También podría gustarte
- UF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselDe EverandUF1217 - Mantenimiento de sistemas auxiliares del motor de ciclo dieselCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual De Producción De Diesel Negro En Casa: 2da Edición : Alternativa Al Biodiesel, Diesel Rojo, Diesel Non-road, Diesel Marino, Keroseno & Gas Natural Licuado Para Motores DieselDe EverandManual De Producción De Diesel Negro En Casa: 2da Edición : Alternativa Al Biodiesel, Diesel Rojo, Diesel Non-road, Diesel Marino, Keroseno & Gas Natural Licuado Para Motores DieselCalificación: 5 de 5 estrellas5/5 (2)
- Ficha TécnicaDocumento2 páginasFicha TécnicachiconetAún no hay calificaciones
- Fundamentos de LubricantesDocumento59 páginasFundamentos de Lubricantesrodrigo301Aún no hay calificaciones
- Principios Basicos Lubricacion Automotriz 2014Documento34 páginasPrincipios Basicos Lubricacion Automotriz 2014maicolAún no hay calificaciones
- Lubricantes y grasas: guía completa sobre sus funciones y característicasDocumento6 páginasLubricantes y grasas: guía completa sobre sus funciones y característicasJorge ReynaAún no hay calificaciones
- Castrol LubricanteDocumento34 páginasCastrol LubricanteAlvaro H Ramirez CAún no hay calificaciones
- Diamond Class Turbine Oil TDS Web SpanDocumento3 páginasDiamond Class Turbine Oil TDS Web SpanAdith Sagitario AguilarAún no hay calificaciones
- Sec. 4. Propiedades de Los LubricantesDocumento59 páginasSec. 4. Propiedades de Los LubricantesDuver Lic Chinguel VillanuevaAún no hay calificaciones
- Lubricacion ACAVISADocumento56 páginasLubricacion ACAVISACarlos_Murcia_6906Aún no hay calificaciones
- Lubricacion de Maquinaria Pesada e Industrial en El Rubro MineroDocumento42 páginasLubricacion de Maquinaria Pesada e Industrial en El Rubro MineroGonzalo Fiorilo100% (1)
- Lubricación de motores y transmisiones: ¿por qué, con qué y qué elementos se lubricanDocumento84 páginasLubricación de motores y transmisiones: ¿por qué, con qué y qué elementos se lubricanRaul Huayanay CarranzaAún no hay calificaciones
- Fundamentos de LubricantesDocumento59 páginasFundamentos de LubricantesRoberto OrtegaAún no hay calificaciones
- Principios básicos de lubricaciónDocumento25 páginasPrincipios básicos de lubricaciónIvo Clemente Rodríguez De SouzaAún no hay calificaciones
- Fundamentos de LubricantesDocumento59 páginasFundamentos de LubricantesDiego RamirezAún no hay calificaciones
- LubricacionDocumento103 páginasLubricacionJaime MonsalveAún no hay calificaciones
- Fundamentos de Lubricación: Propiedades y Clasificaciones de Aceites LubricantesDocumento59 páginasFundamentos de Lubricación: Propiedades y Clasificaciones de Aceites LubricantesLuciano Sánchez Carimán67% (3)
- Manual Aceite Motor Maquinaria Pesada KomatsuDocumento24 páginasManual Aceite Motor Maquinaria Pesada Komatsuvivac9100% (1)
- Fundamentos de LubricantesDocumento59 páginasFundamentos de LubricantesRoberto Ramírez100% (1)
- Aceite LubricanteDocumento59 páginasAceite LubricanteInLu YessicAún no hay calificaciones
- Aceites LubricantesDocumento7 páginasAceites LubricantesFederico Marchesini100% (1)
- Kendall 15W40Documento3 páginasKendall 15W40Jonathan Efrain Villalta NoriegaAún no hay calificaciones
- Repsol CauchoDocumento16 páginasRepsol Cauchocagerigo7295Aún no hay calificaciones
- Seminario Cepsa LubricantesDocumento92 páginasSeminario Cepsa Lubricantesalu0101347561Aún no hay calificaciones
- Manual Transmisiones Hidraulicas Maquinaria Pesada Diagnostico Mantenimiento Tren Potencia Componentes FuncionesDocumento32 páginasManual Transmisiones Hidraulicas Maquinaria Pesada Diagnostico Mantenimiento Tren Potencia Componentes FuncionesAndresCorreaAún no hay calificaciones
- Maxter ProgresaDocumento2 páginasMaxter ProgresaJorge TorregrozaAún no hay calificaciones
- Aceites de Ultima Generación - Lo Que Ustede Debe Saber para El Cambio OptimoDocumento49 páginasAceites de Ultima Generación - Lo Que Ustede Debe Saber para El Cambio OptimoAlfospeedAún no hay calificaciones
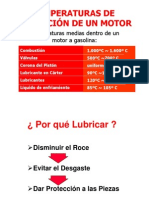
- Temperaturas de operación y lubricación en motores a gasolinaDocumento36 páginasTemperaturas de operación y lubricación en motores a gasolinaAlexandher1985Aún no hay calificaciones
- Cap 16Documento32 páginasCap 16Alexander QuirozAún no hay calificaciones
- Muestreo de Aceite Motores MXDocumento8 páginasMuestreo de Aceite Motores MXOscar quirogaAún no hay calificaciones
- Spanish Hydroclear Diamond Class - NewDocumento3 páginasSpanish Hydroclear Diamond Class - NewIndustrial Mike100% (1)
- Características y funciones de un motor dieselDocumento32 páginasCaracterísticas y funciones de un motor dieselGonzalo FioriloAún no hay calificaciones
- Puntos de Lubricacion de Un VehiculoDocumento16 páginasPuntos de Lubricacion de Un VehiculoMarcos Matias MedinaAún no hay calificaciones
- Curso Insumos de Mantenimiento Lubricantes Filtros RefrigerantesDocumento66 páginasCurso Insumos de Mantenimiento Lubricantes Filtros RefrigerantesSolomon crosse ventureAún no hay calificaciones
- TEORIA DE LA PELÌCULA DE ACEITE Marco TeoricoDocumento15 páginasTEORIA DE LA PELÌCULA DE ACEITE Marco TeoricoTJ Klein AldairAún no hay calificaciones
- Principios básicos lubricantesDocumento43 páginasPrincipios básicos lubricantesDaniel EscamillaAún no hay calificaciones
- Amalie - Cursillo de Lubricación PDFDocumento79 páginasAmalie - Cursillo de Lubricación PDFTxemuquisanAún no hay calificaciones
- GRASASDocumento5 páginasGRASASAngel MartinezAún no hay calificaciones
- Principios Básicos Lubricación AutomotrizDocumento39 páginasPrincipios Básicos Lubricación AutomotrizLisseth RuedaAún no hay calificaciones
- Terpel Maxter 15W-40 CI-4Documento3 páginasTerpel Maxter 15W-40 CI-4Juan Sebastian Gomez SernaAún no hay calificaciones
- CetanoDocumento4 páginasCetanoRandom OMGAún no hay calificaciones
- Clase de Aceites de Motores.Documento49 páginasClase de Aceites de Motores.sebasAún no hay calificaciones
- Curso Básico de LubricaciónDocumento54 páginasCurso Básico de LubricaciónGabriel MedelAún no hay calificaciones
- Prodcutos Nuevos Amalie 2022 - 2023Documento16 páginasProdcutos Nuevos Amalie 2022 - 2023jeanalessandrolozadaAún no hay calificaciones
- H SinDocumento2 páginasH SinMarcoAún no hay calificaciones
- Lubricación IndustrialDocumento19 páginasLubricación IndustrialElio Custodio Huachaca100% (1)
- Aceite hidráulico de alto desempeño anti-desgasteDocumento3 páginasAceite hidráulico de alto desempeño anti-desgasteGuadalupe HernándezAún no hay calificaciones
- PDS RP Synergy EspDocumento2 páginasPDS RP Synergy Espandres castroAún no hay calificaciones
- Capacitación Lubricantes Terpel-3Documento93 páginasCapacitación Lubricantes Terpel-3Donado Barrios MarianitaAún no hay calificaciones
- Lubricación MarinaDocumento30 páginasLubricación MarinaZenaido Soldevilla100% (1)
- Capacidades de Moto g930Documento4 páginasCapacidades de Moto g930davidAún no hay calificaciones
- Aceite LubricantesDocumento32 páginasAceite Lubricantesalbert_ben13Aún no hay calificaciones
- Métodos de Ensayo LubricantesDocumento15 páginasMétodos de Ensayo LubricantesCarol Abril Luna ChoqueAún no hay calificaciones
- Fundamentos de La LubricaciónDocumento29 páginasFundamentos de La LubricaciónAlbert FlowersAún no hay calificaciones
- Conceptos de AceiteDocumento31 páginasConceptos de Aceitejesus_rs01100% (1)
- Trasiego y almacenamiento de aceites de oliva. INAK0109De EverandTrasiego y almacenamiento de aceites de oliva. INAK0109Aún no hay calificaciones
- El aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezDe EverandEl aceite de olivas: Su extracción, clarificación, depuración, conservación y envases para su exportación, decoloración y medios propuestos para quitarle la rancidezAún no hay calificaciones
- Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409De EverandMantenimiento de sistemas de refrigeración y lubricación de los motores térmicos. TMVG0409Aún no hay calificaciones
- Manual de producción de Diesel Negro en casa 2da edición: Alternativa al biodiesel, diesel rojo, diesel non-road, diesel marino, keroseno & gas natural licuado para motores diesel (Spanish Edition)De EverandManual de producción de Diesel Negro en casa 2da edición: Alternativa al biodiesel, diesel rojo, diesel non-road, diesel marino, keroseno & gas natural licuado para motores diesel (Spanish Edition)Aún no hay calificaciones
- UF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosDe EverandUF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Hornos HoffmanDocumento8 páginasHornos HoffmanBryan Hermoza VizcarraAún no hay calificaciones
- Sistema de Lubricación Unidad 6Documento9 páginasSistema de Lubricación Unidad 6Valbuena JesusAún no hay calificaciones
- Hospital Norte D2Documento21 páginasHospital Norte D2Oscar SalazarAún no hay calificaciones
- Energía hidráulica: principios, ejemplos e implementaciónDocumento12 páginasEnergía hidráulica: principios, ejemplos e implementaciónyenifer ardilaAún no hay calificaciones
- Seminario 6 Flujo en Conductos Cerrados - SolDocumento6 páginasSeminario 6 Flujo en Conductos Cerrados - SolDiana Stefanny Diaz MuñoaAún no hay calificaciones
- Tarea 10Documento13 páginasTarea 10Omar SantillanAún no hay calificaciones
- Taller #07 Isaias AriasDocumento8 páginasTaller #07 Isaias AriasWilber Contreras AlmendreAún no hay calificaciones
- Peso 1000 granos tarwiDocumento14 páginasPeso 1000 granos tarwiJosé CahuanaAún no hay calificaciones
- SprinterDocumento7 páginasSprinterAlberto Miglino100% (1)
- Cómo Probar Un Arranca Pero No Prende (Chrysler 2.0L, 2.4L)Documento5 páginasCómo Probar Un Arranca Pero No Prende (Chrysler 2.0L, 2.4L)Walter PucaAún no hay calificaciones
- Quimica Tercer Grado Sem I-2018-FirmeDocumento73 páginasQuimica Tercer Grado Sem I-2018-FirmeOrlandoArtemioPoloVeraAún no hay calificaciones
- 04 Dinámica de La Partícula (GIE)Documento74 páginas04 Dinámica de La Partícula (GIE)CentipedeWormAún no hay calificaciones
- TR 2 - Costos y PresupuestosDocumento10 páginasTR 2 - Costos y PresupuestosHelen Villanera PoncianoAún no hay calificaciones
- Nuevo UsuarioDocumento5 páginasNuevo UsuarioAmyZeceñaAún no hay calificaciones
- Especificaciones técnicas de camión C1317 Cummins ISBe 4 170 P5Documento2 páginasEspecificaciones técnicas de camión C1317 Cummins ISBe 4 170 P5mrdemichetAún no hay calificaciones
- Solenoide ConstruccionDocumento12 páginasSolenoide Construccionelbis95100% (1)
- Proyecto Final Alarma SísmicaDocumento7 páginasProyecto Final Alarma SísmicaMaese César JiménezAún no hay calificaciones
- Naturaleza Del PetroleoDocumento593 páginasNaturaleza Del PetroleoNico Vega100% (2)
- Triptico Energia de IonizacionDocumento2 páginasTriptico Energia de Ionizacionfrank presley castroAún no hay calificaciones
- Curso UTN - COCA - Jesus Baspineiro - Info Monografia M1-U1Documento2 páginasCurso UTN - COCA - Jesus Baspineiro - Info Monografia M1-U1Martina RioAún no hay calificaciones
- Ciclo Deming o CAPDo JCS 01Documento17 páginasCiclo Deming o CAPDo JCS 01Marco Vargas100% (4)
- Seccion AC PDFDocumento54 páginasSeccion AC PDFManolin Alonso100% (1)
- Linde GADocumento21 páginasLinde GAkaterinAún no hay calificaciones
- Manual AlieviDocumento127 páginasManual AlieviPeludez CordovaAún no hay calificaciones
- Tippens - Dinamica de Cuerpo RigidoDocumento33 páginasTippens - Dinamica de Cuerpo Rigidojaimecolonche100% (1)
- Formulario TE1 SecDocumento4 páginasFormulario TE1 SecRodrigoAún no hay calificaciones
- Manual Tecnico Raumak PDFDocumento145 páginasManual Tecnico Raumak PDFErwin Gonzalez Medina67% (3)
- Ampliación Del Rango de Un Amperímetro y Un VoltímetroDocumento10 páginasAmpliación Del Rango de Un Amperímetro y Un Voltímetrocesar idrogo saavedra100% (1)
- Aceites EsencialesDocumento9 páginasAceites EsencialesalexdiropeAún no hay calificaciones
- Baño de Agua WNB 14.docx MEMMERTDocumento2 páginasBaño de Agua WNB 14.docx MEMMERTNorma RamosAún no hay calificaciones