También podría gustarte
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Mantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209De EverandMantenimiento, seguridad y tratamiento de los residuos en la impresión digital. ARGI0209Aún no hay calificaciones
- Los Pilares Del Mantenimiento Productivo TotalDocumento3 páginasLos Pilares Del Mantenimiento Productivo TotalKike Martinez AtzompaAún no hay calificaciones
- Los Pilares Del TPMDocumento4 páginasLos Pilares Del TPMDanielAlejandroAún no hay calificaciones
- TPM CalidadDocumento8 páginasTPM CalidadMishell RubioAún no hay calificaciones
- Guia PilaresDocumento2 páginasGuia PilaresKatherine OviedoAún no hay calificaciones
- TPM Una Vision para El ExitoDocumento5 páginasTPM Una Vision para El ExitoAymarita RamosAún no hay calificaciones
- T.P.M (Gestion de Calidad)Documento6 páginasT.P.M (Gestion de Calidad)ileanazambrano91Aún no hay calificaciones
- TPMDocumento61 páginasTPMEdson palominoAún no hay calificaciones
- Foro TPM MantenimientoDocumento5 páginasForo TPM MantenimientoNahumAún no hay calificaciones
- Filosofías, Técnicas y Herramientas Del Mantenimiento Productivo Total (T.P.M.)Documento4 páginasFilosofías, Técnicas y Herramientas Del Mantenimiento Productivo Total (T.P.M.)jskratosAún no hay calificaciones
- TPM 1Documento5 páginasTPM 1Aldo López HernándezAún no hay calificaciones
- Actividades Del TPMDocumento2 páginasActividades Del TPMjohannaAún no hay calificaciones
- Presentación Elegante de Informe de Finanzas - 20240211 - 183118 - 0000Documento23 páginasPresentación Elegante de Informe de Finanzas - 20240211 - 183118 - 0000edgaratialnoAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento96 páginasMantenimiento Productivo Totalpiwy017Aún no hay calificaciones
- Historia Del TPMDocumento8 páginasHistoria Del TPMSalvadorGarcíaYañezAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento5 páginasMantenimiento Productivo Totalkory shaskaAún no hay calificaciones
- Mi Parte TPMDocumento7 páginasMi Parte TPMricardoAún no hay calificaciones
- TPMDocumento48 páginasTPMJose CanizalesAún no hay calificaciones
- TPM PDFDocumento13 páginasTPM PDFjuanAún no hay calificaciones
- S01.s09 - Sesión 9 TPMDocumento25 páginasS01.s09 - Sesión 9 TPMelvira mendieta jaraAún no hay calificaciones
- TPM y RCM en MantenimientoDocumento3 páginasTPM y RCM en MantenimientoØrlandø PøzøAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento4 páginasMantenimiento Productivo TotalFoto TortasAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento6 páginasMantenimiento Productivo TotaldfsoriahojuelasAún no hay calificaciones
- TPMDocumento6 páginasTPMAdrian Felipe Muñoz VegaAún no hay calificaciones
- Manimiento MundialDocumento5 páginasManimiento Mundialk92hv79d5pAún no hay calificaciones
- Los 8 Pilares Del TPMDocumento5 páginasLos 8 Pilares Del TPMLuis PalaciosAún no hay calificaciones
- Los 8 Pilares Del TPMDocumento4 páginasLos 8 Pilares Del TPMSebastian Rojas AyalaAún no hay calificaciones
- Universidad Tecnológica de Puebla: Ingeniería en MecatrónicaDocumento7 páginasUniversidad Tecnológica de Puebla: Ingeniería en MecatrónicaEber López SeiciAún no hay calificaciones
- Lectura #11 Pilares Del TPMDocumento2 páginasLectura #11 Pilares Del TPMfcarlostorresAún no hay calificaciones
- TPM PDFDocumento24 páginasTPM PDFJavier Gallo EspinozaAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento4 páginasMantenimiento Productivo TotalAlex Mollo VillcaAún no hay calificaciones
- PotrDocumento3 páginasPotrRuben RamirezAún no hay calificaciones
- Articulo de TPM ImplementacionDocumento5 páginasArticulo de TPM ImplementacionGiancarloAún no hay calificaciones
- TPM Taller Maquinas HerramientasDocumento6 páginasTPM Taller Maquinas HerramientasMichael Arias0% (1)
- Mantenimiento Productivo Total TPM, Produccion Equilibrada yDocumento45 páginasMantenimiento Productivo Total TPM, Produccion Equilibrada yAnonymous NWe9naDAún no hay calificaciones
- Introduccion Al MantenimientoDocumento10 páginasIntroduccion Al MantenimientoZAYRA DE LEONAún no hay calificaciones
- La Función de MantenimientoDocumento24 páginasLa Función de MantenimientoOribe SalinasAún no hay calificaciones
- Sistemas de Mantenimiento Productivo TotalDocumento10 páginasSistemas de Mantenimiento Productivo TotalLiz LopezAún no hay calificaciones
- Mantenimiento Productivo Total TPMDocumento18 páginasMantenimiento Productivo Total TPMbladimir aguilarAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento9 páginasMantenimiento Productivo TotalLissette Toledo Magaña100% (1)
- Articulo de TPMDocumento5 páginasArticulo de TPMHernan GomezAún no hay calificaciones
- Unidad 4 MantenimientoDocumento110 páginasUnidad 4 MantenimientoJesus GomezAún no hay calificaciones
- TPMDocumento4 páginasTPMIvonne LadinoAún no hay calificaciones
- Qué Es TPMDocumento11 páginasQué Es TPMMartin EspinozaAún no hay calificaciones
- Ensayo Importancia de TPMDocumento5 páginasEnsayo Importancia de TPMJoseMi RamirezAún no hay calificaciones
- Pilares Del TPMDocumento3 páginasPilares Del TPMYesicca Yudith GrimaldoAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento39 páginasMantenimiento Productivo TotalSALOMON TORRES CARREONAún no hay calificaciones
- UNIDAD 1-Adm. Del Mantenimiento PDFDocumento46 páginasUNIDAD 1-Adm. Del Mantenimiento PDFguadalupeAún no hay calificaciones
- Documento 2Documento20 páginasDocumento 2JOHAN MONTOYA BERMEAAún no hay calificaciones
- Mantenimiento Productivo TotalDocumento3 páginasMantenimiento Productivo TotalJUAN CARLOS ACEVEDOAún no hay calificaciones
- Herramientas Avanzadas de La CalidadDocumento25 páginasHerramientas Avanzadas de La CalidadSergio BuinitzkyAún no hay calificaciones
- Cuestionario de Gestion de MantenimientoDocumento5 páginasCuestionario de Gestion de Mantenimientomari ccallo noaAún no hay calificaciones
- Gestion de Mantenimiento - PreguntasDocumento5 páginasGestion de Mantenimiento - Preguntasmari ccallo noaAún no hay calificaciones
- Mantenimiento Productivo Total (TPM)Documento15 páginasMantenimiento Productivo Total (TPM)ELIANNE NAYHELLI ROJAS TOLEDOAún no hay calificaciones
- Investigacion Unidad 4Documento7 páginasInvestigacion Unidad 4jesus mikelukeAún no hay calificaciones
- Presentación TPMDocumento47 páginasPresentación TPMedinson fadel corcino pastorAún no hay calificaciones
- Mantenimiento CuestionarioDocumento6 páginasMantenimiento CuestionarioEduardo RodriguezAún no hay calificaciones
- Filosofia de Mantenimiento - InfoDocumento20 páginasFilosofia de Mantenimiento - InfoSergio GutierrezAún no hay calificaciones
- Informe Del Mantenimiento Productivo Total...Documento12 páginasInforme Del Mantenimiento Productivo Total...Eddy FloresAún no hay calificaciones
- Recargas Sms Y Ussd: Vender A Través deDocumento4 páginasRecargas Sms Y Ussd: Vender A Través deLuis FernandoAún no hay calificaciones
- Silabo de Marketing - 2014-1Documento6 páginasSilabo de Marketing - 2014-1Jose alberto Yangali PaucarAún no hay calificaciones
- CFN - BanecuadorDocumento41 páginasCFN - BanecuadorVane StefiiAún no hay calificaciones
- Actividad # 5 Propuesta Bienes y ServiciosDocumento4 páginasActividad # 5 Propuesta Bienes y ServiciosElkin Leonardo MALDONADO SIERRAAún no hay calificaciones
- Empresa de Auditoria Del Cumplimiento de LicitacionesDocumento37 páginasEmpresa de Auditoria Del Cumplimiento de LicitacionesRolandoDavidHerbasAún no hay calificaciones
- Instrumentación GeotécnicaDocumento6 páginasInstrumentación GeotécnicaMAXIMO HERRERAAún no hay calificaciones
- Parcial - Escenario 4 - Segundo Bloque-Teorico - Practico - Presupuestos - (Grupo b01)Documento9 páginasParcial - Escenario 4 - Segundo Bloque-Teorico - Practico - Presupuestos - (Grupo b01)Laura Johanna VargasAún no hay calificaciones
- Estudio Viabilidad CRMDocumento21 páginasEstudio Viabilidad CRMJHONATAN ERNESTO BOJACA MARIN0% (1)
- Trabajo Aplicativo Logistic 1.1Documento18 páginasTrabajo Aplicativo Logistic 1.1Jhonny Gonsalez100% (2)
- Aditoria Bimbo BDMDocumento23 páginasAditoria Bimbo BDMMIGUEL ALEJANDRO SALAS LERMAAún no hay calificaciones
- QUE ES UN BANCO ImDocumento29 páginasQUE ES UN BANCO ImMaria Camila Molina BenitezAún no hay calificaciones
- Cuadro Comparativo SociedadesDocumento3 páginasCuadro Comparativo SociedadesHeidy UlAún no hay calificaciones
- Ciclo de Vida de Una APPDocumento43 páginasCiclo de Vida de Una APPmarco_3391Aún no hay calificaciones
- Glosario de Terminos de TurismoDocumento5 páginasGlosario de Terminos de TurismoXavier Polanco GreenAún no hay calificaciones
- Indicadores de Gestion III ParcialDocumento17 páginasIndicadores de Gestion III ParcialFarinho Jr Dos SantosAún no hay calificaciones
- Employee JourneyDocumento5 páginasEmployee JourneyCesar MillonAún no hay calificaciones
- Lectura 01 - 2Documento2 páginasLectura 01 - 2huaya lupa josueAún no hay calificaciones
- Catalogo de Proyectos para EstadiaDocumento6 páginasCatalogo de Proyectos para Estadiaedgar valdezAún no hay calificaciones
- Monografia de EPTDocumento10 páginasMonografia de EPTPaulEdwarRojasLeonAún no hay calificaciones
- Informe Andres Practicas UrpDocumento22 páginasInforme Andres Practicas Urpandelga100% (1)
- Metodos de Valoracion de Inventario.1Documento30 páginasMetodos de Valoracion de Inventario.1Henry FigueroaAún no hay calificaciones
- Trabajo Final - Bienestar 250923Documento15 páginasTrabajo Final - Bienestar 250923Anali ReyesAún no hay calificaciones
- Que Es Downsizing Trabajo GrupalDocumento5 páginasQue Es Downsizing Trabajo GrupalCarlos ColindresAún no hay calificaciones
- GFPI-F-019 Guia 14. Propiedad, Planta y EquipoDocumento12 páginasGFPI-F-019 Guia 14. Propiedad, Planta y EquipoSantiago DanielAún no hay calificaciones
- Análisis VolcanDocumento2 páginasAnálisis VolcanJampier Galvan AlarconAún no hay calificaciones
- RRHH Analista y ProgramadorDocumento3 páginasRRHH Analista y ProgramadorAngela GarciaAún no hay calificaciones
- Herramientas de La CalidadDocumento16 páginasHerramientas de La CalidadDeivi Vàsquez PAún no hay calificaciones
- 798 Seminario de Sistemas IIDocumento2 páginas798 Seminario de Sistemas IISaul ObandoAún no hay calificaciones
- Guia Sap KuskallaDocumento48 páginasGuia Sap KuskallaCinthy Peñaloza100% (2)
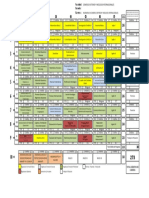
- Malla Curricular en Creditos Comercio ExteriorDocumento1 páginaMalla Curricular en Creditos Comercio ExteriorGye SempaiAún no hay calificaciones