También podría gustarte
- Formato - Auditoria Por Capas (LPA)Documento4 páginasFormato - Auditoria Por Capas (LPA)edgarAún no hay calificaciones
- Protectores de MaquinasDocumento3 páginasProtectores de MaquinasNidia UcAún no hay calificaciones
- Inspeccion Preoperacional Bote InflableDocumento1 páginaInspeccion Preoperacional Bote InflableBEDER LUNA BARRETO100% (2)
- Reporte de Anomalía SMIDocumento1 páginaReporte de Anomalía SMIMariano GanozaAún no hay calificaciones
- Inspeccion Tanques de OzonoDocumento1 páginaInspeccion Tanques de OzonoDuvan Sneider Lopez GonzalezAún no hay calificaciones
- Bitacora de Mtto Generadores SdmoDocumento1 páginaBitacora de Mtto Generadores SdmoYAIR100% (1)
- Check List de TeclesDocumento1 páginaCheck List de TeclesBRAYAN ANTHONY MEDRANO COCHACHIAún no hay calificaciones
- Inspección TaladrosDocumento1 páginaInspección Taladrosingrid johana quesada ricoAún no hay calificaciones
- DAP DOP - MolinosDocumento67 páginasDAP DOP - MolinosRomel GarroAún no hay calificaciones
- Examen Final Mecanica Suelos Cimentacion 2022-1Documento3 páginasExamen Final Mecanica Suelos Cimentacion 2022-1Alex Roman AlvarezAún no hay calificaciones
- Lista Chequeo Equipo de OxicorteDocumento2 páginasLista Chequeo Equipo de OxicorteRodrigo DíazAún no hay calificaciones
- FE-FR-25 Inspecciones PlaneadasDocumento15 páginasFE-FR-25 Inspecciones Planeadascarlos andresAún no hay calificaciones
- Inspeccion Diaria de Gruas y PolipastosDocumento1 páginaInspeccion Diaria de Gruas y PolipastosCuauhtémoc SolteroFloresAún no hay calificaciones
- Sig F 56 Inspeccic3b3n Preoperacional de MaquinariaDocumento2 páginasSig F 56 Inspeccic3b3n Preoperacional de MaquinariaAndres GutierrezAún no hay calificaciones
- Formato de Inspección GeneralDocumento5 páginasFormato de Inspección GeneralJaime BrachoAún no hay calificaciones
- Miper Mo-Gt - 1Documento1 páginaMiper Mo-Gt - 1Nicolas AlfaroAún no hay calificaciones
- Preoperacional Montacargas ElectricosDocumento1 páginaPreoperacional Montacargas ElectricosMiguel Gonzalez ZavalaAún no hay calificaciones
- Formato ITDocumento8 páginasFormato ITAida de Jesus Cardenas AlcantaraAún no hay calificaciones
- Ficha para Revisión de CuadernoDocumento1 páginaFicha para Revisión de CuadernoCinthya AsteteAún no hay calificaciones
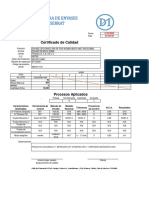
- Decoradora de Envases MonserratDocumento1 páginaDecoradora de Envases MonserratDiego DokkerAún no hay calificaciones
- Plantilla Excel Analisis Modo Efecto FallaDocumento1 páginaPlantilla Excel Analisis Modo Efecto Fallaalfonso8526Aún no hay calificaciones
- Tapon LavaboDocumento1 páginaTapon LavaboYoAún no hay calificaciones
- Formato Inspección Calidad 1Documento2 páginasFormato Inspección Calidad 1Yenni EspinosaAún no hay calificaciones
- 03 Maestromacros - Mantenimiento Autonomo en CipDocumento1 página03 Maestromacros - Mantenimiento Autonomo en CipAlfredo TlapalamatlAún no hay calificaciones
- Plantilla D Eluces de EmergenciaDocumento2 páginasPlantilla D Eluces de EmergenciaPresly QuiAún no hay calificaciones
- Protocolo Proyec (Tarrajeo)Documento10 páginasProtocolo Proyec (Tarrajeo)JAC2014Aún no hay calificaciones
- 5 S AplicadaDocumento15 páginas5 S AplicadaAndres ParedesAún no hay calificaciones
- Reg - Seg - 34 Inspeccion de Taladro PercutorDocumento1 páginaReg - Seg - 34 Inspeccion de Taladro PercutorJulio Vera TtitoAún no hay calificaciones
- Formato de Inspeccion de EquiDocumento10 páginasFormato de Inspeccion de EquiJaIr Mauriicio SantamariiaAún no hay calificaciones
- PAC - Porcentaje de Actividades CumplidasDocumento19 páginasPAC - Porcentaje de Actividades CumplidasPercy Fsl Pumachapi ZarateAún no hay calificaciones
- Check List BOMBA HIDRAULICADocumento1 páginaCheck List BOMBA HIDRAULICASeguridad Tecin0% (1)
- Inspeccion Diaria de Funcionamiento de TeclesDocumento1 páginaInspeccion Diaria de Funcionamiento de Teclesnelida ramos floresAún no hay calificaciones
- Inpección de ExtintoresDocumento1 páginaInpección de ExtintoresMabel RodríguezAún no hay calificaciones
- Protocolo - Barandas en Estacionamiento Tipo 1Documento1 páginaProtocolo - Barandas en Estacionamiento Tipo 1Luis UriarteAún no hay calificaciones
- AMEF (Analisis de Modo de Falla y Efecto)Documento1 páginaAMEF (Analisis de Modo de Falla y Efecto)lalocura35.36Aún no hay calificaciones
- Gestión VisualDocumento11 páginasGestión VisualNahuel FerreyraAún no hay calificaciones
- REG-SST-045 Matriz de Aspectos e Impactos Ambientales 2022Documento1 páginaREG-SST-045 Matriz de Aspectos e Impactos Ambientales 2022Luis AngelAún no hay calificaciones
- Estatus CalidadDocumento3 páginasEstatus CalidadTheZniperAún no hay calificaciones
- AMEFDocumento5 páginasAMEFFanny Bettina Lubo LozadaAún no hay calificaciones
- Examen Ebau Dibujo Tecnico Junio 21Documento5 páginasExamen Ebau Dibujo Tecnico Junio 21Jared Oscar santanaAún no hay calificaciones
- ORGANIGRAMADocumento1 páginaORGANIGRAMAGerardo OrgazaAún no hay calificaciones
- Lista de Chequeo Por Losa Orden y AseoDocumento1 páginaLista de Chequeo Por Losa Orden y AseoDaniela ArangoAún no hay calificaciones
- Examen de La Ii Unidad - Microsoft Excel-ArandaDocumento3 páginasExamen de La Ii Unidad - Microsoft Excel-Arandatefy arandaAún no hay calificaciones
- Inspeccion de PulidoraDocumento1 páginaInspeccion de Pulidoralore0428Aún no hay calificaciones
- Decoradora de Envases MonserratDocumento1 páginaDecoradora de Envases MonserratDiego DokkerAún no hay calificaciones
- Examen de La Ii Unidad Recursos Tecnologicos Aplicados A La Educación-Aranda ADocumento3 páginasExamen de La Ii Unidad Recursos Tecnologicos Aplicados A La Educación-Aranda Atefy arandaAún no hay calificaciones
- Preoperacional Montacargas de CombustonDocumento1 páginaPreoperacional Montacargas de CombustonMiguel Gonzalez Zavala100% (1)
- Copia de GTS - Pesado Automatizado Aditivo LatexDocumento4 páginasCopia de GTS - Pesado Automatizado Aditivo LatexDante Arias GuerraAún no hay calificaciones
- Nr-Si-Fr-35 Inspeccion Pre Uso de RotomartilloDocumento1 páginaNr-Si-Fr-35 Inspeccion Pre Uso de RotomartilloNatali Cancho AriasAún no hay calificaciones
- ML - Ejem. Diagrama de Flujo LIBERACIONDocumento2 páginasML - Ejem. Diagrama de Flujo LIBERACIONÇs Leonel100% (1)
- 3427JV - Tajos Convencionales y Sub NivelesDocumento3 páginas3427JV - Tajos Convencionales y Sub NivelesSaul Uriarte GutierrezAún no hay calificaciones
- 5 Ejm Matriz de Riesgo y PeligroDocumento6 páginas5 Ejm Matriz de Riesgo y PeligroBrayan PachecoAún no hay calificaciones
- CHECK LIST DE ESMERIL v2Documento1 páginaCHECK LIST DE ESMERIL v2makyAún no hay calificaciones
- Inspeccion Preoperacional Equipo de Oxicorte v1Documento1 páginaInspeccion Preoperacional Equipo de Oxicorte v1Nubia Esperanza Cortes VidalAún no hay calificaciones
- Pre Operacional de MinicargadorDocumento3 páginasPre Operacional de Minicargadorlercy olivero perezAún no hay calificaciones
- Protocolo - Barandas en Area TecnicaDocumento1 páginaProtocolo - Barandas en Area TecnicaLuis UriarteAún no hay calificaciones
- Análisis de Modo-Efecto de Fallas. TAREADocumento1 páginaAnálisis de Modo-Efecto de Fallas. TAREALuis Miguel Gómez RequelmeAún no hay calificaciones
- Check List Inspección de Diferenciales Manuales y TirforsDocumento1 páginaCheck List Inspección de Diferenciales Manuales y TirforsCoral MarAún no hay calificaciones
- MVL-001-0127-0250-21 Gancho Saca BuchinDocumento1 páginaMVL-001-0127-0250-21 Gancho Saca BuchinJUAN JOSE VESGA RUEDAAún no hay calificaciones
- ProyectoDocumento27 páginasProyectoK-thëriinë CämposAún no hay calificaciones
- Practica 10 Grupo 4Documento65 páginasPractica 10 Grupo 4Oscar Bryan Yanapa VentocillaAún no hay calificaciones
- Cuadro SinopticoDocumento3 páginasCuadro SinopticodianaAún no hay calificaciones
- Practica Planeamiento EstrategicoDocumento1 páginaPractica Planeamiento EstrategicoJhon FFAún no hay calificaciones
- Lecl U1 A2 MRGDocumento10 páginasLecl U1 A2 MRGbrendaAún no hay calificaciones
- Balotario Micro Raio Solucion 2022Documento35 páginasBalotario Micro Raio Solucion 2022Stephany MartelAún no hay calificaciones
- Administracion de La Cadena - SEGUNDA ENTREGADocumento16 páginasAdministracion de La Cadena - SEGUNDA ENTREGAsaidles dorcasAún no hay calificaciones
- Instruccion Facturacion Sergio Cofré 2206Documento2 páginasInstruccion Facturacion Sergio Cofré 2206Valeria FloresAún no hay calificaciones
- Grupo 1Documento5 páginasGrupo 1JULIO DIAZAún no hay calificaciones
- Modulo SAP - DGACDocumento139 páginasModulo SAP - DGACgoliat2750Aún no hay calificaciones
- Cardona - Tarea S1Documento4 páginasCardona - Tarea S1Jesarela CardonaAún no hay calificaciones
- FinalDocumento2 páginasFinalJohnny MoralesAún no hay calificaciones
- UNIDAD 1 FASE 2 Juego Gerencial Trabajo ColaborativoDocumento26 páginasUNIDAD 1 FASE 2 Juego Gerencial Trabajo ColaborativoArdnajela ØretniuqAún no hay calificaciones
- 001130584-001146836py PFDDocumento138 páginas001130584-001146836py PFDJavier PaucarAún no hay calificaciones
- LecturasDocumento17 páginasLecturasARIANA RRUIZAún no hay calificaciones
- El Concepto de La "Fábrica FantasDocumento3 páginasEl Concepto de La "Fábrica FantasJorge Oliverio HernándezAún no hay calificaciones
- La Cadena de Suministro en ZARADocumento8 páginasLa Cadena de Suministro en ZARAsantyz1187100% (1)
- Producto Académico N°1: Proyecto de Investigación-Etapa 01Documento18 páginasProducto Académico N°1: Proyecto de Investigación-Etapa 01WILBER JESUS CHOQUE GONZAAún no hay calificaciones
- Manual de Calidad - EjemploDocumento24 páginasManual de Calidad - Ejemplofaseral80% (5)
- El Poder de La GóndolaDocumento4 páginasEl Poder de La GóndolaManuela CristanchoAún no hay calificaciones
- Libro Ventajas Competitivas PorterDocumento374 páginasLibro Ventajas Competitivas PorterMariana TrejoAún no hay calificaciones
- Cronograma Actividades 2023 2 IN324 (16 Sem)Documento1 páginaCronograma Actividades 2023 2 IN324 (16 Sem)jeong inAún no hay calificaciones
- Cortez Rojas Neyli AstridDocumento189 páginasCortez Rojas Neyli AstridTommyGiancarloQuirozVásquezAún no hay calificaciones
- Ejercicios de Valorización de InventariosDocumento14 páginasEjercicios de Valorización de InventariosKatherine MundacaAún no hay calificaciones
- Tema 5. El Producto-ServicioDocumento28 páginasTema 5. El Producto-ServicioEzequiel Jose González CamposAún no hay calificaciones
- Corte 3 CREACION DE EMPRESA MMS SHOPDocumento65 páginasCorte 3 CREACION DE EMPRESA MMS SHOPMaria GonzalezAún no hay calificaciones
- Plan de Mejoramiento Auditoria ADM 2022 002Documento5 páginasPlan de Mejoramiento Auditoria ADM 2022 002AdrianAún no hay calificaciones
- Alvaro Acuña - TP 4 - U4Documento4 páginasAlvaro Acuña - TP 4 - U4Alvaro100% (1)
- Rol de Vacaciones Marzo-2018Documento10 páginasRol de Vacaciones Marzo-2018Braulio TejadaAún no hay calificaciones
- Análisis Sobre Las Políticas de InventarioDocumento14 páginasAnálisis Sobre Las Políticas de InventarioBellanira ValdezAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Guía de aplicacion de la ISO 9001:2015De EverandGuía de aplicacion de la ISO 9001:2015Calificación: 5 de 5 estrellas5/5 (3)
- Inteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaDe EverandInteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaAna Isabel Sánchez DíezCalificación: 4 de 5 estrellas4/5 (3)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Electrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESDe EverandElectrónica básica: INGENIERÍA ELECTRÓNICA Y DE LAS COMUNICACIONESCalificación: 5 de 5 estrellas5/5 (16)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Radiocomunicaciones: Teoría y principiosDe EverandRadiocomunicaciones: Teoría y principiosCalificación: 5 de 5 estrellas5/5 (3)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- La investigación en ingeniería: Análisis y solución de casos desde el aulaDe EverandLa investigación en ingeniería: Análisis y solución de casos desde el aulaCalificación: 4 de 5 estrellas4/5 (2)
- Cómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialDe EverandCómo ser una Persona más Sociable: Aprende a hablar con cualquiera sin temor e incrementa por completo tu inteligencia socialCalificación: 4.5 de 5 estrellas4.5/5 (34)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)