También podría gustarte
- CULATADocumento7 páginasCULATAJuan Antonio Ochoa PadronAún no hay calificaciones
- TIS - Manual de Reparaciones Toyota Tundra 2007Documento30 páginasTIS - Manual de Reparaciones Toyota Tundra 2007antonio ochoaAún no hay calificaciones
- Cleider 071615Documento6 páginasCleider 071615Esteban floresAún no hay calificaciones
- Motores Cummins M11 especificaciones técnicasDocumento2 páginasMotores Cummins M11 especificaciones técnicasJorgeanis Coromoto Marcano MarinAún no hay calificaciones
- CUMMINS M11 - MT 11 (Varias Aplicaciones) PDFDocumento2 páginasCUMMINS M11 - MT 11 (Varias Aplicaciones) PDFJose MellaAún no hay calificaciones
- CUMMINS M11 - MT 11 (Varias Aplicaciones) PDFDocumento2 páginasCUMMINS M11 - MT 11 (Varias Aplicaciones) PDFEverardo Rios100% (2)
- CUMMINS M11 - MT 11 (Varias Aplicaciones) PDFDocumento2 páginasCUMMINS M11 - MT 11 (Varias Aplicaciones) PDFedilfreddyzAún no hay calificaciones
- CUMMINS M11 - MT 11 (Varias Aplicaciones) PDFDocumento2 páginasCUMMINS M11 - MT 11 (Varias Aplicaciones) PDFana paulaAún no hay calificaciones
- Motores Cummins M11 especificaciones técnicasDocumento2 páginasMotores Cummins M11 especificaciones técnicasWalter A Gómez de la CruzAún no hay calificaciones
- CUMMINS M11 - MT 11 (Varias Aplicaciones)Documento2 páginasCUMMINS M11 - MT 11 (Varias Aplicaciones)Jorgeanis Coromoto Marcano MarinAún no hay calificaciones
- Motores Cummins M11 especificaciones técnicasDocumento2 páginasMotores Cummins M11 especificaciones técnicasJose MellaAún no hay calificaciones
- H1 MonoblockDocumento41 páginasH1 MonoblockAlvaro Cueva ZuñigaAún no hay calificaciones
- Proteja sus piezas y evite daños al desmontar el motorDocumento25 páginasProteja sus piezas y evite daños al desmontar el motorMaxs Jhoel Sagastegui AguilarAún no hay calificaciones
- Ajustes Principales CUMMINS SERIE C 8.6Documento3 páginasAjustes Principales CUMMINS SERIE C 8.6mecanica1980Aún no hay calificaciones
- Principales Ajustes para El Armado Del Motor Cummins Serie CDocumento2 páginasPrincipales Ajustes para El Armado Del Motor Cummins Serie Ckokey morenoAún no hay calificaciones
- CUMMINS ISB - Motores Electronicos de 4 y 6 CilDocumento2 páginasCUMMINS ISB - Motores Electronicos de 4 y 6 CilEusebius Quino88% (24)
- Transcripcion LibroDocumento61 páginasTranscripcion LibroJORGE BALUARTEAún no hay calificaciones
- Control de válvulasDocumento10 páginasControl de válvulasoscar eduardo garcia valbuenaAún no hay calificaciones
- Ajustes principales motor Cummins Serie C 8.3Documento3 páginasAjustes principales motor Cummins Serie C 8.3Abdel Alvarez87% (30)
- Marcelo M.B - Caja AutomaticaDocumento10 páginasMarcelo M.B - Caja AutomaticaAntonio HurachiantaAún no hay calificaciones
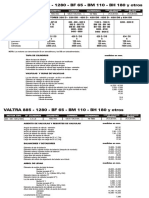
- VALTRA 885 - 1280 - BF 65 - BM 110 - BH 180 y OtrosDocumento3 páginasVALTRA 885 - 1280 - BF 65 - BM 110 - BH 180 y OtrosDaniel Marin MoralesAún no hay calificaciones
- Kawasaki z900Documento7 páginasKawasaki z900Manuel HidalgoAún no hay calificaciones
- Motores (Mediciones) 22Documento15 páginasMotores (Mediciones) 22jhordanAún no hay calificaciones
- CD20TDocumento3 páginasCD20TpedromenachoizquierdoAún no hay calificaciones
- PEUGEOT 205 - 305 - 309 Motor 1,9 16 ValvulasDocumento3 páginasPEUGEOT 205 - 305 - 309 Motor 1,9 16 ValvulasRTC PRECISIÓNAún no hay calificaciones
- Especificaciones de Culata y VálvulasDocumento5 páginasEspecificaciones de Culata y VálvulasSergio Ricardo Ibañez0% (1)
- Laboratorio N1Documento15 páginasLaboratorio N1Cristian Lazaro AriasAún no hay calificaciones
- Cummins Isc1252525Documento3 páginasCummins Isc1252525cristian mirandaAún no hay calificaciones
- Inspecciones Durante El Armado Del MotorDocumento11 páginasInspecciones Durante El Armado Del MotorJ.ENRIQUEZ.BAún no hay calificaciones
- Inv E-224-13Documento15 páginasInv E-224-13Jorge Hernán Flórez GálvezAún no hay calificaciones
- Desarmado, Inspección y Armado de La Válvula Del EngancheDocumento6 páginasDesarmado, Inspección y Armado de La Válvula Del EnganchealexAún no hay calificaciones
- Espel Mai 0683 PDocumento73 páginasEspel Mai 0683 PPedro MartínAún no hay calificaciones
- Scania 114 - Motor 11 Litros Series 4Documento2 páginasScania 114 - Motor 11 Litros Series 4Gregorio Quispe Choque100% (1)
- CUMMINS ISC 8,3 - Elect PDFDocumento2 páginasCUMMINS ISC 8,3 - Elect PDFgerardo martinezAún no hay calificaciones
- Especificaciones del motor Cummins ISC 8,3Documento2 páginasEspecificaciones del motor Cummins ISC 8,3Victor PinedoAún no hay calificaciones
- Especificaciones del motor Cummins ISC 8,3Documento2 páginasEspecificaciones del motor Cummins ISC 8,3Victor Hugo Rodriguez RamirezAún no hay calificaciones
- CUMMINS ISC 8,3 - Elect PDFDocumento2 páginasCUMMINS ISC 8,3 - Elect PDFWilliam Giovanni Madariaga Malebrán100% (5)
- CUMMINS ISC 8,3 - Elect PDFDocumento2 páginasCUMMINS ISC 8,3 - Elect PDFÑengo Flow Full RecordAún no hay calificaciones
- Especificaciones del motor Cummins ISC 8,3Documento2 páginasEspecificaciones del motor Cummins ISC 8,3Marco OchoaAún no hay calificaciones
- CUMMINS ISC 8,3 - Elect PDFDocumento2 páginasCUMMINS ISC 8,3 - Elect PDFOlivarez Gonzalez Rola100% (3)
- Aprietes LDW2004Documento12 páginasAprietes LDW2004rafael granadosAún no hay calificaciones
- Especificaciones del motor diesel Chevrolet Corsa 17DDocumento2 páginasEspecificaciones del motor diesel Chevrolet Corsa 17DSergio Cancino RamosAún no hay calificaciones
- Informe Motor Toyota 2lDocumento12 páginasInforme Motor Toyota 2ljosue xDAún no hay calificaciones
- Diametro Del Piston Medir 4024TF270Documento1 páginaDiametro Del Piston Medir 4024TF270Alejandro ValenzuelaAún no hay calificaciones
- CIGUEÑAL V2203Documento5 páginasCIGUEÑAL V2203YC CarieloAún no hay calificaciones
- SCANIA P310 9 Litros - 5 CilindrosDocumento2 páginasSCANIA P310 9 Litros - 5 Cilindrosrcvcai100% (4)
- TapanmnmlDocumento17 páginasTapanmnmlYeison LopezAún no hay calificaciones
- Ssanyong Musso DieselDocumento3 páginasSsanyong Musso DieselSalvador AbelAún no hay calificaciones
- NEW HOLLAND - Serie 30 PDFDocumento2 páginasNEW HOLLAND - Serie 30 PDFJhonny Monzon75% (4)
- Especificaciones de AprieteDocumento2 páginasEspecificaciones de AprieteVictor PinedoAún no hay calificaciones
- New Holland - Serie 30Documento2 páginasNew Holland - Serie 30Cristian flores contrerasAún no hay calificaciones
- Motor KomatsuDocumento9 páginasMotor KomatsuTeofilo Flores100% (3)
- Inspección y Verificación Del Pistón y CigueñalDocumento2 páginasInspección y Verificación Del Pistón y CigueñalJhon Otnar Aguilar YujraAún no hay calificaciones
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Guía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoDe EverandGuía del Contratista para Instalación de Tuberías de PVC con Empaque para Agua/ para AlcantarilladoAún no hay calificaciones
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Calificación: 3 de 5 estrellas3/5 (2)
- C 9 EspecificacionesDocumento1 páginaC 9 EspecificacionesEdU RECTIFICAAún no hay calificaciones
- Deutz-Fahr 913 PDFDocumento3 páginasDeutz-Fahr 913 PDFgerardo martinez100% (6)
- IntroducciónDocumento11 páginasIntroducciónEdU RECTIFICAAún no hay calificaciones
- John Deere 8850 - V8: STD 0.010 0.020 0.030 Bancada Biela Dia Fierro Torque ToleranciaDocumento1 páginaJohn Deere 8850 - V8: STD 0.010 0.020 0.030 Bancada Biela Dia Fierro Torque ToleranciaEdU RECTIFICAAún no hay calificaciones
- 3412 EspecificacionesDocumento2 páginas3412 EspecificacionesEdU RECTIFICA100% (1)
- Volvo B270F: autobús urbano y de carretera con motor MWM y cajas EatonDocumento2 páginasVolvo B270F: autobús urbano y de carretera con motor MWM y cajas EatonEdU RECTIFICAAún no hay calificaciones
- Fe E001-323 - Impresion Contrat. IllariyDocumento1 páginaFe E001-323 - Impresion Contrat. IllariyEdU RECTIFICAAún no hay calificaciones
- Anexo Cuestionario Diodos y TransistoresDocumento7 páginasAnexo Cuestionario Diodos y TransistoresAlejandro SantosAún no hay calificaciones
- Sistema de Frenos Abs y CBCDocumento14 páginasSistema de Frenos Abs y CBCJuan G Romero DAún no hay calificaciones
- Borrador 1Documento7 páginasBorrador 1Rafael PoloAún no hay calificaciones
- Fase 1 Semana 3Documento13 páginasFase 1 Semana 3Ing telecomunicacionesAún no hay calificaciones
- Ficha Tecnica PINZA PDFDocumento2 páginasFicha Tecnica PINZA PDFOmar Espinoza VelizAún no hay calificaciones
- Lista de refacciones y preciosDocumento3 páginasLista de refacciones y preciosCarlos Javier SanchezAún no hay calificaciones
- Practicas PropuestasDocumento2 páginasPracticas PropuestasErik Francisco Torrecilla CoptoAún no hay calificaciones
- Manual Chevy C2 Parte 2Documento50 páginasManual Chevy C2 Parte 2HIZKA83% (30)
- Inspección de Equipos de Oxicorte, Soldadura y EsmerilesDocumento3 páginasInspección de Equipos de Oxicorte, Soldadura y EsmerilesTiffanny Romero PauccarimaAún no hay calificaciones
- Proyecto de Inyeccion 600Documento13 páginasProyecto de Inyeccion 600grancapo67Aún no hay calificaciones
- Semana 8 Electrónica IIDocumento6 páginasSemana 8 Electrónica IILuis MarcanoAún no hay calificaciones
- EPP 2711 DDS 5 - 16 EN AMS ELB 15 210 RaychemDocumento2 páginasEPP 2711 DDS 5 - 16 EN AMS ELB 15 210 Raychemgiovany_vq91Aún no hay calificaciones
- Lab 6 Transformador TrifásicoDocumento11 páginasLab 6 Transformador TrifásicoDaelon CGAún no hay calificaciones
- Informe Proyecto - Reloj BinarioDocumento10 páginasInforme Proyecto - Reloj BinarioAlex TipantuñaAún no hay calificaciones
- Conceptos Basicos de RectificadoresDocumento21 páginasConceptos Basicos de RectificadoresentteosAún no hay calificaciones
- Diseño y Estructura de Pic 18f877aDocumento26 páginasDiseño y Estructura de Pic 18f877aJhoel René Mamani HuancaAún no hay calificaciones
- Español LTN116AT01 201 SamsungDocumento31 páginasEspañol LTN116AT01 201 SamsungJonatan RafaelAún no hay calificaciones
- Amplificador Tipo ABDocumento2 páginasAmplificador Tipo ABDavid Gutierrez CabañasAún no hay calificaciones
- BRETERDocumento8 páginasBRETERJuan Camilo Molina EscobarAún no hay calificaciones
- Catalogo Cerraduras PRIVE DIGITALDocumento50 páginasCatalogo Cerraduras PRIVE DIGITALdiegomirandazx387Aún no hay calificaciones
- Maquinas Electricas Rotantes Dl10280Documento85 páginasMaquinas Electricas Rotantes Dl10280Renivaldo100% (1)
- 206 MantenimientoDocumento4 páginas206 MantenimientoEl1V4NAún no hay calificaciones
- MapasAislaciónBloqueo Carat Rev 0Documento17 páginasMapasAislaciónBloqueo Carat Rev 0MariojojoAún no hay calificaciones
- MotorDocumento5 páginasMotorAndres SolisAún no hay calificaciones
- PLCDocumento26 páginasPLCWalter ZurbrigkAún no hay calificaciones
- Mapa ConceptualDocumento1 páginaMapa ConceptualIssac GonzalezAún no hay calificaciones
- C Code 13 UltrasonidoDocumento10 páginasC Code 13 UltrasonidoJuan Eduardo GivovichAún no hay calificaciones
- Pulsar DTS-i TEC 180: Características y beneficios del motorDocumento10 páginasPulsar DTS-i TEC 180: Características y beneficios del motorjcmunevar1484100% (1)
- Lista TMPDocumento12 páginasLista TMPIgor S Monrroy PeraltaAún no hay calificaciones
- 3 Conceptos Básicos de La ComputadoraDocumento6 páginas3 Conceptos Básicos de La ComputadoraEdna Paola Chavez GuerraAún no hay calificaciones