenarparaqueaprendaoacompanarsuaprendizajeDocumento2 páginasExp8 Inicial 2 Movimiento EnsenarparaqueaprendaoacompanarsuaprendizajeHerminia CalisayaAún no hay calificaciones
- MoldajeDocumento25 páginasMoldajeJona ViGoAún no hay calificaciones
- Filogenia ViperidaeDocumento11 páginasFilogenia ViperidaeFelipe Lopez OrozcoAún no hay calificaciones
- Resumen Importancia Economica Equipo de RodrigoDocumento4 páginasResumen Importancia Economica Equipo de Rodrigorodri34433443Aún no hay calificaciones
- DocenteDocumento4 páginasDocenteelsasixtosAún no hay calificaciones
- Programa. Curso. Paleografía de Lectura - Docx - Documentos de GoogleDocumento8 páginasPrograma. Curso. Paleografía de Lectura - Docx - Documentos de GoogleMonserrath MedranoAún no hay calificaciones
- Grupo 8 Criterios, Estándares y DescripciónDocumento3 páginasGrupo 8 Criterios, Estándares y DescripciónMinisterio InfantilAún no hay calificaciones
- Diseo de Muro de Contencion Sin Talon H 3.00Documento12 páginasDiseo de Muro de Contencion Sin Talon H 3.00Genaro Justo Llerena CardenasAún no hay calificaciones