También podría gustarte
- Armónicas en Sistemas Eléctricos IndustrialesDe EverandArmónicas en Sistemas Eléctricos IndustrialesCalificación: 4.5 de 5 estrellas4.5/5 (12)
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- WPS Smaw TifDocumento1 páginaWPS Smaw TifHAROLD LUCIANO MARTINEZ FERNANDEZAún no hay calificaciones
- Procedimiento de Soldadura 14Documento3 páginasProcedimiento de Soldadura 14Guillermo Antonio Piña CurielAún no hay calificaciones
- WPS 131, Union Tubo Brida SLIP ON ACDocumento2 páginasWPS 131, Union Tubo Brida SLIP ON ACWalter GoycocheaAún no hay calificaciones
- Wps n277 A53 Aws d1.1Documento1 páginaWps n277 A53 Aws d1.1Harold RodriguezAún no hay calificaciones
- SIRA AMGICIE 2002 0936 - r0Documento2 páginasSIRA AMGICIE 2002 0936 - r0pedro ylarretaAún no hay calificaciones
- Laboratorio de Soldadura N8Documento7 páginasLaboratorio de Soldadura N8Bershelli FloresAún no hay calificaciones
- LC PQR 01Documento2 páginasLC PQR 01Francis QuispeAún no hay calificaciones
- Scps 01225 Wps Relix Gma 2g 001 Aws d1.1Documento1 páginaScps 01225 Wps Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- WPS Soldaduras de Filete - TraslapeDocumento1 páginaWPS Soldaduras de Filete - TraslapeRoberto UrrutiaAún no hay calificaciones
- WPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALDocumento2 páginasWPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALFrancisco JofreAún no hay calificaciones
- (RCP) RD RCP CS 02Documento2 páginas(RCP) RD RCP CS 02jesusAún no hay calificaciones
- WPS - Smaw-Paecia-01-2021 TopeDocumento1 páginaWPS - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- WPS Soldaduras de Ranura Con Bisel en VDocumento1 páginaWPS Soldaduras de Ranura Con Bisel en VRoberto UrrutiaAún no hay calificaciones
- Eps Sep Boca 18Documento2 páginasEps Sep Boca 18edgseebockAún no hay calificaciones
- (RCP) RD RCP CS 01Documento2 páginas(RCP) RD RCP CS 01jesusAún no hay calificaciones
- PDF Wps y PQR - CompressDocumento3 páginasPDF Wps y PQR - CompressbryanAún no hay calificaciones
- WPS 5GDocumento1 páginaWPS 5GDaniloLapoAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento22 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsaurisAún no hay calificaciones
- NC Ra3 907 Confguracion Equipo Con Montaje de Transformador 6900 7620 VDocumento6 páginasNC Ra3 907 Confguracion Equipo Con Montaje de Transformador 6900 7620 VISABELLA CUADROSAún no hay calificaciones
- PQR SoldaduraDocumento5 páginasPQR SoldaduraAyrton Yahir Bolaños Aguirre100% (1)
- WPS SmawDocumento4 páginasWPS SmawMarcos Gajardo0% (1)
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- Alambres Tubulares Construcciones MetálicasDocumento41 páginasAlambres Tubulares Construcciones MetálicasDaniel BalderramaAún no hay calificaciones
- Evidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)Documento9 páginasEvidencia 3for Mato para La Especificación Del Procedimiento de Soldadura (WPS)GABRIELA RODRIGUEZAún no hay calificaciones
- Soldadura de Helices PDFDocumento10 páginasSoldadura de Helices PDFwgomez_175543Aún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento14 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsLion A-jAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)OrlandoRiosAún no hay calificaciones
- Item Cant. T Estado Y Listado de Equipos Descripción Codigo Fabricante Identif. ComentariosDocumento1 páginaItem Cant. T Estado Y Listado de Equipos Descripción Codigo Fabricante Identif. ComentariosJuan Contreras PanizoAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)OrlandoRiosAún no hay calificaciones
- Sgi-Op-Pt-17 - Procedimiento Soldadura SmawDocumento2 páginasSgi-Op-Pt-17 - Procedimiento Soldadura SmawLuis Miguel Torres SayasAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsÄndrëä PälömïnöAún no hay calificaciones
- Ccallo Chacon Milagros WPSDocumento3 páginasCcallo Chacon Milagros WPSpollito_190100% (2)
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura WpsJSebastianVRAún no hay calificaciones
- J2R Pruebas de Aialamiento Tranformador 400kva HuarmeyDocumento8 páginasJ2R Pruebas de Aialamiento Tranformador 400kva HuarmeyCoprosel EirlAún no hay calificaciones
- 123 Joh 323 B 33 G 22Documento2 páginas123 Joh 323 B 33 G 22bismarckandresAún no hay calificaciones
- EPS Livent SMAW CTS710C-2023 GI1019-45 DeltaDocumento3 páginasEPS Livent SMAW CTS710C-2023 GI1019-45 Deltapablolz712Aún no hay calificaciones
- Pqr-Asme BPVC IxDocumento2 páginasPqr-Asme BPVC IxMATEOAún no hay calificaciones
- WPS y PQRDocumento3 páginasWPS y PQRJorge Chavez Troncoso100% (2)
- Calificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GDocumento17 páginasCalificación Paso A Paso Del Soldador D1.1 - 2020 SMAW 3GSneider PalaciosAún no hay calificaciones
- Ejemplo Formato WpsDocumento9 páginasEjemplo Formato WpsHEBER ARMANDO JARAMILLO SANCHEZAún no hay calificaciones
- Procedimiento de SoldaduraDocumento1 páginaProcedimiento de Soldadurasilverignaciohotmail.comAún no hay calificaciones
- Especificaciones Del Procedimiento de SoldaduraDocumento3 páginasEspecificaciones Del Procedimiento de SoldaduraerboalAún no hay calificaciones
- JCV WPS 002Documento2 páginasJCV WPS 002Cesar Astorayme MarochoAún no hay calificaciones
- WPS A16Mo3 - 7018-ADocumento3 páginasWPS A16Mo3 - 7018-AAnonymous dDQyO0vAún no hay calificaciones
- WPS A16Mo3 - 7018-ADocumento3 páginasWPS A16Mo3 - 7018-AAnonymous w8YfvTBacAún no hay calificaciones
- Scps 01225 PQR Relix Gma 2g 001 Aws d1.1Documento2 páginasScps 01225 PQR Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- Evidencia 3 Formato Wps de SoldaduraDocumento6 páginasEvidencia 3 Formato Wps de SoldaduraCrisney BonillaAún no hay calificaciones
- (for-SGI-DGI-ACC-013-01) Especificación Del Procedimiento de Soldadura (WPS)Documento2 páginas(for-SGI-DGI-ACC-013-01) Especificación Del Procedimiento de Soldadura (WPS)Ronaldo PerezAún no hay calificaciones
- EstructurasDocumento8 páginasEstructurasCARLOS ALBERTO ORTEGON VASQUEZAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)Dubraska Perez67% (3)
- 2018 AwsDocumento1 página2018 AwsDiego EliasAún no hay calificaciones
- Formatos 2 Procedimiento Soldadura 2Documento2 páginasFormatos 2 Procedimiento Soldadura 2Daniel Fernando Godoy JimenezAún no hay calificaciones
- Ejemplo Formato WpsDocumento9 páginasEjemplo Formato WpsBenjamin Alex Torrico La FuenteAún no hay calificaciones
- CQ-FO-006 Pruebas de Rutina Tableros BT CASABEDocumento1 páginaCQ-FO-006 Pruebas de Rutina Tableros BT CASABEandreskarlos1Aún no hay calificaciones
- NDT MT - Asme - 001 - 10Documento12 páginasNDT MT - Asme - 001 - 10Jimmy David Espinoza MejiaAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura (WPS)Documento9 páginasFormato para La Especificacion Del Procedimiento de Soldadura (WPS)Dubraska Perez67% (3)
- Manual de TuberiaDocumento48 páginasManual de TuberiaNestor PuninaAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Pets Preparacion, Traslado y Vaciado de Concreto Con TrompoDocumento2 páginasPets Preparacion, Traslado y Vaciado de Concreto Con TrompoFrank Julinho MendozaAún no hay calificaciones
- Elementos de Impacto Economico, Industrial y Ambiental en El Pais o RegionDocumento6 páginasElementos de Impacto Economico, Industrial y Ambiental en El Pais o RegionKarina75% (4)
- MIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinDocumento11 páginasMIN 2 Relleno en Pasta Unid San Rafael Oscar CantorinVíctor FreddyAún no hay calificaciones
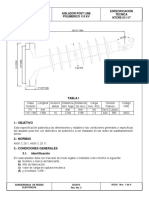
- 17aislador Post Line Polimerico 115Documento4 páginas17aislador Post Line Polimerico 115Deitmar Alenkar Warnes MenachoAún no hay calificaciones
- Tesis Aviones Tipo Sandwich PDFDocumento141 páginasTesis Aviones Tipo Sandwich PDFJorge Hölck VásquezAún no hay calificaciones
- MolibdenoDocumento10 páginasMolibdenoalexanderAún no hay calificaciones
- Nat. de Las Soluciones - Equilibrio QuímicoDocumento9 páginasNat. de Las Soluciones - Equilibrio QuímicoSofia CbaAún no hay calificaciones
- Estequiometria Rendimiento y Pureza 2017 TodoDocumento1 páginaEstequiometria Rendimiento y Pureza 2017 Todorodian garay pAún no hay calificaciones
- Iso 10993-15Documento11 páginasIso 10993-15MariaIsabelCruzAún no hay calificaciones
- Geoestadistica LowellDocumento9 páginasGeoestadistica Lowellnilson100% (1)
- Lodos Agroindustriales 45Documento5 páginasLodos Agroindustriales 45Rhucliana P-cAún no hay calificaciones
- Acidos y Bases 2012Documento2 páginasAcidos y Bases 2012Carmen MartínezAún no hay calificaciones
- Tecnologia Del CueroDocumento24 páginasTecnologia Del CueroJoel Alexander MendozaAún no hay calificaciones
- Trabajos en CalienteDocumento31 páginasTrabajos en CalienteLaser HSEAún no hay calificaciones
- Taller - Control de Calidad de ConcretoDocumento89 páginasTaller - Control de Calidad de ConcretoKATIA ISABEL SORIA PIMENTELAún no hay calificaciones
- Computo Metrico 1353511852020Documento8 páginasComputo Metrico 1353511852020Angel BenitezAún no hay calificaciones
- Tipos de SustratosDocumento19 páginasTipos de SustratosLucia VillenaAún no hay calificaciones
- Plano de Ponton y AlacantarillaDocumento1 páginaPlano de Ponton y Alacantarillaorlando100% (1)
- Ejercicios TermodinamicaDocumento3 páginasEjercicios TermodinamicaCarlos SalazarAún no hay calificaciones
- W-Poxi GNP 415 (Es)Documento6 páginasW-Poxi GNP 415 (Es)El Charasquiada CharroAún no hay calificaciones
- Trabajo de Semana 4Documento6 páginasTrabajo de Semana 4Luis CmAún no hay calificaciones
- TALLER ELECTRICO 4 Recuperado AutoguardadoDocumento21 páginasTALLER ELECTRICO 4 Recuperado Autoguardadojulio pinoAún no hay calificaciones
- Aceros para Trabajos en CalienteDocumento6 páginasAceros para Trabajos en CalientePablo Andrés Vinueza SandovalAún no hay calificaciones
- MSDS - CPH - HALLIBURTON PDFDocumento6 páginasMSDS - CPH - HALLIBURTON PDFWilmar JacoboAún no hay calificaciones
- Avpines (Probetas) 24-07-17Documento1 páginaAvpines (Probetas) 24-07-17Cristina MartellAún no hay calificaciones
- Laboratorio N - 9 Procesados III Cuerpo Acabado AntipillingDocumento8 páginasLaboratorio N - 9 Procesados III Cuerpo Acabado AntipillingRafael CuicapuzaAún no hay calificaciones
- Ensayo Del Contenido de HumedadDocumento6 páginasEnsayo Del Contenido de HumedadIgor MontecinosAún no hay calificaciones
- Introducción A Los Compuestos de CoordinaciónDocumento7 páginasIntroducción A Los Compuestos de CoordinaciónJhonathan Castro LopezAún no hay calificaciones
- Emprendimiento Eva 3Documento14 páginasEmprendimiento Eva 3Alejandro CorroteaAún no hay calificaciones
- Tesis - Elastomeros de PCPDocumento98 páginasTesis - Elastomeros de PCPNicolás Barja100% (1)