También podría gustarte
- FotonDocumento159 páginasFotonJAIRO RINCÓN ARIZAAún no hay calificaciones
- Hyundai HD 60-72 diesel engine specsDocumento2 páginasHyundai HD 60-72 diesel engine specsJovita Uvijindia92% (12)
- MITSUBISHI (Código de Error) - 985491005100 - 20190912135622Documento2 páginasMITSUBISHI (Código de Error) - 985491005100 - 20190912135622Jonathan Nuñez0% (1)
- Toyota 1c - 1ct - DieselDocumento2 páginasToyota 1c - 1ct - DieselCesarAmoroto100% (3)
- 4f27e+focus Manual ReparacionDocumento320 páginas4f27e+focus Manual Reparacionskynet1070330691% (53)
- Especificaciones Del Motor Nissan Cd17Documento2 páginasEspecificaciones Del Motor Nissan Cd17Anonymous bNsc2E5U63% (8)
- Motor 2L-TDocumento12 páginasMotor 2L-TBoris Mamani33% (3)
- Toyota 2c-t - 2cteDocumento2 páginasToyota 2c-t - 2cteAlonzo Ribera60% (5)
- Manual de Mecánica Toyota 1NZ-FE (301-400) - 1Documento100 páginasManual de Mecánica Toyota 1NZ-FE (301-400) - 1mileneAún no hay calificaciones
- Nissan RD 28 motor especificacionesDocumento3 páginasNissan RD 28 motor especificacionesAndy Yack Velasquez ChungaAún no hay calificaciones
- Correa de Distribución de Motor Nissan CD 17Documento1 páginaCorrea de Distribución de Motor Nissan CD 17sebastian seida100% (3)
- FS8040353-toyota 2KDDocumento2 páginasFS8040353-toyota 2KDjeifred espitia100% (5)
- TORQUES KIA K 2700 Diesel PDFDocumento2 páginasTORQUES KIA K 2700 Diesel PDFsantiago100% (1)
- Pruebas Con Vacuometro IMPORTANTE PDFDocumento28 páginasPruebas Con Vacuometro IMPORTANTE PDFMario TonatoAún no hay calificaciones
- Toyota 1hd - T DieselDocumento3 páginasToyota 1hd - T DieselKevin Sanchez LoayzaAún no hay calificaciones
- Mazda Bt50Documento1 páginaMazda Bt50Rectificadora TungurahuaAún no hay calificaciones
- CULATADocumento7 páginasCULATAJuan Antonio Ochoa PadronAún no hay calificaciones
- Manual de Mecánica Toyota 1NZ-FE (001-100) - 1Documento100 páginasManual de Mecánica Toyota 1NZ-FE (001-100) - 1mileneAún no hay calificaciones
- Toyota 3l - 2,8 DieselDocumento2 páginasToyota 3l - 2,8 DieselRuben Maidana0% (1)
- Manual Servicio Motor 4d5 Mitsubishi Herramientas Partes Componentes Verificacion Conjunto MotorDocumento53 páginasManual Servicio Motor 4d5 Mitsubishi Herramientas Partes Componentes Verificacion Conjunto MotorDario Luis Flores CollasAún no hay calificaciones
- Mitsubishi 4D68 PDFDocumento1 páginaMitsubishi 4D68 PDFOliver Coaquira100% (3)
- Motor 5LDocumento8 páginasMotor 5LChristian David Rojas Mantilla100% (2)
- Desarme Caja Transmision Hilux.Documento5 páginasDesarme Caja Transmision Hilux.Alejandro Alvear Erazo0% (2)
- G16BDocumento4 páginasG16BJorge Morocho100% (1)
- Nissan CD 17 PDFDocumento5 páginasNissan CD 17 PDFRaul Huayanay Carranza86% (14)
- Entrega Tecnica JRDocumento63 páginasEntrega Tecnica JRRigobertoOtiniano100% (1)
- Cotizacion Atos Comfort 2022 - MPMNDocumento3 páginasCotizacion Atos Comfort 2022 - MPMNMichael Cam riverosAún no hay calificaciones
- Genesis Hj-125 - 7Documento75 páginasGenesis Hj-125 - 7PabloCascante100% (2)
- Toyota 3LDocumento4 páginasToyota 3LJuan Cofré ValenciaAún no hay calificaciones
- Espesores Del Empaque de CulataDocumento2 páginasEspesores Del Empaque de CulataGuillermo Ladino Barrios91% (11)
- Toyota Starlet timing belt replacement guideDocumento4 páginasToyota Starlet timing belt replacement guideWilther Antonio Avendaño RoblesAún no hay calificaciones
- 2E - ToyotaDocumento4 páginas2E - Toyotatuku75% (4)
- Manual de Servicio Fastwind 220rDocumento157 páginasManual de Servicio Fastwind 220rjeestec87% (23)
- Daewo Espero 1.5Documento5 páginasDaewo Espero 1.5pankituna5487Aún no hay calificaciones
- Matemática Aplicada - Reparar el sistema de cargaDocumento4 páginasMatemática Aplicada - Reparar el sistema de cargaJhon Michael Alvarado Intor67% (3)
- Datos técnicos Mitsubishi L200 4G63Documento8 páginasDatos técnicos Mitsubishi L200 4G63Irving Alexander RujanoAún no hay calificaciones
- Datos Tecnicos Motor 2nzDocumento1 páginaDatos Tecnicos Motor 2nzFABIANAún no hay calificaciones
- Toyota Hilux 2,5 16 Valv. DieselDocumento2 páginasToyota Hilux 2,5 16 Valv. DieselAlex I FB100% (6)
- Mantenimiento PM4 42000 km JAC T8/T6Documento1 páginaMantenimiento PM4 42000 km JAC T8/T6edward giancarlo maytaAún no hay calificaciones
- Laboratorio N1Documento15 páginasLaboratorio N1Cristian Lazaro AriasAún no hay calificaciones
- Revision Del Block de CilindrosDocumento29 páginasRevision Del Block de CilindrosDerio50% (2)
- 56 - TOYOTA HILUX SRV D4D 3,0 16 VALV. Diesel PDFDocumento4 páginas56 - TOYOTA HILUX SRV D4D 3,0 16 VALV. Diesel PDFjoel cordova guarnizAún no hay calificaciones
- Toyota Yaris 2002 1.3L datos técnicosDocumento8 páginasToyota Yaris 2002 1.3L datos técnicosEdison Huaman33% (3)
- Desarme y Armado de Un MotorDocumento12 páginasDesarme y Armado de Un MotorGenryrene Cashpa Bravo67% (3)
- Embragues CentrifugosDocumento22 páginasEmbragues CentrifugosPablo SanchezAún no hay calificaciones
- VW Ficha Saveiro - MY2022Documento2 páginasVW Ficha Saveiro - MY2022Manuel Montes100% (1)
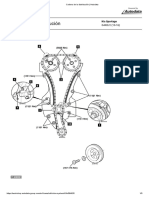
- Cadena de La Distribución - AutodataDocumento3 páginasCadena de La Distribución - AutodataCarlos alberto Manrique ccopaAún no hay calificaciones
- Informe Motor Kia 3500turboslDocumento13 páginasInforme Motor Kia 3500turboslReyes David WilsonAún no hay calificaciones
- Oht 793DDocumento149 páginasOht 793Dedinhoapaza123100% (2)
- Pares de AprieteDocumento2 páginasPares de AprieteCarlos Leonel Avalos Figueroa0% (1)
- Pares de Apriete 4m40-171181423Documento3 páginasPares de Apriete 4m40-171181423Juan Carlos GlauserAún no hay calificaciones
- Especificaciones Técnicas - Autodata 1Documento8 páginasEspecificaciones Técnicas - Autodata 1Data TécnicaAún no hay calificaciones
- Diagnostico Bloque de CilindroDocumento9 páginasDiagnostico Bloque de CilindroEdwin Alexis Labrador HernandezAún no hay calificaciones
- Datos Toy 1cDocumento6 páginasDatos Toy 1cdiego_venta100% (1)
- Desmontar y Montar El CigüeñalDocumento2 páginasDesmontar y Montar El CigüeñalFerran Alfonso0% (1)
- Traduccion de Manul para Ajuste Valvulas Motor 4JB1 TCDocumento1 páginaTraduccion de Manul para Ajuste Valvulas Motor 4JB1 TCLuis MartinezAún no hay calificaciones
- Toyota L motor especificacionesDocumento3 páginasToyota L motor especificacionesPercy Gonzalo Soliz MirandaAún no hay calificaciones
- Manual Motor Tiggo 2.0Documento3 páginasManual Motor Tiggo 2.0Hector Miguel Herrera100% (1)
- Calibración de Válvulas en Motores Diésel de 4 Tiempos 1Documento10 páginasCalibración de Válvulas en Motores Diésel de 4 Tiempos 1Cristian LarAún no hay calificaciones
- Especi Caciones Técnicas: Identi Cación Del VehículoDocumento4 páginasEspeci Caciones Técnicas: Identi Cación Del VehículoCarlos alberto Manrique ccopaAún no hay calificaciones
- Ford Ranger 3.2 - Tapa 02 PDFDocumento1 páginaFord Ranger 3.2 - Tapa 02 PDFmiguel0% (1)
- Calibracion de ValvulasDocumento3 páginasCalibracion de ValvulasErick Condori100% (1)
- Guia de Practica N°02 MartesDocumento4 páginasGuia de Practica N°02 MartesRichard oviedo100% (1)
- REVISIÓN MOTOR DIESELDocumento7 páginasREVISIÓN MOTOR DIESELLuis Angel Pablo Juan de DiosAún no hay calificaciones
- METROLOGIADocumento6 páginasMETROLOGIAPiero MehAún no hay calificaciones
- Trabajo de Mediciones de Motore1Documento6 páginasTrabajo de Mediciones de Motore1Gema BdpAún no hay calificaciones
- Montaje y desmontaje de la culata del motorDocumento18 páginasMontaje y desmontaje de la culata del motorWalter CoronelAún no hay calificaciones
- Motores de combustión interna: análisis de culata y válvulasDocumento7 páginasMotores de combustión interna: análisis de culata y válvulasNoah BecketAún no hay calificaciones
- Diagnostico N 02 Medicion CigueñalDocumento5 páginasDiagnostico N 02 Medicion CigueñalFrida Mercedes Maccapa SellericoAún no hay calificaciones
- 3 Informe Control de MedidasDocumento5 páginas3 Informe Control de MedidasBrahim Ben oigmanAún no hay calificaciones
- Laboratorio #02Documento11 páginasLaboratorio #02Bladimir Callupe ChavezAún no hay calificaciones
- Accu-202 FormatoalumnotrabajofinalDocumento9 páginasAccu-202 Formatoalumnotrabajofinalronal espinoAún no hay calificaciones
- Definiciones TecnicasDocumento24 páginasDefiniciones TecnicasRoy Medina VilcapomaAún no hay calificaciones
- Volvo FM 4x2R 370: potente motor D11C de 11 litros y 370 CVDocumento2 páginasVolvo FM 4x2R 370: potente motor D11C de 11 litros y 370 CVCarrocerías Hugo GraasAún no hay calificaciones
- Global NCAP: Evaluación de seguridad vehicularDocumento35 páginasGlobal NCAP: Evaluación de seguridad vehicularpablo carrilloAún no hay calificaciones
- Autorizacion CirculacionDocumento14 páginasAutorizacion CirculacionMariana LinaresAún no hay calificaciones
- Check List Camion PlumaDocumento2 páginasCheck List Camion PlumaVanessa RojasAún no hay calificaciones
- Presupuesto Claudia Tiggo 50000KMDocumento1 páginaPresupuesto Claudia Tiggo 50000KMCarlo OlavarrietaAún no hay calificaciones
- Taller 1 Actividad de Aprendizaje - "La Bomba de Inyección Rotativa MecánicaDocumento3 páginasTaller 1 Actividad de Aprendizaje - "La Bomba de Inyección Rotativa Mecánicajohnkafkca624Aún no hay calificaciones
- Proyecto 1NZ RevisadoDocumento14 páginasProyecto 1NZ RevisadojhonnyAún no hay calificaciones
- Manual de Diagnostico de La Caja MecanicaDocumento184 páginasManual de Diagnostico de La Caja MecanicaHernan Mitma100% (1)
- Cuaderno de Informe de Gasolina 4Documento15 páginasCuaderno de Informe de Gasolina 4javi4494Aún no hay calificaciones
- Portafoliodeservicios ServicarrosDocumento30 páginasPortafoliodeservicios ServicarrosJuan Guillermo Silva LoaizaAún no hay calificaciones
- ARANDELA PRESION ABRAZADERAS CAJADocumento130 páginasARANDELA PRESION ABRAZADERAS CAJAfrenos zamoraAún no hay calificaciones
- 179217012-Manual-Eje-Delantero (1) - 014Documento1 página179217012-Manual-Eje-Delantero (1) - 014Nilda Ester RomeroAún no hay calificaciones
- Operaciones de Vehiculos de EmergenciaDocumento38 páginasOperaciones de Vehiculos de EmergenciaJhonder GonzalezAún no hay calificaciones
- Motoconformadora: descripción, características y usosDocumento13 páginasMotoconformadora: descripción, características y usosjosh1o100% (2)
- Cat Fiat Iveco JuntasDocumento36 páginasCat Fiat Iveco JuntasFabian SilvaAún no hay calificaciones
- Todo Terreno 4x4 #177 - Marzo 2015Documento84 páginasTodo Terreno 4x4 #177 - Marzo 2015wjjgm19100% (1)
- Captando a la Gen Y con autos innovadoresDocumento3 páginasCaptando a la Gen Y con autos innovadoresLIZETH VALERIA TRIVINO CUELLARAún no hay calificaciones