Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Amfe Linea Continua
Cargado por
Omar LedesmaDescripción original:
Título original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Amfe Linea Continua
Cargado por
Omar LedesmaCopyright:
Formatos disponibles
POTENCIAL
ANÁLISIS MODAL DE FALLOS Y EFECTOS - ( AMFE )
Sistema AMFE - Proceso Pintura
AMFE Nº: 1
Responsable: José L. Riobo
Modelo y Año: 2013 Denominación: Varios Fecha Liberación Ingeniería: Fecha Inicio: 10/29/2013
Numero Pieza: Proceso de Cataforesis Numero Pieza: Varias Fecha Modelo SOP Revisión:
AMFE equipo: José L. Riobo
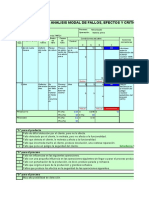
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1.0 Carga de Piezas en Racks
1)- Rotura de la pieza,
1)- Distracción del
daños en las demás Entrenar y observar
Carga de Piezas en 1)- Material mal operador. 2)- Supervisión
1.1 piezas, parada de línea operador durante la Supervisión
Racks colgado en el Racks. Percha dañada o periódica.
2)- Deficiencia de carga.
mal ajustada.
pintado
Menor protección Material quedo Las partes Estudiar la posibilidad
Carga de Piezas en 1)-Oxido en la anticorrosivas después muchos días en deben ser de aplicar un
1.2 Supervisión
Racks superficie del metal del proceso de stock o material rechazadas en la desoxidante o enviar
Cataforesis mojado. línea. a scrap
2.0 Proceso de Pretratamiento
1)- Ingreso de
piezas muy sucias 1)-
o contaminadas Reorientación y
1)- Zonas manchadas
con aceite no desobstrucción
de aceite. 2)- Falta de
especificado. 2)- de picos spray
Deficiencia en el adherencia de la Verificar sistema de
Temperatura batea semanalmente.
ingreso de piezas en el Desengrasado: Pintura. 3)- spray y limpieza de
2.1 fuera de 2)- Controles Supervisión
fosfatizado. Manchado, aceite en Contaminación de las piezas en la carga de
parámetros. 3)- diarios de
la superficie, etc. etapas posteriores. 4)- Racks.
Presión de la proceso, presión
Menor resistencia a la
bomba fuera de bombas,
Corrosión.
parámetros . 4)- temperatura,
Picos spray aspecto piezas.
obstruidos.
Pág.:1/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Chequeo
1)- Concentración semanal Conc.
de los productos en Batea. 2)-
1)- Zonas con diferente la batea fuera de Chequeo
con cristalización del especificación. 2)- limpieza piezas Verificar condiciones
Deficiencias en el
Operación fosfato, zonas sin Suciedad de las en la carga de de operación del
fosfatizado: zonas
2.2 desengrase/fosfatizado fosfatizar, estrías. 2)- piezas al ingresar Racks. 3)- proceso. Chequear Supervisión
sin fosfatizar, estrías,
. Menor resistencia a la al proceso. 3)- Baja Chequeo presión carga de materiales
etc.
corrosión. 3)- Fallas de presión bomba . 4)- de bomba diario: en la batea.
adherencia pintura. Baja Temperatura visual 4)-
batea. 5)- Picos Chequeo
spray obstruidos. obstrucción
picos sprays
1)- Ingreso de
piezas muy sucias.
1)- Chequeo de
1)- Contaminación de 2)- Ver fecha
piezas en la
las etapas posteriores. renovación Capacitar
carga de los
ingreso de piezas en el 2)- Taponamiento de los productos de la permanentemente la
2.3 Suciedad en piezas Racks. 2)- Supervisión
fosfatizado. picos spray.3)- Mayor batea. 3)- supervisión y
Renovación del
frecuencia de limpieza Chequear Conc. operadores.
baño cada 15
de filtros. Producto. 4)-
días.
Chequear picos
spray.
1)- Problema en la
1)- Se controla
reposición del nivel
visualmente Capacitar
1)- Daños a los sellos por el flotante. 2)-
Bajo Nivel de la durante el turno, permanentemente la
2.4 Flotante Nivel tanque de las bombas. 2)- Perdida de Supervisión
batea. nivel de batea, supervisión y
Formación de espuma. producto por
presión bomba y operadores.
exceso de
temperatura.
temperatura.
1)- Desengrase y 1)- Problema 1)- Se controla Verificar condiciones
Fosfatizado deficiente. eléctrico o visualmente de operación del
Falta de Movimiento
Funcionamiento bomba 2)- Contaminación de mecánico. 2)- Baja durante el turno, proceso, presión de
2.5 en el fluido del Supervisión
de desengrase las etapas posteriores presión Bomba. 3)- nivel de batea, bomba y
tanque
por arrastre de Picos spray por presión bomba y funcionamiento picos
producto. obstruidos. temperatura. spray.
1)- Deficiencia en el
desengrase y 1)- Deficiencia en 1)- Se controla
Verificar condiciones
el rendimiento del visualmente
de operación del
Quemador batea de Baja Temperatura en fosfatizacion. 2)- Menor quemador. 2)- durante el turno,
2.6 quemador. Chequear Supervisión
fosfatizado. la Batea. resistencia a la Chequear nivel de batea,
controlador de
controlador de presión bomba y
corrosión una vez temperatura.
temperatura. temperatura.
pintada.
Pág.:2/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Piezas manchadas.
2)- Contaminación de 1)- Picos spray mal 1)- Se controla
orientados o visualmente
Contaminación con las demás etapas. 3)- Verificar operación de
Contaminación entre parcialmente durante el turno,
2.7 desengrasante de la la línea, picos spray, Supervisión
bateas. Reducción en la tapados que nivel de batea,
etapa posterior. bomba.
salpican la etapa presión bomba y
eficiencia del posterior. temperatura.
desengrase/Fosfatizado.
1)- Taponamiento de los
picos Spray. 2)- 1)- Se controla
1)- Ingreso de Ver limpieza carga de
visualmente
Saturación de las mallas piezas demasiado piezas en Racks.
Limpieza batea.- Suciedad en la durante el turno,
2.8 sucias. 2)- Renovar Condiciones de Supervisión
mantenimiento. Batea. filtrantes. 3)- Defectos nivel de batea,
la totalidad de la operación batea,
presión bomba y
batea. aceite, suciedad
en el temperatura.
desengrase/Fosfatizado.
1)- Contaminación de la
etapa posterior. 2)-
Deficiencia en el 1)- Falta de 1)- Se controla
Ver limpieza carga de
renovación de la visualmente
desengrase y piezas en Racks.
Exceso de aceite en batea. 2)- Piezas durante el turno,
2.9 Renovación batea. Condiciones de Supervisión
la batea. fosfatizado. 3)- ingresan nivel de batea,
operación batea,
demasiado presión bomba y
Disminución de la aceite, suciedad
aceitadas. temperatura.
resistencia
anticorrosivas.
3.0 Enjuague - Etapa proceso Nº 2, 3 y 4
1)- Contaminación de 1)- Se controla
1)- Picos spray
Mantenimiento picos bateas posteriores. 2)- visualmente Operación de línea,
Deficiencia en el obstruidos. 2)- Baja
3.1 spray / presión de Aumento de durante la chequear bomba, Supervisión
enjuague presión bomba
bomba. conductividad de etapas producción. Plan picos spray.
recirculación.
posteriores. de control.
1)- Se controla
1)- Daño a los sellos de
visualmente
las bombas. 2) -
1)- Falta de caudal durante la
Deficiencia en el Chequear controlador
3.2 Alimentación de agua. Bajo Nivel de bateas. de rebalse de Agua producción. Plan Supervisión
enjuague. 3)- de nivel batea
DI de la etapa nº 4. de control y
Contaminación de las
niveles de
demás etapas.
bateas.
Pág.:3/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Picos de spray
fosfodesengrase
mal orientado o
1)- Aumento de parcialmente
1)- Se controla
conductividad en las tapado que
visualmente
etapas posteriores. 2)- salpican la etapa
Carga de productos en durante la Chequear presión
Espuma en bateas Defectos en la pintura, posterior. 2)-
3.3 la Batea. Presión de producción. Plan bomba, picos spray y Supervisión
de enjuague. ruptura de film. 3)- Exceso de
operación picos spray. de control y carga de productos.
Disminución de la Tensoactivo en la
niveles de
resistencia etapa de
bateas.
anticorrosivas. desengrase. 3)-
Falta de reposición
de agua del
enjuague.
4.0 Soplador de Aire - Etapa proceso Nº 5.
1)- Contaminación Se controla
Suciedad en la pintura. 2)- visualmente
4.1 Filtrado de aire. Rotura filtro Ver limpieza de filtro. Supervisión
superficie de la piezas Defectos de durante
pintado producción.
5.0 Pintado por Cataforesis.
1)- Baja
concentración de
sólidos en el baño.
2)- Baja
temperatura. 3)- pH
bajo 4)- Baja
Revisar todos los
1)- Aumento de tensión. 5)-
Se controla parámetros químicos
marcaciones del Velocidad de línea
durante la de operación del
Operación cuba de pretratamiento. 2)- Bajo alta. 6)- Baja
5.1 Bajo Espesor producción de baño. Ver parámetros Supervisión
Cataforesis. poder cubritivo. 3)- conductividad. 7)-
acuerdo al Plan de operación de
Disminución poder Baja Conc.
de control. línea, velocidad,
anticorrosivo. solventes. 8)-
rectificador.
Contacto eléctrico
imperfecto. 9)-
Sobre horneado.
10)- Baja
conductividad del
anolito.
Pág.:4/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Alta
concentración de
sólidos en el baño.
2)- Alta
Revisar todos los
temperatura. 3)- pH
Se controla parámetros químicos
alto. 4)- Alta
1)- Mayor consumo de durante la de operación del
Operación cuba de tensión. 5)-
5.2 Alto Espesor pintura. 2)- Aumento de producción de baño. Ver parámetros Supervisión
Cataforesis. Velocidad de línea
la fragilidad del film. acuerdo al Plan de operación de
baja. 6)- Alta
de control. línea, velocidad,
conductividad. 7)-
rectificador.
Alta Conc.
solventes. 8)- Alta
conductividad del
anolito.
1)- Bajo nivel de
pigmento, relación
P/L. 2)- Alta
temperatura
pintura. 3)- Revisar todos los
Espuma en la Se controla parámetros químicos
1)- Aspecto superficial: pintura. 4)- durante la de operación del
Operación cuba de
5.3 Cráteres puntos con de falta de Contaminación de producción de baño. Ver parámetros Supervisión
Cataforesis.
pintura. la pintura o del acuerdo al Plan de operación de
substrato. 5)- de control. línea, velocidad,
Bacterias en la rectificador ripple.
pintura. 6)-
Contaminación del
horno. 7)- Goteo
aceite de cadena.
Pág.:5/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Suciedad en los
lavados. 2)-
Suciedad en la
estufa.3)- Suciedad
en la pintura. 4)-
Suciedad en la
piezas. 5)-
Bacterias en la
pintura o lavados.
Se controla Revisar todos los
1)- Defectos en la 6)- Partículas
durante la parámetros químicos
Operación cuba de Suciedad film de superficie del film de metálicas en la
5.4 producción de de operación del Supervisión
Cataforesis. pintura. pintura. 2)- Necesidad superficie. 7)-
acuerdo al Plan baño de acuerdo al
de retrabajar la pieza. Suciedad del
de control. Plan de Control.
transportador. 8)-
Metal desnudo en
la cuba,
revestimiento. 9)-
pH muy alto 10)-
Deficiente filtración
pintura.11)- Pasta
falta de dispersión
en la pintura.
1)- Falta de
enjuague al final
del túnel. 2)-
Subida de la Temp.
del horno muy Se controla Revisar todos los
1)- Aspecto superficial
rápida. 3)- Agua durante la parámetros químicos
Operación cuba de manchado. 2)-
5.5 Marcas de agua. residual en los producción de de operación del
Cataforesis. Necesidad de retrabajar
huecos. 4)- Goteo acuerdo al Plan baño de acuerdo al
la pieza.
de los de control. Plan de Control.
transportadores.
5)- Secado entre la
salida de cuba y
lavado.
Revisar todos los
1)- Aspecto superficial
1)- Deficiente Presión de parámetros químicos
manchado. 2)-
5.6 Lavado por spray Manchas de pintura. lavado. 2)- Goteo bombas, goteo de operación del Supervisión
Necesidad de retrabajar
del transportador. transportadores. baño de acuerdo al
la pieza.
Plan de Control.
1)- Contaminación Se controla
Revisar limpieza de
1)- Aspecto superficial del sustrato. 2)- durante la
Operaciones anteriores piezas en la carga de
5.7 Marcas ( Mapping ) mapeado. 2)- Necesidad Defectos de chapa producción de Supervisión
al pintado. Racks. Salida de
de retrabajar la pieza. o fosfatizado acuerdo al Plan
fosfatizado.
irregular. de control.
Pág.:6/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Toma de aire
de la bomba. 2)- Se controla Verificar bomba,
1)- Defectos en la
Cascada de la durante la presión en los
Operación de la línea Espuma sobre la superficie del film de
5.8 pintura muy baja. producción de eductores y limpieza. Supervisión
de cataforesis. pintura. pintura.( zonas
3)- Falta de acuerdo al Plan Ver parámetros Plan
descubiertas)
alineación a los de control. de Control.
eductores.
1)- Relación P/L
alta. 2)- Alto
espesor de
película. 3)- Alta
conductividad del
baño. 4)-
Se controla Revisar todos los
1)- Superficie del film Temperatura muy
durante la parámetros químicos
Operación batea de aspecto rugoso. 2)- baja. 5)- Bajo
5.9 Aspecto Rugoso producción de de operación del Supervisión
cataforesis. Necesidad de retrabajo contenido de
acuerdo al Plan baño de acuerdo al
de la pieza. solventes. 6)-
de control. Plan de Control.
Excesiva purga de
UF. 7)- Baja
calidad del
pretratamiento. 8)-
Baja calidad del
metal.
1)- Voltaje
excesivo. 2)-
Temperatura
pintura muy alta.
3)- Alta
conductividad
Se controla Revisar todos los
pintura. 4)- pH muy
Ruptura de film - 1)- Superficie del film durante la parámetros químicos
Operación batea de bajo. 5)- Alto
5.10 PinHoling, Hash con rupturas. 2)- producción de de operación del Supervisión
cataforesis. Ripple del
Marks. Retrabajo de la pieza. acuerdo al Plan baño de acuerdo al
rectificador. 6)- P/L
de control. Plan de Control.
demasiado bajo.
7)- Espuma en la
pintura. 8)- Nivel de
solvente muy bajo.
9)- Contaminación
de la pintura.
1)- Disminución de la 1)- Piezas en el
concentración de fondo cuba. 2)-
Se controla Revisar todos los
Operación de sólidos del baño. 2)- Agitación
durante la parámetros químicos
mantenimiento - Sedimentación en la Suciedad en el baño. 3)- insuficiente. 3)-
5.11 producción de de operación del Supervisión
Revisión de piezas cuba. Suciedad en el film de Relación P/L o pH
acuerdo al Plan baño de acuerdo al
caídas en la pintura. pintura. 4)- altos. 4)-
de control. Plan de Control.
Taponamiento de los Concentración de
filtros. solventes bajo.
Pág.:7/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Alto P/L. 2)- Se controla Revisar todos los
Alta Conductividad. durante la parámetros químicos
Operación batea de 1)- Aspecto superficial
5.12 Nivelación 3)- Bajo Nivel de producción de de operación del Supervisión
cataforesis. rugoso.
solventes.4)- Baja acuerdo al Plan baño de acuerdo al
temperatura baño. de control. Plan de Control.
Se controla
1)- Menor espesor de
1)- Falta de ajuste durante la Revisar velocidad de
Bajo tiempo de película. 2)- Menor
5.13 Producción piezas. de velocidad de producción de línea y tiempos de Supervisión
Inmersión recubrimiento de
línea. acuerdo al Plan inmersión.
cuerpos huecos.
de control.
1)- Mayor espesor de Se controla
film. 2)- Mayor 1)- Falta de ajuste durante la Revisar velocidad de
Alto tiempo de
5.14 Producción piezas. sedimentación en los de velocidad de producción de línea y tiempos de Supervisión
Inmersión
horizontales. 3)- Mayor línea. acuerdo al Plan inmersión.
recubrimiento interior. de control.
1)- Mayor relación Se controla
Baja Carga del cátodo/ánodo. 2)- durante la Revisar velocidad de
1)- Mayor espesor de
5.15 Producción. Racks - ( menor área Aumento del producción de línea y tiempos de Supervisión
film.
de pintado ) campo eléctrico. acuerdo al Plan inmersión.
3)- Voltaje elevado. de control.
1)- Menor relación Se controla
Alta Carga del Racks cátodo/ánodo. 2)- durante la Revisar velocidad de
1)- Menor espesor del
5.16 Producción. - ( mayor área de Menor campo producción de línea y tiempos de Supervisión
film de pintura.
pintado ) eléctrico. 3)- Bajo acuerdo al Plan inmersión.
voltaje. de control.
1)- Alto espesor. 2)-
Menor poder de
1)- Agua de
penetración. 3)- Mayor
refrigeración no Se controla
evaporación. 4)-Menor
circula por durante la Verificar sistema de
Circuito de 1)- Alta Temperatura voltaje de ruptura. 5)-
5.17 intercambiador de producción de refrigeración pintura. Supervisión
refrigeración. Pintura. Mayor producción de
calor. 2)- Falla del acuerdo al Plan Plan de Control
UF. 6)- Mayor brillo y
controlador de de control.
tensión de película. 7)-
temperatura.
Mayor tendencia a
cráteres.
Pág.:8/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Menor espesor. 2)-
Menor evaporación. 3)- 1)- Demasiada
Mayor poder de circulación de
Se controla
penetración. 4)- Mayor fluido refrigerante
durante la Verificar sistema de
Circuito de 2)- Baja Temperatura voltaje de ruptura. 5)- por el
5.18 producción de refrigeración pintura. Supervisión
refrigeración. Pintura. Menor producción de intercambiador de
acuerdo al Plan Plan de Control
UF. 6)- Menor brillo y calor. 2)- Falla del
de control.
tensión de película. 7)- controlador de
Menor tendencia a temperatura.
cráteres.
1)- Menor espesor del
Verificar Plan de
film. 2)- Menor 1)- Caída de
Se controla Control. Rectificador
recubrimiento de tensión de
durante la y conexiones
1)- Voltaje Bajo de cuerpos huecos. 3)- alimentación. 2)-
5.19 Operación rectificador. producción de eléctricas. Supervisión
aplicación. Menor tendencia al Celdas anódicas
acuerdo al Plan Conexiones celdas
pinhole. 4)- Irregular desconectadas o
de control. anódicas. Colgado de
distribución de falla eléctricas.
piezas.
espesores.
Se controla
1)- Mayor espesor de 1)- Aumento de durante la
1)- Voltaje Alto de Verificar Plan de
5.20 Operación rectificador. film. 2)- Mayor voltaje panel de producción de Supervisión
aplicación. Control
tendencia a ruptura. control. acuerdo al Plan
de control.
1)- Chequear filtro
de corriente del
rectificado - Se controla
1)- Ingreso de 1)- Filme de pintura - capacitores. 2)- durante la
Verificar rectificador -
5.21 Operación rectificador. corriente alterna - Electro deposición Utilizar un producción de Supervisión
Ripple.
Aumento del Ripple. irregular, ruptura de film. osciloscopio para acuerdo al Plan
controlar la de control.
ondulación de la
corriente.
6.0 Enjuague con permeato UFR1 y UFR2.
1)- Demasiada Se controla Revisar parámetros
presión picos durante la químicos de
1)- Formación de 1)- Problemas de
6.1 Presión lavado. spray. 2)- bomba producción de operación del baño Supervisión
Espuma aspecto de film.
con filtración de acuerdo al Plan de acuerdo al Plan de
aire. de control. Control.
Pág.:9/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
Se controla Revisar parámetros
Renovación batea. 1)- Permeato con 1)- Bajo durante la químicos de
1)- Suciedad en la
6.2 Rendimiento modulo alto porcentaje de rendimiento del producción de operación del baño Supervisión
película de pintura.
UF sólidos. modulo de UF. acuerdo al Plan de acuerdo al Plan de
de control. Control.
Se controla Revisar parámetros
1)- Verificar
Renovación batea. durante la químicos de
1)- Suciedad en el 1)- Deficiencia en el suciedad picos
6.3 Rendimiento modulo producción de operación del baño Supervisión
film pintado lavado. spray. 2)- Controlar
UF acuerdo al Plan de acuerdo al Plan de
presión de spray.
de control. Control.
7.0 Modulo de Ultrafiltración.
1)- Bajo rendimiento de
1)- Medición de
permeato (UF) del 1)- Saturación de
Generación de 1)- Bajo rendimiento rendimiento del 1)- Lavado químico
7.1 modulo de ultrafiltración. las membranas de Supervisión
Permeato. de Permeato (UF) modulo - ver de la membranas.
2)- Suciedad en las UF.
Plan de Control.
piezas pintadas.
1) Si % de sólidos del
permeato excede al
1,5% , reemplazar
membrana. 2)- Si el
1)- Golpe de ariete
rendimiento de
de bomba y rotura
1)- Permeato con alto 1)- Control de permeato es menor al
de la membrana.
1)- Suciedad en el porcentaje de sólidos lo sólidos del UF 70% del caudal
7.2 Membrana de UF 2)- Rotura Supervisión
permeato. que perjudica el lavado de acuerdo a normal de operación
Membrana de UF
de la piezas. Plan de control. del modulo,
por elevada
reemplazar
presión.
membrana si no
recupera rendimiento
con los lavados
químicos.
8.0 Horno Cataforesis.
1)- Fallas del
quemador. 2)- Se controla
1)- Menos resistencia a Problemas de durante la Verificar temperatura
1)- Bajo Curado
8.1 Temperatura horno. la corrosión. 2)- Aspecto control de producción de quemadores, control Supervisión
pintura.
del film brillante. temperatura. 3)- acuerdo al Plan de temperatura.
Alta velocidad de de control.
línea.
Pág.:10/11 Revisión: 0 659416098.xls
Resultados de la Acciones
Modo de Falla Controles Responsable &
Nº Función / Operación Potenciales efectos Sev Clas Causa Potencial Ocur Det. NPR Acción Recomendada Esta
Potencial Actuales Cronograma Acción tomada Sev Ocur Det. RPN
do
1)- Velocidad de
1)- Film de pintura línea muy baja. 2)- Se controla
sobrehorneado. 2)- Temperatura del durante la Verificar temperatura
1)- Alto Curado de
8.2 Temperatura horno. Menor resistencia al horno mal seteada. producción de quemadores, control Supervisión
pintura.
Stone chipping. 3)- Film 3)- Problemas en el acuerdo al Plan de temperatura.
sin brillo. controlador de de control.
temperatura.
1)- Saturación de
los ductos de Se controla
1)- Suciedad en el film
extracción durante la Verificar temperatura
de pintura. 2)-
8.3 Renovación aire horno. 1)- Exceso de Humo. /renovación de aire producción de quemadores, control Supervisión
Contaminación
del horno. 2)- acuerdo al Plan de temperatura.
ambiental.
Temperatura de de control.
horno alta.
9.0 Descarga e inspección final de las piezas.
1)- Deficiencia en Verificar colgado
en la carga del Se controla piezas y parámetros
1)- Pieza con defectos
9.1 Descarga piezas. 1)- Aspecto pintura Racks. 2)- 100% de la de pintado de Supervisión
de pintado.
Defectos de electro descarga. acuerdo plan de
deposición. control.
10.0 Falta de energía eléctrica
1)- A las 2 horas de
parada las bombas
circulación de pintura
y UF, se iniciara el
proceso de
sedimentación. 2)-
1)- Bloqueo del Modulo
Caso transcurran
de Ultrafiltración y
mas de 2 horas sin
Falta de energía reducción en la
1)- Corte de energía, con las
eléctrica, parada de generación de
Energía Eléctrica y De Acuerdo al " bombas paradas, se
11.1 Energía eléctrica bombas de UF y permeato. 2)- Supervisión
parada de de Plan de Control" deberá hacer un
recirculación de Sedimentación de la
bombas. lavado químico de los
pintura. pintura en cañerías,
módulos de UF. 3)-
intercambiador de calor
Encendido inmediato
y batea.
del equipo
Electrógeno y
encendido de
bombas del UF y
recirculación de
pintura
Pág.:11/11 Revisión: 0 659416098.xls
También podría gustarte
- 5.2.1.15.12 Preparacion Diluida Del Producto QuimicoDocumento2 páginas5.2.1.15.12 Preparacion Diluida Del Producto QuimicoKidu NgünewünAún no hay calificaciones
- Ast Armado de AndamiosDocumento3 páginasAst Armado de AndamiosAndresReyesMartinezAún no hay calificaciones
- 8 IPER Encofrado y Vaceado de Techo de SubestacionDocumento1 página8 IPER Encofrado y Vaceado de Techo de SubestacionDanielElEleganteAún no hay calificaciones
- Core ToolsDocumento17 páginasCore ToolsANDREA FERNÀNDEZ PÈREZAún no hay calificaciones
- Pets-Geo-Tg-03-02 Habilitado de Sacos para AnclajeDocumento3 páginasPets-Geo-Tg-03-02 Habilitado de Sacos para AnclajeMarlon CristobalAún no hay calificaciones
- Instructivo CarguíoDocumento2 páginasInstructivo CarguíoMari_molina_prietoAún no hay calificaciones
- AMEF de Diseño (MEZCAL)Documento4 páginasAMEF de Diseño (MEZCAL)Gerardo SalgadoAún no hay calificaciones
- Hoja de Instruccion de TrabajoDocumento1 páginaHoja de Instruccion de TrabajoRicardo Cruz Lorenzo100% (2)
- 5.2.1.15.10 Revisar Tubing de Inyeccion de Cloro Libre ResidualDocumento2 páginas5.2.1.15.10 Revisar Tubing de Inyeccion de Cloro Libre ResidualKidu NgünewünAún no hay calificaciones
- 2.4.3.2.2 INSTRUCTIVO Aseo A Espesador de Concentrado.Documento3 páginas2.4.3.2.2 INSTRUCTIVO Aseo A Espesador de Concentrado.Rosario Castillo LeytonAún no hay calificaciones
- Matriz de Riesgos - Altonorte - Servicio Puesta en Marcha Bomba Pozo Yungay - Rev01Documento15 páginasMatriz de Riesgos - Altonorte - Servicio Puesta en Marcha Bomba Pozo Yungay - Rev01nataliasusanarojasbazaes100% (2)
- 5.2.1.15.3 Revisión Productos Quimicos - Chequeo de Niveles de PiscinaDocumento2 páginas5.2.1.15.3 Revisión Productos Quimicos - Chequeo de Niveles de PiscinaKidu NgünewünAún no hay calificaciones
- Ddof 045 Analisis Seguro de Trabajo Ats Excavacion MecanicaDocumento3 páginasDdof 045 Analisis Seguro de Trabajo Ats Excavacion Mecanicacote ardilaAún no hay calificaciones
- PRO CH MA 10 02 Instalación de Baños PortatilesDocumento7 páginasPRO CH MA 10 02 Instalación de Baños PortatilesFrank Estrella RuizAún no hay calificaciones
- IPER Traslado de PersonalDocumento1 páginaIPER Traslado de PersonalElar Vasquez PazAún no hay calificaciones
- IPER Traslado de PersonalDocumento1 páginaIPER Traslado de PersonalElar Vasquez PazAún no hay calificaciones
- PETS CA MAN 02 181 Montaje de NeumáticosDocumento4 páginasPETS CA MAN 02 181 Montaje de NeumáticosSSOMAAún no hay calificaciones
- 2.5.3.18.10 Instructivo Reparaciones Varias 1Documento5 páginas2.5.3.18.10 Instructivo Reparaciones Varias 1Nataly MedelAún no hay calificaciones
- ATC Fabricado de Escalera MarineraDocumento4 páginasATC Fabricado de Escalera MarinerafernandoAún no hay calificaciones
- 5.2.1.15.5 Reseteo General Del Sistema en Caso de FallaDocumento2 páginas5.2.1.15.5 Reseteo General Del Sistema en Caso de FallaKidu NgünewünAún no hay calificaciones
- Copia de P-COR-SIB-03.01-F02 - IPERC - Línea - Base - Campo - PTARDDocumento31 páginasCopia de P-COR-SIB-03.01-F02 - IPERC - Línea - Base - Campo - PTARDCristhian Caso VegaAún no hay calificaciones
- Matriz de Identificación Y Valoración de Riesgos E Impactos: Coordinador / SupervisorDocumento2 páginasMatriz de Identificación Y Valoración de Riesgos E Impactos: Coordinador / SupervisorSilvana del Carmen AlvarezAún no hay calificaciones
- Pets TD Pro 02 Trabajos en AlturaDocumento4 páginasPets TD Pro 02 Trabajos en Alturaccmpolo29Aún no hay calificaciones
- 2.2.5.6.1 Operacion Puente GrúaDocumento5 páginas2.2.5.6.1 Operacion Puente GrúaJuan Francisco Cortes MarinAún no hay calificaciones
- Cristopher - Paredes - Procesos de Alto y Bajo RiesgoDocumento6 páginasCristopher - Paredes - Procesos de Alto y Bajo RiesgoCristopher Paredes100% (1)
- Matriz Iper LXDocumento2 páginasMatriz Iper LXRoberto cardenasAún no hay calificaciones
- Pets-Ch-Td-Pro-02-03 Asentado de BloquetasDocumento6 páginasPets-Ch-Td-Pro-02-03 Asentado de BloquetasJhonatan Ricse AtanacioAún no hay calificaciones
- Plan de IzajeDocumento1 páginaPlan de IzajebatanxitoAún no hay calificaciones
- AMFECDocumento5 páginasAMFECRaul Lopez JanampaAún no hay calificaciones
- Guia AMEFDocumento16 páginasGuia AMEFrouss1906100% (1)
- IM-INST-CON-7263-00 Retiro, Acopio y Carguio de Material Chute Descarga CV040 Con Cargador FrontalDocumento10 páginasIM-INST-CON-7263-00 Retiro, Acopio y Carguio de Material Chute Descarga CV040 Con Cargador FrontalYan Rivera100% (1)
- FMEA Analysis Español Polera Polo Anchor 28-10-20Documento2 páginasFMEA Analysis Español Polera Polo Anchor 28-10-20Yessenia MontoyaAún no hay calificaciones
- 2.4.7.4.6 - Instructivo Operación de Monorriel y Puente GrúaDocumento3 páginas2.4.7.4.6 - Instructivo Operación de Monorriel y Puente GrúaGabriela RigueroAún no hay calificaciones
- Instructivo CuchilloDocumento2 páginasInstructivo Cuchillomaria paz ortiz landaetaAún no hay calificaciones
- Formato de Instructivo P-DRT-CO-004Documento3 páginasFormato de Instructivo P-DRT-CO-004JoseOrtizMillaOrtizMillaAún no hay calificaciones
- 5.2.1.15.7 Reportar A Operador CMP en Caso de FallaDocumento2 páginas5.2.1.15.7 Reportar A Operador CMP en Caso de FallaKidu NgünewünAún no hay calificaciones
- IT GMTO PLAN VECC 009 DMM V1.0 - Mantenimiento Preventivo de Camion PlumaDocumento3 páginasIT GMTO PLAN VECC 009 DMM V1.0 - Mantenimiento Preventivo de Camion PlumaAndrea Herrera RubinaAún no hay calificaciones
- FP Cor 04.01 01 Iperc Linea BaseDocumento18 páginasFP Cor 04.01 01 Iperc Linea BaseAnonymous ZPX8BEOrMbAún no hay calificaciones
- Ddof 045 Analisis Seguro de Trabajo Ats Excavacion MecanicaDocumento3 páginasDdof 045 Analisis Seguro de Trabajo Ats Excavacion MecanicaConstanza Pizarro AyalaAún no hay calificaciones
- IT-GMTO-PLAN-VECC-009-DMM-V1.0 - Mantenimiento Preventivo de Camion AljibesDocumento3 páginasIT-GMTO-PLAN-VECC-009-DMM-V1.0 - Mantenimiento Preventivo de Camion AljibesAndrea Herrera RubinaAún no hay calificaciones
- Traslado de Cajas de Testigo RD - 10 Rock Drill - SpectraDocumento3 páginasTraslado de Cajas de Testigo RD - 10 Rock Drill - SpectracamiloAún no hay calificaciones
- NTP - 679 6 6Documento1 páginaNTP - 679 6 6IvanAún no hay calificaciones
- Matriz Miper Especifica Izaje de CargaDocumento2 páginasMatriz Miper Especifica Izaje de CargaDanielAún no hay calificaciones
- IPER TesisDocumento10 páginasIPER TesisVeronica GomezlazoAún no hay calificaciones
- IM-INST-CON-7272-00 Retiro y Acopio de Material Sector Primer Nivel Lavado Pebbles Con MinicargadorDocumento12 páginasIM-INST-CON-7272-00 Retiro y Acopio de Material Sector Primer Nivel Lavado Pebbles Con MinicargadorYan RiveraAún no hay calificaciones
- Instructivo Operación de Alza HombreDocumento4 páginasInstructivo Operación de Alza HombreKarlaAgustinaAún no hay calificaciones
- 07 IPER Instalacion de PATsDocumento2 páginas07 IPER Instalacion de PATsElar Vasquez PazAún no hay calificaciones
- Miper Mo-Gt - 1Documento1 páginaMiper Mo-Gt - 1Nicolas AlfaroAún no hay calificaciones
- IPERC Jicamarca Despacho de Agregados Rev 02Documento13 páginasIPERC Jicamarca Despacho de Agregados Rev 02margot pilar huamani hinostrozaAún no hay calificaciones
- CABLEADffffDocumento2 páginasCABLEADffffAndres Alvarez RoblesAún no hay calificaciones
- PR-PN-05 Relleno EstructuralDocumento4 páginasPR-PN-05 Relleno EstructuralBarbara SantanderAún no hay calificaciones
- Instructivo TransporteDocumento2 páginasInstructivo TransporteMari_molina_prietoAún no hay calificaciones
- 11 Instructivo AlDocumento3 páginas11 Instructivo AlAndres Alvarez RoblesAún no hay calificaciones
- PETS-CH-PRO-02-13 Trabajo de Habilitado y Armado de Acero en SuperficieDocumento4 páginasPETS-CH-PRO-02-13 Trabajo de Habilitado y Armado de Acero en SuperficieSarita Beth ValdezAún no hay calificaciones
- AMFECDocumento5 páginasAMFECanon_51533518Aún no hay calificaciones
- AMEF (Blanco)Documento12 páginasAMEF (Blanco)Barush RamirezAún no hay calificaciones
- UntitledDocumento2 páginasUntitledFiliberto Edecio Barrientos CanoAún no hay calificaciones
- 2.2.5.6.5 Operacion Grúa TelescopicaDocumento7 páginas2.2.5.6.5 Operacion Grúa TelescopicaJuan Francisco Cortes MarinAún no hay calificaciones
- Matriz de Reisgos Hidrotop REV2Documento16 páginasMatriz de Reisgos Hidrotop REV2Sergio Jose Rojas QuinterosAún no hay calificaciones
- Instructivo para Proceso de PinturaDocumento2 páginasInstructivo para Proceso de PinturaOmar LedesmaAún no hay calificaciones
- Mantenimiento y Metodo de PulverizaciónDocumento2 páginasMantenimiento y Metodo de PulverizaciónOmar LedesmaAún no hay calificaciones
- Instruccion para Proceso de GranalladoDocumento2 páginasInstruccion para Proceso de GranalladoOmar LedesmaAún no hay calificaciones
- PR 004Documento1 páginaPR 004Omar LedesmaAún no hay calificaciones
- PR 025Documento3 páginasPR 025Omar LedesmaAún no hay calificaciones
- Influencia: Sobre PH KP P/L Meqa Solv. Espesor Penetr. RaDocumento1 páginaInfluencia: Sobre PH KP P/L Meqa Solv. Espesor Penetr. RaOmar LedesmaAún no hay calificaciones
- Evidencia 1 - Planteamiento Del ProyectoDocumento17 páginasEvidencia 1 - Planteamiento Del ProyectoAlejandra ReyesAún no hay calificaciones
- Guia de Aprendizaje #01Documento1 páginaGuia de Aprendizaje #01Alexander Luis SOLIS LOVATONAún no hay calificaciones
- Derecho de Peticion Prescripcion ImpuestoDocumento6 páginasDerecho de Peticion Prescripcion ImpuestoMargarita Maria Blandon RestrepoAún no hay calificaciones
- Hoja de Seguridad Raid TabletasDocumento7 páginasHoja de Seguridad Raid TabletasProservi Productos y ServiciosAún no hay calificaciones
- Producto Académico 02Documento8 páginasProducto Académico 02FLAVIA SILVANA VALVERDE VEREAUAún no hay calificaciones
- Igafom Correctivo Comandante Noel E.I.R.L.Documento30 páginasIgafom Correctivo Comandante Noel E.I.R.L.Mario Silva ZeaAún no hay calificaciones
- Catalogo Accesorios 308.304210Documento28 páginasCatalogo Accesorios 308.304210Ciudadano PrototipoAún no hay calificaciones
- Formulario 1 (TERMINADO)Documento6 páginasFormulario 1 (TERMINADO)Santiago Rivera DAún no hay calificaciones
- TUMI-GH-U-166 Conductor - V3Documento4 páginasTUMI-GH-U-166 Conductor - V3Carlos Manuel Ferrer RodriguezAún no hay calificaciones
- 1.4 La Ecuación ContableDocumento10 páginas1.4 La Ecuación Contablemarbil0% (1)
- Msa y Ryr (Estudio R&R Atributos)Documento8 páginasMsa y Ryr (Estudio R&R Atributos)Jose CepedaAún no hay calificaciones
- Taller PresupuestoDocumento24 páginasTaller PresupuestoANA CAROLINA RIVAS ANDRADEAún no hay calificaciones
- Ficha Tecnica Losa Deportiva Sector Bolognesi2Documento64 páginasFicha Tecnica Losa Deportiva Sector Bolognesi2Yami San ArrAún no hay calificaciones
- Tratamiento de EstimulacionDocumento8 páginasTratamiento de EstimulacionJesúsAntonioAvendañoAún no hay calificaciones
- Informe Práctica SerpentínDocumento5 páginasInforme Práctica SerpentínLuis Narbona MolinaAún no hay calificaciones
- Tarea 3Documento7 páginasTarea 3carolinaAún no hay calificaciones
- Tabla RpbiDocumento1 páginaTabla Rpbiadrian cupulAún no hay calificaciones
- Cinta Teflón de Alta Densidad para GasDocumento2 páginasCinta Teflón de Alta Densidad para GasDaniel SosaAún no hay calificaciones
- 054-15-SEP-CC Caso Calero BayasDocumento21 páginas054-15-SEP-CC Caso Calero BayasalilozadapradoAún no hay calificaciones
- Plan ComercialDocumento52 páginasPlan ComercialManchulaAún no hay calificaciones
- HOYAS HIDROGRÁFICAS DE CHILE: SÉPTIMA REGIÓnDocumento37 páginasHOYAS HIDROGRÁFICAS DE CHILE: SÉPTIMA REGIÓnestefenpuchAún no hay calificaciones
- Estadística Aplicada Al ComercioDocumento31 páginasEstadística Aplicada Al ComercioGabriel Ebodio Armenta LópezAún no hay calificaciones
- Comprobante - Pago Seguridad Social - Marzo 2020 PDFDocumento1 páginaComprobante - Pago Seguridad Social - Marzo 2020 PDFClaudiaGarcìa100% (1)
- R1 2022 EditableDocumento3 páginasR1 2022 EditableElsa AlvarezAún no hay calificaciones
- PanaderiaDocumento3 páginasPanaderiaPablo LeybovichAún no hay calificaciones
- Transacción Extrajudicial Andrea InfantesDocumento2 páginasTransacción Extrajudicial Andrea InfantesEl Rey0% (2)
- Sociedades Nacionales e InternaDocumento8 páginasSociedades Nacionales e InternaAna Karen Priego CruzAún no hay calificaciones
- Ci-Pla-Pl-01 Plan de Trabajo CivilDocumento21 páginasCi-Pla-Pl-01 Plan de Trabajo CivilOSCAR ALEXANDER JIMENEZ ZUBIETAAún no hay calificaciones
- Horarios 20193 Facultad CienciasDocumento374 páginasHorarios 20193 Facultad CienciasJuan Pablo ObrienAún no hay calificaciones
- Gerencia#2 - Contabilidad BasicaDocumento36 páginasGerencia#2 - Contabilidad BasicaYina BlancoAún no hay calificaciones