También podría gustarte
- PROYECTO de APLICACION - Caso Empresa Aeronáutica y de DefensaDocumento9 páginasPROYECTO de APLICACION - Caso Empresa Aeronáutica y de DefensaEduardo Rincón Pérez79% (19)
- LABORATORIO de Electronica Sensores Y LinealizacionDocumento21 páginasLABORATORIO de Electronica Sensores Y Linealizaciondavisf70100% (1)
- Operaciones Proposicionales y Lenguaje Formal - ActividadDocumento8 páginasOperaciones Proposicionales y Lenguaje Formal - ActividadDiego OrozcoAún no hay calificaciones
- Proyecto de Aplicación Gestion de CalidadDocumento9 páginasProyecto de Aplicación Gestion de Calidadnataly bautistaAún no hay calificaciones
- Gamma 3 ParametrosDocumento6 páginasGamma 3 ParametrosWilmerIvanCerdanCuevaAún no hay calificaciones
- Métodos Matriciales para ingenieros con MATLABDe EverandMétodos Matriciales para ingenieros con MATLABCalificación: 5 de 5 estrellas5/5 (1)
- Caso 3 CalidadDocumento12 páginasCaso 3 Calidadcarlos ramirezAún no hay calificaciones
- Pa - Gestión de CalidadDocumento11 páginasPa - Gestión de CalidadLuis Carlos VillamizarAún no hay calificaciones
- Caso Practico Evaluacion FinalDocumento9 páginasCaso Practico Evaluacion FinalKatherin Useche100% (1)
- Proyecto de Aplicacion WidinsonDocumento12 páginasProyecto de Aplicacion WidinsonwidinsonAún no hay calificaciones
- Proyecto AplicacionDocumento11 páginasProyecto AplicacionWilson Ricardo Torres Martinez100% (2)
- Proyecto de Aplicacion - Gestion de CalidadDocumento13 páginasProyecto de Aplicacion - Gestion de CalidadEduardo Rincón Pérez100% (3)
- Caso 3 - Practico Unidad 3 - Empresa Aeronautica y DefensaDocumento9 páginasCaso 3 - Practico Unidad 3 - Empresa Aeronautica y DefensaDeyssi GarzonAún no hay calificaciones
- Proyecto de Aplicacion Gestion de CalidadDocumento11 páginasProyecto de Aplicacion Gestion de CalidadjorgecesarcisnerosAún no hay calificaciones
- Proyecto de Aplicación (Gestion de Calidad)Documento12 páginasProyecto de Aplicación (Gestion de Calidad)felip andresAún no hay calificaciones
- Caso Practico Unidad 3Documento5 páginasCaso Practico Unidad 3ricardo gonzalez mercadoAún no hay calificaciones
- Proyecto de AplicaciónDocumento9 páginasProyecto de AplicaciónJair PardoAún no hay calificaciones
- Proyecto de Aplicacion U3 SGCDocumento11 páginasProyecto de Aplicacion U3 SGCM.E J.OREJARENA100% (1)
- Proyecto de Aplicación - AFDocumento12 páginasProyecto de Aplicación - AFAndrés NAún no hay calificaciones
- Solución Caso Practico #3Documento8 páginasSolución Caso Practico #3Carlos MartinezAún no hay calificaciones
- Asignación Practica, Ejercicios #1 y #2, Christiam PabonDocumento6 páginasAsignación Practica, Ejercicios #1 y #2, Christiam PabonChristiam Pabon100% (1)
- Solucion Caso 5Documento12 páginasSolucion Caso 5Nelson ponce100% (1)
- Manual de Comando Electrico v13Documento5 páginasManual de Comando Electrico v13gonzaloAún no hay calificaciones
- Caso Practico Unidad 3Documento6 páginasCaso Practico Unidad 3JUNTA ACCION COMUNALAún no hay calificaciones
- Informe Evaluación Técnica CENTRO DE DATOS.Documento9 páginasInforme Evaluación Técnica CENTRO DE DATOS.RomelAún no hay calificaciones
- Control de Procesos Lab 1Documento10 páginasControl de Procesos Lab 1Kevin Palpa MedranoAún no hay calificaciones
- Proyecto de Aplicación 1Documento13 páginasProyecto de Aplicación 1rosario100% (1)
- Bitácora - de Marchena, JácomeDocumento71 páginasBitácora - de Marchena, JácomemacaicedolAún no hay calificaciones
- X9Y05138 2021-09-21 Motor BaborDocumento6 páginasX9Y05138 2021-09-21 Motor BaborotonielAún no hay calificaciones
- VF Practica de CalibraciónDocumento9 páginasVF Practica de CalibraciónKristell Gala Perez MancoAún no hay calificaciones
- CAPACIDAD Y DESEMPEÑO DEL PROCESO Marco Teo 2Documento8 páginasCAPACIDAD Y DESEMPEÑO DEL PROCESO Marco Teo 2danneAún no hay calificaciones
- Metodos de Analisis Cinetico: Departamento de Ingenieria Quimica Universidad de MagallanesDocumento19 páginasMetodos de Analisis Cinetico: Departamento de Ingenieria Quimica Universidad de MagallanesJaime GallardoAún no hay calificaciones
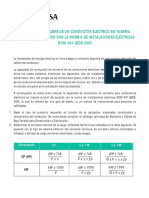
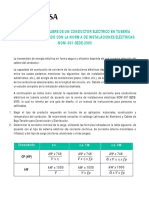
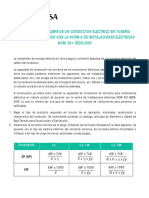
- Selección Del Calibre de Un Conductor Eléctrico en Tubería (Conduit) de Acuerdo Con La Norma de Instalaciones Eléctricas Nom-001-Sede-2005Documento7 páginasSelección Del Calibre de Un Conductor Eléctrico en Tubería (Conduit) de Acuerdo Con La Norma de Instalaciones Eléctricas Nom-001-Sede-2005Alex De la TorreAún no hay calificaciones
- Selección de Calibre en Cables para ConstrucciónDocumento7 páginasSelección de Calibre en Cables para ConstrucciónMario RodriguezAún no hay calificaciones
- Selección de Calibre en Cables para ConstrucciónDocumento7 páginasSelección de Calibre en Cables para ConstrucciónAriAún no hay calificaciones
- MB800219 PSRPT 2020-04-25 17.36.25Documento39 páginasMB800219 PSRPT 2020-04-25 17.36.25mrcruzito_2099Aún no hay calificaciones
- Caida de Tension Ing. JCVMDocumento13 páginasCaida de Tension Ing. JCVMYutupremiumAún no hay calificaciones
- Pruebas de Lazo - BH#02 - Leo B1Documento4 páginasPruebas de Lazo - BH#02 - Leo B1Daniel Camargo PérezAún no hay calificaciones
- Utn3 15-07-20Documento2 páginasUtn3 15-07-20Leonardo DtAún no hay calificaciones
- 4.2 Gestion Calidad Proyecto AplicacionDocumento7 páginas4.2 Gestion Calidad Proyecto AplicacionJaime Hernando Jajoy ChindoyAún no hay calificaciones
- PREGUNTA1Documento35 páginasPREGUNTA1AlexanderAún no hay calificaciones
- Trabajo 2Documento8 páginasTrabajo 2Evelin Roxana Vera AlvaAún no hay calificaciones
- Resolucion de Ejercicios Semana 2Documento5 páginasResolucion de Ejercicios Semana 2lucio RAún no hay calificaciones
- M223 Prueba Estatica BakerDocumento14 páginasM223 Prueba Estatica BakermuahdibAún no hay calificaciones
- 5.5 Acta de Sitrans Sin TerminarDocumento1 página5.5 Acta de Sitrans Sin TerminarYorman CastilloAún no hay calificaciones
- Solución TP CostosDocumento7 páginasSolución TP CostosClara WolmyAún no hay calificaciones
- Metodos RigidosDocumento30 páginasMetodos RigidosfmielesAún no hay calificaciones
- Prueba de Registro DEMO/M157: Fecha-Hora R LC Aislamiento AD/IP Prueba CC Impulso NotasDocumento12 páginasPrueba de Registro DEMO/M157: Fecha-Hora R LC Aislamiento AD/IP Prueba CC Impulso NotasmuahdibAún no hay calificaciones
- Trabajo - 2 Veronica GomezDocumento53 páginasTrabajo - 2 Veronica GomezOlgaLuciaVinzaPortillaAún no hay calificaciones
- Control de CalidadDocumento16 páginasControl de CalidadBetsi Carely Ochoa MantillaAún no hay calificaciones
- CALIBRACIONDocumento9 páginasCALIBRACIONRoberto Carlos Molero AbadAún no hay calificaciones
- Sava Cargador RTB01746 Motor On - PSRPT - 2021-05-16 - 14.50.00Documento6 páginasSava Cargador RTB01746 Motor On - PSRPT - 2021-05-16 - 14.50.00Juan CarlosAún no hay calificaciones
- Informe Motor ShuntDocumento4 páginasInforme Motor Shuntbyron alaAún no hay calificaciones
- Mje01910 - PSRPT - 2019-06-21 - 15.17.10 21 de Junio 2019Documento88 páginasMje01910 - PSRPT - 2019-06-21 - 15.17.10 21 de Junio 2019Victor Alejandro Ospina CardonaAún no hay calificaciones
- 01 Accesorios Machones PDFDocumento5 páginas01 Accesorios Machones PDFMatias Ulloa SaavedraAún no hay calificaciones
- Pa2. Tema 3. Leslie Isarit Cañaveral GómezDocumento11 páginasPa2. Tema 3. Leslie Isarit Cañaveral Gómezpollo alvaradoAún no hay calificaciones
- Pruebas en Un TransformadorDocumento20 páginasPruebas en Un TransformadorEdizon Ramos OrtizAún no hay calificaciones
- Data Logger D8T Juan VargasDocumento19 páginasData Logger D8T Juan VargasRamon HidalgoAún no hay calificaciones
- Informe Epanet CanalDocumento11 páginasInforme Epanet CanalerickAún no hay calificaciones
- Ejercicios ParetoDocumento5 páginasEjercicios ParetoAndrés BonillaAún no hay calificaciones
- Practica Calificada HidrologiaDocumento9 páginasPractica Calificada HidrologiaWalter Manuel Troncos CamachoAún no hay calificaciones
- Caso Practico 1Documento6 páginasCaso Practico 1jgonzalez91Aún no hay calificaciones
- Unidad 2Documento92 páginasUnidad 2jgonzalez91Aún no hay calificaciones
- La Tejedora de ArcoirisDocumento3 páginasLa Tejedora de Arcoirisjgonzalez91Aún no hay calificaciones
- Caso Practico 1Documento6 páginasCaso Practico 1jgonzalez91Aún no hay calificaciones
- TrabajoDocumento6 páginasTrabajoShirley Baldera AllaujaAún no hay calificaciones
- MMG SH001 SCLDocumento13 páginasMMG SH001 SCLEnloesAún no hay calificaciones
- 07 - Arduino InverterDocumento1 página07 - Arduino Invertereluy ledezmaAún no hay calificaciones
- Especificación de Requerimientos de SoftwareDocumento7 páginasEspecificación de Requerimientos de SoftwareIsraelPatricioZúñigaCatalánAún no hay calificaciones
- Visitnado La IslaDocumento2 páginasVisitnado La IslaLuiz MarquezineAún no hay calificaciones
- Fracciones ParcialesDocumento9 páginasFracciones ParcialesDaniel GraciaAún no hay calificaciones
- Proceso de EmpaquetadoDocumento2 páginasProceso de EmpaquetadoEly Vázquez100% (1)
- CAS-203737-M1D5V8 Autoservicio de Clientes PDFDocumento3 páginasCAS-203737-M1D5V8 Autoservicio de Clientes PDFJohn Jairo Zuñiga MorenoAún no hay calificaciones
- Electricistas 3@ Categoria.2020..Documento1 páginaElectricistas 3@ Categoria.2020..Cessar Varqshana100% (1)
- Diagrama de ProcesoDocumento10 páginasDiagrama de ProcesoSheilly AnnAún no hay calificaciones
- 1 5183818178135851147Documento275 páginas1 5183818178135851147vasquez100% (1)
- Taller 3 - Diseño de Folletos DigitalesDocumento2 páginasTaller 3 - Diseño de Folletos DigitalesgladysgbAún no hay calificaciones
- Chat y ForosDocumento3 páginasChat y ForosFRANCO CASTRO SARA ALEXANDRAAún no hay calificaciones
- Laboratorio N 5Documento19 páginasLaboratorio N 5Eddy UberguagaAún no hay calificaciones
- Algebra Matricial y Geometría Analítica.: Semana 3Documento39 páginasAlgebra Matricial y Geometría Analítica.: Semana 3LUIS FERNANDO MAQUERA JACINTOAún no hay calificaciones
- MimeógrafoDocumento5 páginasMimeógrafoSantiago GonzalesAún no hay calificaciones
- Canvas JugueriaDocumento1 páginaCanvas JugueriaStefany ZapataAún no hay calificaciones
- Semana 8 - Ideas de Negocio InnovadorasDocumento3 páginasSemana 8 - Ideas de Negocio Innovadorasluis omar chirinos espinozaAún no hay calificaciones
- Aplicaciones de La Inteligencia Artificial en CardiologíaDocumento11 páginasAplicaciones de La Inteligencia Artificial en CardiologíaLeonardo GranadosAún no hay calificaciones
- Erp y MRPDocumento2 páginasErp y MRPsikdjjsnAún no hay calificaciones
- UntitledDocumento10 páginasUntitledEMERSON FABIAN SANCHEZ SANDOVALAún no hay calificaciones
- Instructivo para La Autorización In-Terna de Conducción de Vehículos Y Operación de Maquinaria Pesada en El ServicioDocumento15 páginasInstructivo para La Autorización In-Terna de Conducción de Vehículos Y Operación de Maquinaria Pesada en El ServicioCristian VásquezAún no hay calificaciones
- Administracion de Recursos Humanos Modulo IIDocumento6 páginasAdministracion de Recursos Humanos Modulo IIjeisoncamargoAún no hay calificaciones
- Gestión de Los Sistemas de CalidadDocumento14 páginasGestión de Los Sistemas de CalidadElienai Hernandez Osorio100% (1)
- Autorización para Alumnos Teatro en La EscuelaDocumento4 páginasAutorización para Alumnos Teatro en La EscuelafabianacappioAún no hay calificaciones
- Infoxicación. Causas y Consecuencias Del Exceso de Información.Documento40 páginasInfoxicación. Causas y Consecuencias Del Exceso de Información.Alberto Moradillo75% (4)
- Ta-Rau-Man-Czf-Pro-014 Cambio de Zapatas de FrenoDocumento3 páginasTa-Rau-Man-Czf-Pro-014 Cambio de Zapatas de FrenoYESMIN ZELAYAAún no hay calificaciones
- Jose Yair Prepa Chihuahua Ciudad JuarezDocumento2 páginasJose Yair Prepa Chihuahua Ciudad JuarezYahir ReyesAún no hay calificaciones
- Blockchain y La Seudonimización y Anonimización de Datos PersonalesDocumento3 páginasBlockchain y La Seudonimización y Anonimización de Datos PersonalesStefan FlashAún no hay calificaciones