También podría gustarte
- Generalidades y Propiedades Fundamentales Del Cromado DuroDocumento9 páginasGeneralidades y Propiedades Fundamentales Del Cromado DuroRoger Fiel Vega ToscanoAún no hay calificaciones
- 17 Catálogo Tubería de Cobre TermomecánicaDocumento8 páginas17 Catálogo Tubería de Cobre TermomecánicaDario de SantiagoAún no hay calificaciones
- FT 02 003 Aisi Sae 8620Documento5 páginasFT 02 003 Aisi Sae 8620jairo rolando salamanca cardenasAún no hay calificaciones
- Rúbrica s-8 DGPDocumento3 páginasRúbrica s-8 DGPLeo McAún no hay calificaciones
- Presentacion Cim 2018 Termotratado en LineaDocumento45 páginasPresentacion Cim 2018 Termotratado en LineaJulio FortizAún no hay calificaciones
- Aleaciones Importantes: Aleaciones P.Fisicas Y Quimicas Caracteristicas Reticula Defectos AplicacionesDocumento1 páginaAleaciones Importantes: Aleaciones P.Fisicas Y Quimicas Caracteristicas Reticula Defectos AplicacionesMunguia Jaime GaelAún no hay calificaciones
- Curso Refractario Cemento e PDFDocumento83 páginasCurso Refractario Cemento e PDFHector041267% (3)
- ACERO 4140 (Temple)Documento7 páginasACERO 4140 (Temple)grimtwinAún no hay calificaciones
- Instituto Tecnologico de ApizacoDocumento18 páginasInstituto Tecnologico de ApizacoTutorials MartinezAún no hay calificaciones
- Pozos Termicos y Problemas Asociados A Pozos Termicos Final PDFDocumento41 páginasPozos Termicos y Problemas Asociados A Pozos Termicos Final PDFCarlos Orley Gil AmayaAún no hay calificaciones
- Aspectos Ambientales - Colanta ExcelDocumento2 páginasAspectos Ambientales - Colanta ExcelMartinez MiladyAún no hay calificaciones
- Diseño de Pes - Placa - AlambreDocumento29 páginasDiseño de Pes - Placa - AlambreDaniel Luis Solano100% (1)
- Aisi Sae 1518Documento4 páginasAisi Sae 1518Temo CruzAún no hay calificaciones
- Fabricacion de Alambre de CobreDocumento10 páginasFabricacion de Alambre de Cobrecristian ezequiel HerreraAún no hay calificaciones
- 420 Aceros FortunaDocumento3 páginas420 Aceros FortunaRicardo_CHES1986Aún no hay calificaciones
- ThyssenKrupp Aceros para CementaciónDocumento2 páginasThyssenKrupp Aceros para CementaciónRolando CastilloAún no hay calificaciones
- 2367Documento2 páginas2367Rolando CastilloAún no hay calificaciones
- Fabricacion de Alambre de CobreDocumento10 páginasFabricacion de Alambre de Cobremarlingyayi100% (1)
- TRATAMIENTOS TERMICOS - TEORIA - PasarDocumento80 páginasTRATAMIENTOS TERMICOS - TEORIA - PasarING. MEC CASIANO INCABUENO ROQUEAún no hay calificaciones
- 4.2 Procesos de Fundición de MetalesDocumento69 páginas4.2 Procesos de Fundición de MetalesJadira Figueroa SorianoAún no hay calificaciones
- Aceroa2 PDFDocumento2 páginasAceroa2 PDFGustavo OrozcoAún no hay calificaciones
- FX 4125 PDFDocumento2 páginasFX 4125 PDFGustavo OrozcoAún no hay calificaciones
- Reporte-Cubica Oficina de BasculaDocumento2 páginasReporte-Cubica Oficina de BasculaagmgutzAún no hay calificaciones
- DESPIECE Aquatherm-2022Documento81 páginasDESPIECE Aquatherm-2022Akiles VaesaAún no hay calificaciones
- Grupo N°6-Materiales de Construcción para Industrias de Procesos QuímicosDocumento31 páginasGrupo N°6-Materiales de Construcción para Industrias de Procesos Químicossharon paucar allpasAún no hay calificaciones
- CPC100-pruebas PrimariasDocumento2 páginasCPC100-pruebas PrimariasDeynar Odair Perez SantanderAún no hay calificaciones
- Examen Parcial de Materiales II JonatanDocumento3 páginasExamen Parcial de Materiales II Jonatanmaria huaman novilloAún no hay calificaciones
- Actividad 1. Identificación de La Empresa y Sus Procesos La Industria Cementera Holcim Colombia S.A - BoyacáDocumento8 páginasActividad 1. Identificación de La Empresa y Sus Procesos La Industria Cementera Holcim Colombia S.A - BoyacáJulian D. RabaAún no hay calificaciones
- Barra Perforada AISI SAE 1518Documento4 páginasBarra Perforada AISI SAE 1518alvarodiazmorenoAún no hay calificaciones
- Acero Inox 304Documento3 páginasAcero Inox 304Miguel JuarezAún no hay calificaciones
- Aceros y FlejeDocumento5 páginasAceros y FlejeJoseAntonioHernándezAutorinoAún no hay calificaciones
- Tema 14 - Aceros de Baja Aleacion Resistentes Al CreepDocumento98 páginasTema 14 - Aceros de Baja Aleacion Resistentes Al CreepBacoAún no hay calificaciones
- Compañía Siderúrgica Huachipato - Laminados en FríoDocumento2 páginasCompañía Siderúrgica Huachipato - Laminados en FríodsfsfsdfssAún no hay calificaciones
- Ejemplo Operaciones UnitariasDocumento7 páginasEjemplo Operaciones UnitariasAlan Jhovani Martinez DiazAún no hay calificaciones
- 2344Documento2 páginas2344Rolando CastilloAún no hay calificaciones
- Deteccion de Fallas en Transformadores Por Analisis de AceiteDocumento109 páginasDeteccion de Fallas en Transformadores Por Analisis de AceiteCristian Stuardo GaticaAún no hay calificaciones
- Ceramic ADocumento262 páginasCeramic AingrossAún no hay calificaciones
- Aceron 4 - H13Documento1 páginaAceron 4 - H13Alirio RodriguezAún no hay calificaciones
- 2343Documento2 páginas2343Rolando CastilloAún no hay calificaciones
- Conform A DoDocumento3 páginasConform A DoLaura GamboaAún no hay calificaciones
- Instrucciones de Trabajo 1 RevisadaDocumento1 páginaInstrucciones de Trabajo 1 RevisadaYuridia MartinezAún no hay calificaciones
- Manta de CalentamientoDocumento1 páginaManta de Calentamientojohnnyl02Aún no hay calificaciones
- Proyecto: Cedi SDocumento16 páginasProyecto: Cedi SMarco Del PinoAún no hay calificaciones
- MD-100701 Evap. RefrigeracionDocumento16 páginasMD-100701 Evap. RefrigeracionRigoberto de la CruzAún no hay calificaciones
- Desarrollo de Acero para Herramientas D2 para Piezas Coladas Por Gravedad en Molde de ArenaDocumento24 páginasDesarrollo de Acero para Herramientas D2 para Piezas Coladas Por Gravedad en Molde de ArenaLaboratorio CalidadAún no hay calificaciones
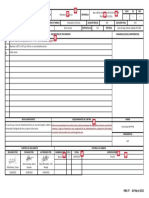
- 1 Diagnostico.: Formato Recomendación Técnica Gerencia Refinería Barrancabermeja GRB Gerencia Técnica GteDocumento3 páginas1 Diagnostico.: Formato Recomendación Técnica Gerencia Refinería Barrancabermeja GRB Gerencia Técnica GteÀngel RodriguezAún no hay calificaciones
- Servicios AuxiliaresDocumento59 páginasServicios AuxiliaresNatalia ReynosoAún no hay calificaciones
- Proceso - de - Fabricacion-Resortes de AmortiguadorDocumento3 páginasProceso - de - Fabricacion-Resortes de AmortiguadorEdgar Ricardo Ortega PinedaAún no hay calificaciones
- Prensa Hidráulica.: 3.4 Cálculo de La ColumnaDocumento8 páginasPrensa Hidráulica.: 3.4 Cálculo de La Columnacarlos villanueva romanAún no hay calificaciones
- Unidad I. Introduccion A La Ingenieria de GasDocumento44 páginasUnidad I. Introduccion A La Ingenieria de GasJumar RojasAún no hay calificaciones
- Tipos de AceitesDocumento12 páginasTipos de Aceitesluis ushcaAún no hay calificaciones
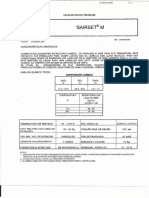
- Ficha Tecnica Sair SetDocumento1 páginaFicha Tecnica Sair SetJJ GOLE PRECIOS UNITARIOSAún no hay calificaciones
- Ficha Tecnica de Las LaminasDocumento23 páginasFicha Tecnica de Las LaminasMrv RamirezzAún no hay calificaciones
- Plantilla Par Rotura de CilindrosDocumento3 páginasPlantilla Par Rotura de CilindrosWara VelasquezAún no hay calificaciones
- Thyssen Aceros y Servicios S.A.: Thyrodur 2510 ®Documento2 páginasThyssen Aceros y Servicios S.A.: Thyrodur 2510 ®Rolando CastilloAún no hay calificaciones
- Introducción a la dinámica computacional de fluidos (CFD) en Ingeniería Química.De EverandIntroducción a la dinámica computacional de fluidos (CFD) en Ingeniería Química.Aún no hay calificaciones
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Resultados - Discusiones y ConclusionesDocumento21 páginasResultados - Discusiones y ConclusionesBrayand Colonia MarquinaAún no hay calificaciones
- Embutido de MetalesDocumento9 páginasEmbutido de MetalesMIGUELTRX100% (1)
- Embutición ProfundaDocumento3 páginasEmbutición ProfundaBrayand Colonia MarquinaAún no hay calificaciones
- Embutición ProfundaDocumento7 páginasEmbutición ProfundaBrayand Colonia MarquinaAún no hay calificaciones
- Parcial Confo 2Documento2 páginasParcial Confo 2Brayand Colonia MarquinaAún no hay calificaciones
- Ejercicios FlorDocumento5 páginasEjercicios FlorBrayand Colonia MarquinaAún no hay calificaciones
- Comunicado Ratificacion 2022Documento1 páginaComunicado Ratificacion 2022Brayand Colonia MarquinaAún no hay calificaciones
- Titanio y Sus AleacionesDocumento19 páginasTitanio y Sus AleacionesBrayand Colonia MarquinaAún no hay calificaciones
- IMchcalcDocumento112 páginasIMchcalcBrayand Colonia MarquinaAún no hay calificaciones
- Expo TT-reunionDocumento1 páginaExpo TT-reunionBrayand Colonia MarquinaAún no hay calificaciones
- TugstenoDocumento17 páginasTugstenoBrayand Colonia MarquinaAún no hay calificaciones
- Tierras RarasDocumento16 páginasTierras RarasBrayand Colonia MarquinaAún no hay calificaciones
- Tamaño de GranoDocumento6 páginasTamaño de GranoJoaqƱin Gallardo MoralesAún no hay calificaciones
- 3 PBDocumento8 páginas3 PBATm SergioAún no hay calificaciones
- URANIODocumento16 páginasURANIOBrayand Colonia MarquinaAún no hay calificaciones
- Metales Usados en SemiconductoresquedaDocumento19 páginasMetales Usados en SemiconductoresquedaBrayand Colonia MarquinaAún no hay calificaciones
- Documento 13Documento2 páginasDocumento 13Brayand Colonia MarquinaAún no hay calificaciones
- ELECTRORRECUBRIMIENTOSDocumento15 páginasELECTRORRECUBRIMIENTOSBrayand Colonia MarquinaAún no hay calificaciones
- Metales Usados en SemiconductoresquedaDocumento19 páginasMetales Usados en SemiconductoresquedaBrayand Colonia MarquinaAún no hay calificaciones
- LitioDocumento23 páginasLitioBrayand Colonia MarquinaAún no hay calificaciones
- PRO-00099 Perforacion Diamantina RotopercusivaDocumento20 páginasPRO-00099 Perforacion Diamantina RotopercusivaBrayand Colonia MarquinaAún no hay calificaciones
- URANIODocumento16 páginasURANIOBrayand Colonia MarquinaAún no hay calificaciones
- Cuestionario de Investigación #12Documento5 páginasCuestionario de Investigación #12Brayand Colonia MarquinaAún no hay calificaciones
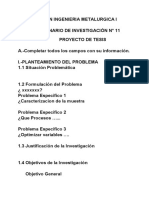
- Cuestionario de Investigación #11Documento4 páginasCuestionario de Investigación #11Brayand Colonia MarquinaAún no hay calificaciones
- Cuestionario de Investigación #12Documento2 páginasCuestionario de Investigación #12Brayand Colonia MarquinaAún no hay calificaciones
- Cuestionario de Investigación #11Documento5 páginasCuestionario de Investigación #11Brayand Colonia MarquinaAún no hay calificaciones
- Cuestionario de Investigación #12Documento2 páginasCuestionario de Investigación #12Brayand Colonia MarquinaAún no hay calificaciones
- Evaluación de La Lectura #10Documento2 páginasEvaluación de La Lectura #10Brayand Colonia MarquinaAún no hay calificaciones
- Evaluación de La Lectura #10Documento2 páginasEvaluación de La Lectura #10Brayand Colonia MarquinaAún no hay calificaciones
- DIAGRAMA Fe-CDocumento18 páginasDIAGRAMA Fe-CSebastian AlbornosAún no hay calificaciones
- Esquema de CircuitosDocumento7 páginasEsquema de CircuitosCesar Elias Valdivia Torres0% (1)
- Manual XT660Z 2008Documento97 páginasManual XT660Z 2008SteveAún no hay calificaciones
- Guía 2 LTAM - Temple y RevenidoDocumento4 páginasGuía 2 LTAM - Temple y RevenidoKevyn Figueroa PachecoAún no hay calificaciones
- Registro de Conversaciones Curso de Esmaltes - 14 y 15 de Agosto - Idearios Escuela de Alfarería - Argentina 2020-08-15 16 - 56Documento14 páginasRegistro de Conversaciones Curso de Esmaltes - 14 y 15 de Agosto - Idearios Escuela de Alfarería - Argentina 2020-08-15 16 - 56Josue LeivaAún no hay calificaciones
- 3.3 Definiciones - Residuos 20-20Documento13 páginas3.3 Definiciones - Residuos 20-20miri-256Aún no hay calificaciones
- FX 4125 PDFDocumento2 páginasFX 4125 PDFGustavo OrozcoAún no hay calificaciones
- Informe Final Materiales - Hormigon Con FibrasDocumento23 páginasInforme Final Materiales - Hormigon Con FibrasMartin FolkAún no hay calificaciones
- Presentación Unidad 4 MoldeoDocumento70 páginasPresentación Unidad 4 Moldeocope herreraAún no hay calificaciones
- Pilotes de MaderaDocumento10 páginasPilotes de MaderaAnonymous SKLRV0pTAún no hay calificaciones
- 402 Tamices MolecularesDocumento12 páginas402 Tamices MolecularesKevin Nibaldo Zamora MurilloAún no hay calificaciones
- MCL1740PSBB02 GuiaInstalacion CentroLavadoDocumento12 páginasMCL1740PSBB02 GuiaInstalacion CentroLavadoTorres Toledo JttAún no hay calificaciones
- Normas IRAM IncendioDocumento3 páginasNormas IRAM Incendiojoselo311083% (6)
- Hoja de Seguridad - Gelsil AS 150Documento2 páginasHoja de Seguridad - Gelsil AS 150Proyecto18 GeofuturoAún no hay calificaciones
- Acido Acetilsalisilico.Documento3 páginasAcido Acetilsalisilico.María Paula PedrazaAún no hay calificaciones
- Registro de Salidas Mensuales 2018Documento67 páginasRegistro de Salidas Mensuales 2018Franz Sanchez MiravalAún no hay calificaciones
- Tratamiento de Las Aguas Residuales en Las Operaciones de PerforaciónDocumento12 páginasTratamiento de Las Aguas Residuales en Las Operaciones de PerforaciónJavier Morales CaunaAún no hay calificaciones
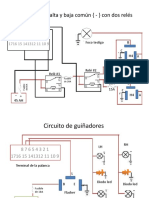
- Circuito de Luz Alta y Baja Común (JseDocumento8 páginasCircuito de Luz Alta y Baja Común (JseabrahamrojasAún no hay calificaciones
- Agroandina FLXCDocumento1 páginaAgroandina FLXCAlfredo OsorioAún no hay calificaciones
- FR610H (G) Datos TecnicosDocumento4 páginasFR610H (G) Datos Tecnicosroberto carlos ortizAún no hay calificaciones
- Indura 6013 PDFDocumento1 páginaIndura 6013 PDFSergioAlbertoContrerasOsorioAún no hay calificaciones
- Hoja de Cálculo Sin Título 1Documento94 páginasHoja de Cálculo Sin Título 1David DurandAún no hay calificaciones
- 017-28 de OctubreDocumento11 páginas017-28 de OctubreVladimir Ivan Quito GranadosAún no hay calificaciones
- Electrodeposicion de Zinc en Baño AlcalinoDocumento11 páginasElectrodeposicion de Zinc en Baño AlcalinoOmar Tovar JinesAún no hay calificaciones
- D3359-02 Med Con Cinta AdhesivaDocumento8 páginasD3359-02 Med Con Cinta AdhesivaNancy Nelson50% (2)
- Fichas Tecnica Conjunto Lavamanos Eco Cisa Oct 2021Documento2 páginasFichas Tecnica Conjunto Lavamanos Eco Cisa Oct 2021Mauricio EspinalAún no hay calificaciones
- 10 GarantiaDocumento5 páginas10 GarantiaBautista SanchezAún no hay calificaciones
- Pe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesDocumento9 páginasPe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesMarco VeraAún no hay calificaciones
- Asfalto en CalienteDocumento6 páginasAsfalto en CalienteHENRYAún no hay calificaciones
- Sector Calzado TDocumento47 páginasSector Calzado TJohana EnriquezAún no hay calificaciones