También podría gustarte
- Lab 6 - MetalografiaDocumento13 páginasLab 6 - MetalografiaJose MarioAún no hay calificaciones
- Metodologia Practica Microscopio OpticoDocumento15 páginasMetodologia Practica Microscopio Opticoalexsanchez007100% (1)
- 4.2 Tópicos TribologiaDocumento20 páginas4.2 Tópicos TribologiaBlack panther JrAún no hay calificaciones
- Preparación MetalograficaDocumento7 páginasPreparación MetalograficaAnonymous yEL4YvJCAún no hay calificaciones
- Ensayo de MetalografiaDocumento22 páginasEnsayo de MetalografiapedroojsrAún no hay calificaciones
- Informe Laboratorio 1 MetalesDocumento23 páginasInforme Laboratorio 1 MetalesMichael PinillaAún no hay calificaciones
- Preparación de probetas metalográficas UNMSMDocumento9 páginasPreparación de probetas metalográficas UNMSMJesusGlennMaldonadoLlacsahuangaAún no hay calificaciones
- MetalografiaDocumento26 páginasMetalografiajohn haileAún no hay calificaciones
- Práctica 01 3 Desbaste Pulido Obs Metalografica 2023Documento4 páginasPráctica 01 3 Desbaste Pulido Obs Metalografica 2023Elias NZGAún no hay calificaciones
- LABO 3 Preparacion de ProbetasDocumento9 páginasLABO 3 Preparacion de ProbetasCarlos Aldair VelasquezAún no hay calificaciones
- Unidad 7 - MetalografíaDocumento11 páginasUnidad 7 - MetalografíaCristian González BurzichelliAún no hay calificaciones
- Laboratorio de Metalógrafia, Réplica Metalógrafica y Medida de EspesorDocumento20 páginasLaboratorio de Metalógrafia, Réplica Metalógrafica y Medida de EspesorAlex Quispe CAún no hay calificaciones
- Metrologia Unidad 5Documento18 páginasMetrologia Unidad 5danherz100% (1)
- Preparación de probetas metalográficasDocumento17 páginasPreparación de probetas metalográficasGian Juarez RondoAún no hay calificaciones
- Metalografia Preparacion de Probetas Al MicroscopioDocumento4 páginasMetalografia Preparacion de Probetas Al Microscopiojorge_t_71Aún no hay calificaciones
- Ensayos Metalograficos.Documento10 páginasEnsayos Metalograficos.Rafael MendozaAún no hay calificaciones
- Informe de Preparacion de Probetas MetalograficasDocumento17 páginasInforme de Preparacion de Probetas MetalograficasJean Pool Alarcon100% (1)
- Apuntes de Metalografia PDFDocumento34 páginasApuntes de Metalografia PDFelkalifaAún no hay calificaciones
- Conceptos de Metalografia.IDocumento77 páginasConceptos de Metalografia.IJaime Alfonso Gonzalez VivasAún no hay calificaciones
- Materiales Metalurgica 4Documento12 páginasMateriales Metalurgica 4Edson RiveraAún no hay calificaciones
- Lab Desbaste y PulidoDocumento8 páginasLab Desbaste y PulidoCristian GaleanoAún no hay calificaciones
- Análisis metalográfico de acerosDocumento6 páginasAnálisis metalográfico de acerosJesus Albarran100% (1)
- Análisis MetalográficosDocumento14 páginasAnálisis MetalográficosFREDDY ALEJANDRO ARGUEDAS ROCHAAún no hay calificaciones
- Informe Ensayo MetalográficoDocumento13 páginasInforme Ensayo MetalográficochristianAún no hay calificaciones
- METALOGRAFIADocumento14 páginasMETALOGRAFIAMaeliHSAún no hay calificaciones
- Informe 4Documento30 páginasInforme 4Wilian Kelvin Alcarraz ColcaAún no hay calificaciones
- Práctica Metalográfica 1Documento35 páginasPráctica Metalográfica 1Diana MorenoAún no hay calificaciones
- TP 3 - Metalografía - Mecanismos de Endurecimiento - 2022Documento11 páginasTP 3 - Metalografía - Mecanismos de Endurecimiento - 2022Facundo SalasAún no hay calificaciones
- Practica de MetalografiaDocumento12 páginasPractica de MetalografiaMilagros Carolina Dugarte Reyes0% (1)
- Fresado Químico - HerreraDocumento21 páginasFresado Químico - HerreraErick YenqueAún no hay calificaciones
- Metalografía PDFDocumento7 páginasMetalografía PDFOscar AlvarezAún no hay calificaciones
- Ensayo y Evaluación de La AeronaveDocumento9 páginasEnsayo y Evaluación de La AeronaveFranco AquinoAún no hay calificaciones
- Preparación de muestras metalográficas y microscopíaDocumento11 páginasPreparación de muestras metalográficas y microscopíajosemva70100% (1)
- MetalografiaDocumento14 páginasMetalografiaVictorAndresCabreraMelgarAún no hay calificaciones
- Ensayo RectificadoDocumento9 páginasEnsayo RectificadoAndrea SuarezAún no hay calificaciones
- Metalografía de materialesDocumento9 páginasMetalografía de materialesMily MonteroAún no hay calificaciones
- Tema 5. Metalografia 2022Documento15 páginasTema 5. Metalografia 2022alexandra Fernández NietoAún no hay calificaciones
- Analisis Instrumental 1Documento13 páginasAnalisis Instrumental 1Bryan Hermoza VizcarraAún no hay calificaciones
- Montaje, Obtención y Pulido Mecánico de Probetas Metalográfica Destinadas A La Observación Microscópica.Documento18 páginasMontaje, Obtención y Pulido Mecánico de Probetas Metalográfica Destinadas A La Observación Microscópica.Jerinthon Santillan100% (1)
- Analisis Metalografico-1Documento12 páginasAnalisis Metalografico-1AlbenizAún no hay calificaciones
- Metalurgica de Preparacion y Analisis CristalograficoDocumento50 páginasMetalurgica de Preparacion y Analisis CristalograficoSamuel Tejada ZegarraAún no hay calificaciones
- Conceptos de MetalografiaDocumento76 páginasConceptos de MetalografiaCristobal JM CreativAún no hay calificaciones
- Práctica 1.preparacion MetalograficaDocumento5 páginasPráctica 1.preparacion MetalograficaRicardo Hernandez LopezAún no hay calificaciones
- METALOGRAFIADocumento9 páginasMETALOGRAFIAfabianAún no hay calificaciones
- Unidad 5 Procesos de FabricaciónDocumento35 páginasUnidad 5 Procesos de FabricaciónPaola J NájeraAún no hay calificaciones
- Informe MetalografiaDocumento12 páginasInforme MetalografiaMiguel Angel TeranAún no hay calificaciones
- Examen metalográfico: preparación muestras metalográficasDocumento13 páginasExamen metalográfico: preparación muestras metalográficasAaron JuarezAún no hay calificaciones
- BruñidoDocumento6 páginasBruñidodianaAún no hay calificaciones
- ACABADOS SUPERFICIALES: DESBASTE, PULIDO, ABRILLANTADO Y MÁSDocumento18 páginasACABADOS SUPERFICIALES: DESBASTE, PULIDO, ABRILLANTADO Y MÁSMarcos Escalante OrtegaAún no hay calificaciones
- Informe MetalografiaDocumento6 páginasInforme MetalografiaCarlos PayaresAún no hay calificaciones
- Ciencias de Los Materiales MetalografiaDocumento5 páginasCiencias de Los Materiales MetalografiaThomas EnriquezAún no hay calificaciones
- Cuestionario Probeta y Ataque QuimicoDocumento6 páginasCuestionario Probeta y Ataque QuimicoFERNANDO PEDRO SOTO HUAMANVILCAAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- Técnicas básicas de preparación de superficies. TMVL0109De EverandTécnicas básicas de preparación de superficies. TMVL0109Aún no hay calificaciones
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209De EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Proyecto FinalDocumento30 páginasProyecto FinalAlejandro PalacioAún no hay calificaciones
- Ensayo 1Documento2 páginasEnsayo 1Alejandro PalacioAún no hay calificaciones
- Equipos y Técnicas de Clasificación para El BeneficioDocumento11 páginasEquipos y Técnicas de Clasificación para El BeneficioAlejandro PalacioAún no hay calificaciones
- Ensayo Jazmín VegaDocumento5 páginasEnsayo Jazmín VegaAlejandro PalacioAún no hay calificaciones
- Mantenimiento de Equipo Metalográfico Como Su Funcionamiento (Documento10 páginasMantenimiento de Equipo Metalográfico Como Su Funcionamiento (Alejandro PalacioAún no hay calificaciones
- U4EV1 Estudio de Casos Dilemas EticosDocumento3 páginasU4EV1 Estudio de Casos Dilemas EticosAlejandro PalacioAún no hay calificaciones
- DownloadDocumento1 páginaDownloadAlejandro PalacioAún no hay calificaciones
- Lavadores contracorriente en la recuperación de oroDocumento10 páginasLavadores contracorriente en la recuperación de oroAlejandro PalacioAún no hay calificaciones
- Copia de Copia de 1Documento2 páginasCopia de Copia de 1Alejandro PalacioAún no hay calificaciones
- Copia de ErgonomíaDocumento5 páginasCopia de ErgonomíaAlejandro PalacioAún no hay calificaciones
- Copia de Copia de 1Documento2 páginasCopia de Copia de 1Alejandro PalacioAún no hay calificaciones
- Reacciones en la electrolisisDocumento9 páginasReacciones en la electrolisisAlejandro PalacioAún no hay calificaciones
- Conclusión AlexDocumento1 páginaConclusión AlexAlejandro PalacioAún no hay calificaciones
- Captura de Pantalla 2022-09-18 A La(s) 17.36.32Documento8 páginasCaptura de Pantalla 2022-09-18 A La(s) 17.36.32Alejandro PalacioAún no hay calificaciones
- Captura de Pantalla 2022-09-18 A La(s) 17.36.32Documento8 páginasCaptura de Pantalla 2022-09-18 A La(s) 17.36.32Alejandro PalacioAún no hay calificaciones
- Captura de Pantalla 2022-11-24 A La(s) 22.46.00Documento11 páginasCaptura de Pantalla 2022-11-24 A La(s) 22.46.00Alejandro PalacioAún no hay calificaciones
- CANCELERIASDocumento3 páginasCANCELERIASedgar hugo pachecoAún no hay calificaciones
- Cementacion Del CobreDocumento8 páginasCementacion Del CobreAnonymous 51AGgX267Aún no hay calificaciones
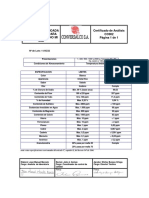
- Certificado de AnalisisDocumento1 páginaCertificado de Analisisgustytortas calidadAún no hay calificaciones
- Corte y Relleno Descendente Alternado (MICHI)Documento18 páginasCorte y Relleno Descendente Alternado (MICHI)JoseAún no hay calificaciones
- Cuestionario 12 PCMDocumento7 páginasCuestionario 12 PCMluigui100% (1)
- Propiedades físicas de los mineralesDocumento19 páginasPropiedades físicas de los mineralesMARTINEZ GONZALEZ MIGUEL ANGELAún no hay calificaciones
- Acero inoxidable austenítico 304Documento3 páginasAcero inoxidable austenítico 304Miguel JuarezAún no hay calificaciones
- Acero 1095 para cuchillos artesanalesDocumento1 páginaAcero 1095 para cuchillos artesanalesjuan7j7garciaAún no hay calificaciones
- Semana 03 - Identificación de Los Metales No FerrososDocumento16 páginasSemana 03 - Identificación de Los Metales No FerrososFreddy Ocon CruzAún no hay calificaciones
- Aspectos Técnicos Del Nuevo Proceso de Formalización Minera Integral 2017Documento28 páginasAspectos Técnicos Del Nuevo Proceso de Formalización Minera Integral 2017Ruth Jhaneth Zambrano InfanteAún no hay calificaciones
- Diapositivas Sulfuros Expo MineralogiaDocumento39 páginasDiapositivas Sulfuros Expo MineralogiaIsai Keoma Chirinos Diaz50% (4)
- Metalurgia 3Documento7 páginasMetalurgia 3Vivi GomezAún no hay calificaciones
- Tabla Con Estados de Oxidaccion Elementos Mas FrecuentesDocumento1 páginaTabla Con Estados de Oxidaccion Elementos Mas FrecuentesalvvaarooAún no hay calificaciones
- Cianuración Del OroDocumento5 páginasCianuración Del OroMariateresa DelgadocaballeroAún no hay calificaciones
- Efecto Del Relevado de Esfuerzos en Las Tensiones Internas Generadas Por La SoldaduraDocumento6 páginasEfecto Del Relevado de Esfuerzos en Las Tensiones Internas Generadas Por La SoldadurarafaelAún no hay calificaciones
- 1.0 Semana 1 - Sesion 3 - Caracterizacion de Minerales - Practica 2Documento40 páginas1.0 Semana 1 - Sesion 3 - Caracterizacion de Minerales - Practica 2Oscar Infantes suarezAún no hay calificaciones
- ApuntesDocumento30 páginasApuntesyahajaira vargasAún no hay calificaciones
- Examen de Yacimientos No MetálicosDocumento3 páginasExamen de Yacimientos No MetálicosJasonZambranoRojasAún no hay calificaciones
- Aceites de corte integrales TechsindDocumento4 páginasAceites de corte integrales TechsindPaola LeguizamonAún no hay calificaciones
- Cañeria Acero AlloyDocumento4 páginasCañeria Acero Alloyalex_marcelli92860% (1)
- Geologia UndacDocumento10 páginasGeologia UndacHerberth HidalgoAún no hay calificaciones
- Informe 2 HidrometalurgiaDocumento12 páginasInforme 2 Hidrometalurgialeslie casaicoAún no hay calificaciones
- RSCN - Laboratorio rocas sedimentarias no clásticasDocumento4 páginasRSCN - Laboratorio rocas sedimentarias no clásticasDica SCAún no hay calificaciones
- Informe Bejarano Laminado Trefilado ForjaDocumento12 páginasInforme Bejarano Laminado Trefilado ForjaLenin EspinozaAún no hay calificaciones
- 1.0 Examen T1 Yacimientos Minerales 2020-1Documento3 páginas1.0 Examen T1 Yacimientos Minerales 2020-1Kevin LlanosAún no hay calificaciones
- Estructura de Los Materiales. Presentación PowerPointDocumento62 páginasEstructura de Los Materiales. Presentación PowerPointLuis50% (2)
- Composición química y mineralógica de la roca madre en la génesis del sueloDocumento8 páginasComposición química y mineralógica de la roca madre en la génesis del sueloIxchel Yolotzin Apodaca MoraAún no hay calificaciones
- Reporte Visita Apulco ISADocumento16 páginasReporte Visita Apulco ISA22030567Aún no hay calificaciones
- Bloques en Los Cuales Se Divide La Tabla PeríodicaDocumento3 páginasBloques en Los Cuales Se Divide La Tabla PeríodicaJOSEAún no hay calificaciones
- Flotacion 1 Curso de FlotacionDocumento30 páginasFlotacion 1 Curso de FlotacionGiann Culquitante Moreno100% (2)