También podría gustarte
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Macroataque Import Sold PDFDocumento29 páginasMacroataque Import Sold PDFDavid LiliAún no hay calificaciones
- Libro Conform IIDocumento152 páginasLibro Conform IIJorge Luis León BasurtoAún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Et Crucetas MetalicasDocumento11 páginasEt Crucetas MetalicasJose Rosa DelgadoAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- API 571 EspañolDocumento44 páginasAPI 571 EspañolMiguelBernal100% (22)
- Monografía OMM SINDocumento86 páginasMonografía OMM SINNicolas Grajales MontotaAún no hay calificaciones
- Silabo MC142 COMPETENCIAS 2020 1Documento5 páginasSilabo MC142 COMPETENCIAS 2020 1Jeraldine Noemi Osco TrujilloAún no hay calificaciones
- Informe Nº4 MetalografiaDocumento16 páginasInforme Nº4 MetalografiaAnonymous DszFiPOSuAún no hay calificaciones
- Informe Tecnico - Estado de Operatividad de Plataforma de Camiones de Balanza No 5aDocumento14 páginasInforme Tecnico - Estado de Operatividad de Plataforma de Camiones de Balanza No 5aMauro Antonio DE LA Cruz Escalante50% (2)
- Macroataque Import SoldDocumento29 páginasMacroataque Import Soldfarra0216100% (2)
- Macrograbado de Metales y Aleaciones: Método de Ensayo Normalizado paraDocumento21 páginasMacrograbado de Metales y Aleaciones: Método de Ensayo Normalizado paracristian david españa contrerasAún no hay calificaciones
- Defectos y Diseno en MoldeoDocumento34 páginasDefectos y Diseno en MoldeoxabioxaAún no hay calificaciones
- Formato Del Informe Final Del Proyecto 2021 SADocumento6 páginasFormato Del Informe Final Del Proyecto 2021 SAMaicol AcostaAún no hay calificaciones
- Tarea 7 - EBHDocumento8 páginasTarea 7 - EBHEmmanuel BonillaAún no hay calificaciones
- Curso Particulas MagneticasDocumento59 páginasCurso Particulas MagneticasClaudioCarballalAún no hay calificaciones
- 672Documento16 páginas672Lucy CubillosAún no hay calificaciones
- Curso Mt2 Iso9712 Rv04-Tema-05 ColorDocumento48 páginasCurso Mt2 Iso9712 Rv04-Tema-05 ColorDavid Rebollo Sanchez-RamosAún no hay calificaciones
- Mecanismos de Daño Api571Documento55 páginasMecanismos de Daño Api571MiguelBernalAún no hay calificaciones
- TR1 MetalurgiaDocumento10 páginasTR1 MetalurgiaNicole EsperanzaAún no hay calificaciones
- Maquinabilidad Actividad #5: Dimensiones, Superficies Y ToleranciaDocumento2 páginasMaquinabilidad Actividad #5: Dimensiones, Superficies Y Toleranciahugo floresAún no hay calificaciones
- Defectos Piezas FundidasDocumento133 páginasDefectos Piezas FundidasNando VZ50% (2)
- Davianny Barazarte. INFORME 5Documento9 páginasDavianny Barazarte. INFORME 5JesusAún no hay calificaciones
- Práctica 4. - MetalografíaDocumento15 páginasPráctica 4. - MetalografíaStephanie VeraAún no hay calificaciones
- Tesis Soldadura FinalDocumento59 páginasTesis Soldadura FinalRonal Calsina AlvarezAún no hay calificaciones
- Curso END Basico IPENDocumento84 páginasCurso END Basico IPENSamir Morales CadilloAún no hay calificaciones
- Taller #3. Diseño Mecanico 2 - Control de Calidad Juntas SoldadasDocumento16 páginasTaller #3. Diseño Mecanico 2 - Control de Calidad Juntas SoldadasJUAN CARLOS MALDONADO MORENO100% (1)
- Tema 1 PPT Soldadura Por Hierro FundidoDocumento19 páginasTema 1 PPT Soldadura Por Hierro FundidoNESTOR JHAMIL BOLIVAR HILARIOAún no hay calificaciones
- Guia 1. Metalografia-AluminioDocumento4 páginasGuia 1. Metalografia-AluminioYinethAún no hay calificaciones
- Tesis Miguel Peralta METALICAS PDFDocumento150 páginasTesis Miguel Peralta METALICAS PDFJose David GomezAún no hay calificaciones
- Corrosión en Uniones SoldadasDocumento5 páginasCorrosión en Uniones SoldadasJose Rafael López FarreraAún no hay calificaciones
- Informe N°4 - Ensayo de MetalografiaDocumento11 páginasInforme N°4 - Ensayo de Metalografiaenrique AlcarrazAún no hay calificaciones
- PFC Aina Isabel Orell RegisDocumento138 páginasPFC Aina Isabel Orell RegisDiego Fabian Ruiz VacaflorAún no hay calificaciones
- Acabados de SuperfieDocumento61 páginasAcabados de SuperfieJose Luis Ramirez CortesAún no hay calificaciones
- P1.ensayos No Destuctivos (Líquidos Penetrantes)Documento16 páginasP1.ensayos No Destuctivos (Líquidos Penetrantes)Diana HernandezAún no hay calificaciones
- Acabados Superficiales Normas SimbologiaDocumento15 páginasAcabados Superficiales Normas SimbologiamaximoscarAún no hay calificaciones
- Integridad Mecanica ASSA PDFDocumento54 páginasIntegridad Mecanica ASSA PDFYeison Andres Castro Sanchez100% (1)
- Acabados SuperficialesDocumento15 páginasAcabados SuperficialesAlexander CalderonAún no hay calificaciones
- Informe Estudio de Cantera y Fuente de AguaDocumento13 páginasInforme Estudio de Cantera y Fuente de AguaGaby Chunque OcañaAún no hay calificaciones
- DesgasteDocumento8 páginasDesgastezen264Aún no hay calificaciones
- R.Estrada 4Documento2 páginasR.Estrada 4AlexisAún no hay calificaciones
- Defectos y Control de Calidad de La Soldadura - Parte 4Documento20 páginasDefectos y Control de Calidad de La Soldadura - Parte 4Jesus Alvarez BravoAún no hay calificaciones
- Proceso SDocumento25 páginasProceso SMario Cesar Quispe CallapiñaAún no hay calificaciones
- Practica 2 Ceramicas AvanzadosDocumento14 páginasPractica 2 Ceramicas AvanzadosEriick SoloorzanoAún no hay calificaciones
- Capitulo 1 TerologíaDocumento42 páginasCapitulo 1 TerologíaPakirry Iglesias50% (2)
- Laboratorio Virtual 1Documento6 páginasLaboratorio Virtual 1Juan Alvarez OsoroAún no hay calificaciones
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoDocumento57 páginas2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroAún no hay calificaciones
- Astm B 633-98 EspDocumento8 páginasAstm B 633-98 EspBeto HurtadoAún no hay calificaciones
- Examen Parcial de Ensayos No Destructivos-Ibazeta Villarreal Kioshi JoelDocumento7 páginasExamen Parcial de Ensayos No Destructivos-Ibazeta Villarreal Kioshi JoelJoel Ibazeta VillarrealAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento10 páginasPlan de Trabajo Del EstudianteCinthia ricalesAún no hay calificaciones
- Friccion, Desgaste y AdhesionDocumento19 páginasFriccion, Desgaste y AdhesionJuan Miguel Piedra VilchezAún no hay calificaciones
- Taller 2 - Preparacion Metalografica PDFDocumento5 páginasTaller 2 - Preparacion Metalografica PDFSheyla Villa CantilloAún no hay calificaciones
- LABORATORIO 2 de Soldadura 2Documento14 páginasLABORATORIO 2 de Soldadura 2Fabio CárdenasAún no hay calificaciones
- Nte - Inen - 1178-1 Recubriento ElectroliticoDocumento12 páginasNte - Inen - 1178-1 Recubriento ElectroliticoRUDY ROMARIO BAGUI QUINTEROAún no hay calificaciones
- Exposición Sobre Los Diversos Procesos de PlatinadoDocumento12 páginasExposición Sobre Los Diversos Procesos de PlatinadoIsrael Valadez VegaAún no hay calificaciones
- Informe 2 - Desbaste, Pulido, Ataque y Observ-Metalográfica (Andres Navarro)Documento14 páginasInforme 2 - Desbaste, Pulido, Ataque y Observ-Metalográfica (Andres Navarro)ANDRES JOHAN NAVARRO AGUILARAún no hay calificaciones
- Soldadura en Estructuras MetlicasDocumento10 páginasSoldadura en Estructuras MetlicasHernan HdgAún no hay calificaciones
- Informe MetalografiaDocumento18 páginasInforme MetalografiaCarlos Arias100% (2)
- Planeamiento 2Documento15 páginasPlaneamiento 2pablomarc80-652979Aún no hay calificaciones
- Planeamiento Con Imagenes1Documento18 páginasPlaneamiento Con Imagenes1pablomarc80-652979Aún no hay calificaciones
- Planeamiento de La Produccion 4Documento27 páginasPlaneamiento de La Produccion 4pablomarc80-652979Aún no hay calificaciones
- Calidad MBA - 2020-CLASE1 20200730 - Modo de CompatibilidadDocumento80 páginasCalidad MBA - 2020-CLASE1 20200730 - Modo de Compatibilidadpablomarc80-652979Aún no hay calificaciones
- Calidad: Alfredo Sarmiento Alejandro Cantú 2020Documento41 páginasCalidad: Alfredo Sarmiento Alejandro Cantú 2020pablomarc80-652979Aún no hay calificaciones
- Calidad MBA - 2020-CLASE 6 - Modo de CompatibilidadDocumento126 páginasCalidad MBA - 2020-CLASE 6 - Modo de Compatibilidadpablomarc80-652979Aún no hay calificaciones
- Calidad MBA - 2020-CLASE 5 - Modo de CompatibilidadDocumento70 páginasCalidad MBA - 2020-CLASE 5 - Modo de Compatibilidadpablomarc80-652979Aún no hay calificaciones
- Calidad MBA - 2020-CLASE 2 20200813Documento105 páginasCalidad MBA - 2020-CLASE 2 20200813pablomarc80-652979Aún no hay calificaciones
- Calidad MBA - 2020-CLASE 3 - Modo de CompatibilidadDocumento136 páginasCalidad MBA - 2020-CLASE 3 - Modo de Compatibilidadpablomarc80-652979Aún no hay calificaciones
- Tabla - Instalacion - Tuberias-Pead PDFDocumento7 páginasTabla - Instalacion - Tuberias-Pead PDFedsonAún no hay calificaciones
- HSD Aceite de Neem 70% PDFDocumento4 páginasHSD Aceite de Neem 70% PDFseguridad parquesAún no hay calificaciones
- Liska Santos PDFDocumento138 páginasLiska Santos PDFdaysi huancaAún no hay calificaciones
- Grúa PorticaDocumento11 páginasGrúa PorticaAURISTELA ALCIVAR GILERAún no hay calificaciones
- Convenio Oficinas Despachos ValenciaDocumento15 páginasConvenio Oficinas Despachos ValenciaEdisón DesigAún no hay calificaciones
- Colegio Tecnologico Digitales Comerciales TDC (Recuperado Automáticamente)Documento12 páginasColegio Tecnologico Digitales Comerciales TDC (Recuperado Automáticamente)cris rojasAún no hay calificaciones
- Tarea 7 - FGN-205 - MANUEL VOLQUEZDocumento7 páginasTarea 7 - FGN-205 - MANUEL VOLQUEZNay Jey DssAún no hay calificaciones
- Filosofía de Albert CamusDocumento5 páginasFilosofía de Albert CamusEddy Ruiz100% (1)
- Taller ProbabilidadDocumento39 páginasTaller ProbabilidadAdolfo Castellar gomez75% (4)
- Suscripción Digital - Todas Las Noticias de Colombia en Un Lugar - EL ESPECTADORDocumento2 páginasSuscripción Digital - Todas Las Noticias de Colombia en Un Lugar - EL ESPECTADORalfonsoAún no hay calificaciones
- Vencimiento de Contrato: 30/11/2022 Período de Facturación: 01/2022 Fecha de Emisión: 26/01/2022 Vencimiento de Pago: 10/02/2022Documento1 páginaVencimiento de Contrato: 30/11/2022 Período de Facturación: 01/2022 Fecha de Emisión: 26/01/2022 Vencimiento de Pago: 10/02/2022Jesús Guillermo Mestas DiazAún no hay calificaciones
- LA MODERNIDAD Habermas PDFDocumento8 páginasLA MODERNIDAD Habermas PDFOlga Córdova AránguizAún no hay calificaciones
- Tlatelolco 2Documento30 páginasTlatelolco 2Diego PadillaAún no hay calificaciones
- Mecanismos 6 2020Documento40 páginasMecanismos 6 2020Ricardo SandovalAún no hay calificaciones
- Presentacion Politica Imparcialidad, Independencial y Confidencialidad Rev. 03-2019Documento14 páginasPresentacion Politica Imparcialidad, Independencial y Confidencialidad Rev. 03-2019orlandinniAún no hay calificaciones
- Cap III - Vocacion y Mision de Los LaicosDocumento12 páginasCap III - Vocacion y Mision de Los LaicosPedro Nolasco AstorgaAún no hay calificaciones
- Analisis Foda-1Documento4 páginasAnalisis Foda-1Lizbeth Morales VelazquezAún no hay calificaciones
- Etapa Ejecución y Seguimiento de ProyectosDocumento38 páginasEtapa Ejecución y Seguimiento de ProyectosAntonellaAún no hay calificaciones
- Jhon Roger Relaciones Amor Matrimonio y EspirituDocumento238 páginasJhon Roger Relaciones Amor Matrimonio y Espirituleat2199Aún no hay calificaciones
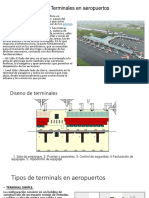
- Terminales en AeropuertosDocumento6 páginasTerminales en AeropuertosMagda Sarai DiazAún no hay calificaciones
- Evidencias Autocad 2DDocumento5 páginasEvidencias Autocad 2DDiego Rafa MartinezAún no hay calificaciones
- Material Ferretero2Documento3 páginasMaterial Ferretero2selvamejiaAún no hay calificaciones
- 6° S42 Cuadernillo de Actividades - Profa. KempisDocumento10 páginas6° S42 Cuadernillo de Actividades - Profa. KempisliloystichAún no hay calificaciones
- Informe Del Laboratorio de HidráulicaDocumento5 páginasInforme Del Laboratorio de HidráulicaBernys AlvarezAún no hay calificaciones
- T21 EXP 10 - 5 AÑOS PlanificacionDocumento19 páginasT21 EXP 10 - 5 AÑOS PlanificacionANAB GARUAún no hay calificaciones
- Clase 01 - Fallas - Componentes SimétricasDocumento43 páginasClase 01 - Fallas - Componentes SimétricasJesus Gabriel Altuna DiazAún no hay calificaciones
- Primer Parcial: Actividades ExtraDocumento7 páginasPrimer Parcial: Actividades ExtraJosue LMAún no hay calificaciones
- 5-Regata Juegos DeportesDocumento118 páginas5-Regata Juegos DeportesCristinaAún no hay calificaciones
- Ejercicio Gestión Del Mantenimiento.Documento2 páginasEjercicio Gestión Del Mantenimiento.Kareen ArayaAún no hay calificaciones
- Diseño CurricularDocumento3 páginasDiseño CurricularLucero CastilloAún no hay calificaciones
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (203)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Había una vez el átomo: O cómo los científicos imaginan lo invisibleDe EverandHabía una vez el átomo: O cómo los científicos imaginan lo invisibleCalificación: 5 de 5 estrellas5/5 (3)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Neurociencia en la escuela: Guía amigable (sin bla bla) para entender cómo funciona el cerebro durante el aprendizajeDe EverandNeurociencia en la escuela: Guía amigable (sin bla bla) para entender cómo funciona el cerebro durante el aprendizajeCalificación: 5 de 5 estrellas5/5 (5)
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- SNC - Soporte neurocrítico: De la urgencia a la terapia intensivaDe EverandSNC - Soporte neurocrítico: De la urgencia a la terapia intensivaAún no hay calificaciones
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Cerebro y silencio: Las claves de la creatividad y la serenidadDe EverandCerebro y silencio: Las claves de la creatividad y la serenidadCalificación: 5 de 5 estrellas5/5 (2)
- Cerebros rotos: Pacientes asombrosos que me enseñaron a vivirDe EverandCerebros rotos: Pacientes asombrosos que me enseñaron a vivirCalificación: 5 de 5 estrellas5/5 (3)