Documentos de Académico
Documentos de Profesional
Documentos de Cultura
TF-PCP 2 - IS7A - Grupo 3 - UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
Cargado por
Jimmy GarciaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
TF-PCP 2 - IS7A - Grupo 3 - UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
Cargado por
Jimmy GarciaCopyright:
Formatos disponibles
lOMoARcPSD|10485659
UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERIA INDUSTRIAL
CURSO:
PLANEAMIENTO Y CONTROL TACTICO
DE OPERACIONES
SECCION:
IS7A
EMPRESA:
CONSORCIO INGENIERÍA METÁLICA S.R.L.
TRABAJO:
TAREA ACADEMICA 3
DOCENTE:
AREVALO FLORES, SANDRA PATRICIA
INTEGRANTES:
Barboza Laguna, Diego U201918580
Cabrera Huarcaya, Marcia U201816069
Chavez Bacalla, Eileen Gianella U201812332
Huaringa Mamani, Jheison Ricardo U201919389
Quiñones Osorio, Andrea U20181e958
AÑO:
30 de septiembre del 2021
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
INDICE
1. INTRODUCCIÓN ....................................................................................................... 1
2. OBJETIVOS................................................................................................................... 2
2.1. OBJETIVO GENERAL ............................................................................................ 2
2.2. OBJETIVOS ESPECIFICOS ................................................................................... 2
3. PRESENTACIÓN DE LA EMPRESA ............................................................................. 2
3.1. INFORMACIÓN DE LA EMPRESA ......................................................................... 2
3.1.1. MISIÓN DE LA EMPRESA .............................................................................. 3
3.1.2. VISIÓN ............................................................................................................ 3
3.1.3. VALORES ........................................................................................................ 3
3.1.4. UBICACIÓN DE LA EMPRESA ....................................................................... 3
3.1.5. RUBRO............................................................................................................ 4
3.1.6. INGRESOS ...................................................................................................... 4
3.1.7. PRODUCTOS QUE OFRECE LA EMPRESA .................................................. 4
............................................................................................................................................. 5
4. DIAGNOSTICO DE LA SITUACIÓN ACTUAL................................................................... 5
4.1. ANALISIS DEL MERCADO Y EL ENTORNO ......................................................... 5
4.1.1. SEPTEG .......................................................................................................... 5
4.1.2. FUERZAS DE PORTER..................................................................................... 11
4.1.3. SEGMETACIÓN ............................................................................................ 13
4.1.4. CANVAS BUSINESS MODEL ....................................................................... 13
4.2. IDENTIFICACIÓN DE LA ESTRATEGIA ACTUAL: CORPORATIVA VS DE
OPERACIONES .............................................................................................................. 17
4.2.1. ESTRATEGIA CORPORTATIVA ................................................................... 17
4.2.2. ESTRATEGIAS DE OPERACIONES ............................................................. 18
4.3. IDENTIFICACIÓN DEL PRODUCTO PATRON .................................................... 19
4.3.1. ANÁLISIS PRODUCTOS – CANTIDAD PQ ................................................... 21
4.3.2. ANÁLISIS DE INGRESOS ABC ..................................................................... 22
4.4. ANÁLISIS DEL PROCESO ....................................................................................... 24
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ii
4.4.1. SIPOC POR PRODUCTOS ........................................................................... 24
4.4.2. DIAGRAMA DE OPERACIONES (DOP) ........................................................ 26
4.4.3. DIAGRAMA DE RECORRIDO DE LOS PRODUCTOS DE LA EMPRESA .... 29
4.4.4. DIAGRAMAS DE ACTIVIDADES DE LA EMPRESA ..................................... 32
4.4.5. FLUJOGRAMAS ............................................................................................ 35
4.5. DETERMINACIÓN DE COSTOS OPERATIVOS .................................................. 38
4.6. IDENTIFICACIÓN Y FUNDAMENTACIÓN DEL PROBLEMA DE OPERACIONES .. 41
4.6.1. BRAINSTORMING ............................................................................................. 41
4.6.2. MATRIZ DE PRIORIZACIÓN ............................................................................. 41
4.6.3. 5 POR QUE’S .................................................................................................... 43
4.6.4. ISHIKAWA ......................................................................................................... 44
4.6.5. ARBOL DE PROBLEMAS .................................................................................. 45
4.6.6 PARETO ............................................................................................................. 46
4.7. DETERMINACIÓN DEL IMPACTO ECONÓMICO.................................................... 47
4.8. ARBOL DE OBJETIVOS .......................................................................................... 48
4.9. MEDICIÓN DE INDICADORES ACTUALES (LÍNEA BASE) ..................................... 48
4.9.1. EEFICIENCIA .................................................................................................... 48
4.9.2. EFICACIA .......................................................................................................... 50
4.9.3 EFECTIVIDAD .................................................................................................... 51
4.9.4. OEE ................................................................................................................... 51
4.10. CONCLUSIONES DEL DIAGNÓTISCO ................................................................. 53
5. IDENTIFICACIÓN DE LA DEMANDA ............................................................................. 54
5.1. Patrón de la demanda .............................................................................................. 54
5.2. Definir el modelo cuantitativo más adecuado para la demanda en estudio ............... 54
5.3 Definir la unidad de agregación más adecuada para pronosticarla ............................ 56
5.4. Realizar el Pronóstico más adecuado para un semestre .......................................... 68
6. PROPUESTA DE MEJORA ............................................................................................ 86
6.1 Programa de abastecimiento (MRP I) ................................................................... 90
7. ANALISIS DE PROPUESTA ......................................................................................... 102
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
iii
8. CONCLUSIONES................................................................................................... 120
9. RECOMENDACIONES .......................................................................................... 122
10. BIBLIOGRAFÍA: ..................................................................................................... 123
8. ANEXOS ...................................................................................................................... 125
ÍNDICE DE FIGURAS
Figura 1: Ubicación de la empresa ........................................................................................ 3
Figura 2: Productos principales ............................................................................................. 5
Figura 3:Conflictos Socioambientales, distribución porcentual .............................................. 6
Figura 4: GASTO SOCIAL DEL GOBIERNO CENTRAL, 2002-2020 .................................... 7
Figura 5:EVOLUCIÓN DEL PRODUCTO BRUTO INTERNO; 1995-2020 ............................. 8
Figura 6:Puestos en los subcomponentes de capacidad de innovación .............................. 10
Figura 7:Modelo Canvas de la Empresa Consorcio Ingeniería Metálica S.R.L. ................... 16
Figura 8:FODA de la empresa Consorcio Ingeniería Metálica S.R.L. .................................. 17
Figura 9: Estrategia de producción e inventario .................................................................. 19
Figura 10: Gráfica PQ ......................................................................................................... 22
Figura 11: Gráfica ABC ....................................................................................................... 23
Figura 12: Características por tipo de proceso .................................................................... 24
Figura 13: SIPOC pernos hexagonales ............................................................................... 24
Figura 14: SIPOC Tuercas hexagonales ............................................................................. 25
Figura 15: SIPOC tornillo autoperf ...................................................................................... 25
Figura 16:DOP pernos hexagonales ................................................................................... 26
Figura 17: DOP - Tornillo auto perfecto ............................................................................... 27
Figura 18: DOP -Tuerca hexagonal..................................................................................... 28
Figura 19: DR – Perno Hexagonal ...................................................................................... 29
Figura 20: DR - Tuerca Hexagonal...................................................................................... 30
Figura 21: DR - Tornillo Autoperf......................................................................................... 31
Figura 22: DAP - Perno hexagonal...................................................................................... 32
Figura 23: DAP Tuerca Hexagonal...................................................................................... 33
Figura 24: DAP - Tornillo ..................................................................................................... 34
Figura 25: Flujograma - Perno hexagonal ........................................................................... 35
Figura 26: Flujograma – Tornillo auto perforante................................................................. 36
Figura 27: Flujograma Tuerca Hexagonal ........................................................................... 37
Figura 28: Brainstorming ..................................................................................................... 41
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
iv
Figura 29: Diagrama de Ishikawa de Falta de Mantenimiento ............................................. 44
Figura 30: Diagrama de Ishikawa de Deformación del tocho .. ¡Error! Marcador no definido.
Figura 31: Diagrama de Pareto ........................................................................................... 46
Figura 32: Árbol de Objetivos .............................................................................................. 48
Figura 33: Grafica serie de tiempo del 2018 al 2019 del Perno Hexagonal¡Error! Marcador
no definido.
Figura 34: grafica serie de tiempo del 2018 al 2019 de la Tuerca hexagonal ............... ¡Error!
Marcador no definido.
Figura 35: grafica serie de tiempo del 2018 al 2019 del Tornillo autoperforante ........... ¡Error!
Marcador no definido.
Figura 36: Ventas(Ŷ) vs Ŷ del Perno hexagonal, método Holt ¡Error! Marcador no definido.
Figura 37: Ventas(Ŷ) vs Ŷ del Perno hexagonal, método Winter¡Error! Marcador no
definido.
Figura 38: Ventas(Ŷ) vs Ŷ del Tuerca hexagonal, método Holt¡Error! Marcador no definido.
Figura 39: Ventas(Ŷ) vs Ŷ del Tuerca hexagonal, método Winter¡Error! Marcador no
definido.
Figura 40: Ventas(Ŷ) vs Ŷ del Perno Autoperforante, método Winter¡Error! Marcador no
definido.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ÍNDICE DE TABLAS
Tabla 1: Listado de productos ofrecidos ................................................................................ 4
Tabla 2: Conflictos Socioambientales, según actividad ......................................................... 6
Tabla 3:EMPRESAS MANUFACTURERAS, SEGÚN REGIÓN ............................................ 7
Tabla 4:EMPRESAS MANUFACTURERAS, SEGÚN ACTIVIDAD ECONÓMICA ................. 8
Tabla 5: Volumen promedio de residuos por Área .............................................................. 11
Tabla 6: Prioridades competitivas ....................................................................................... 18
Tabla 7:Productos con mayor demanda .............................................................................. 20
Tabla 8:Agrupación por secuencia de trabajo ..................................................................... 20
Tabla 9: Productos con mayor demanda y producción establecidas de acuerdo con el número
de cajas y en kg respectivamente. ...................................................................................... 20
Tabla 10: Productos con mayor demanda y producción agrupadas por secuencia y ordenadas
por demanda ....................................................................................................................... 21
Tabla 11: Cantidad de producción de cada uno de los productos ....................................... 22
Tabla 12:Productos con mayor demanda e ingresos con sus precios ................................. 23
Tabla 13: Ingreso de cada uno de los productos ................................................................. 23
Tabla 14: Costo de mano de obra directa mensual por área ............................................... 38
Tabla 15: Costos de materiales por productos .................................................................... 38
Tabla 16: Costos de Mano obra indirecta ............................................................................ 39
Tabla 17: Gastos en servicios ............................................................................................. 39
Tabla 18: Costo mensual de la empresa ............................................................................. 40
Tabla 19: Nivel de ocurrencia.............................................................................................. 41
Tabla 20: Calificación .......................................................................................................... 42
Tabla 21: Matriz de priorización .......................................................................................... 42
Tabla 22: Problemas en la producción ................................................................................ 46
Tabla 23: Costo por reproceso ............................................................................................ 47
Tabla 24: Determinación de los costos por reproceso ......................................................... 47
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
vi
Tabla 25: Producción en kilogramos de los productos ........... ¡Error! Marcador no definido.
Tabla 26: Datos de ventas de la empresa del 2018 al 2019 ... ¡Error! Marcador no definido.
Tabla 27: Coeficiente de autocorrelación del Perno Hexagonal¡Error! Marcador no
definido.
Tabla 28: Coeficiente de autocorrelación del Tuerca Hexagonal¡Error! Marcador no
definido.
Tabla 29: Coeficiente de autocorrelación del Perno Autoperforante¡Error! Marcador no
definido.
Tabla 30: Método Holt: Pernos Hexagonales ......................... ¡Error! Marcador no definido.
Tabla 31: Intervalo del pronóstico Perno Hexagonal, método Holt¡Error! Marcador no
definido.
Tabla 32: Método Winter: Pernos Hexagonales ..................... ¡Error! Marcador no definido.
Tabla 33: Intervalo del pronóstico Perno Hexagonal, método Winter¡Error! Marcador no
definido.
Tabla 34: Método Holt: Tuercas Hexagonales........................ ¡Error! Marcador no definido.
Tabla 35: Intervalo del pronóstico Tuerca Hexagonal, método Holt¡Error! Marcador no
definido.
Tabla 36: Método Winter: Tuercas Hexagonales .................... ¡Error! Marcador no definido.
Tabla 37: Intervalo del pronóstico Tuerca Hexagonal, método Winter¡Error! Marcador no
definido.
Tabla 38: Método Holt: Pernos Autoperforantes ..................... ¡Error! Marcador no definido.
Tabla 39: Intervalo del pronóstico del Perno Autoperforante, método Holt¡Error! Marcador
no definido.
Tabla 40: Ventas(Ŷ) vs Ŷ del Perno Autoperforante, método Holt¡Error! Marcador no
definido.
Tabla 41: Método Winter: Pernos Autoperforantes ................. ¡Error! Marcador no definido.
Tabla 42: Intervalo del pronóstico del Perno Autoperforante, método Winter ............... ¡Error!
Marcador no definido.
Tabla 43: Cálculo de los errores DAM, EPAM y ECM ............ ¡Error! Marcador no definido.
Tabla 44: Intervalos de confianza de los pronósticos ............. ¡Error! Marcador no definido.
Tabla 45: El mejor pronóstico para el Perno Hexagonal ......... ¡Error! Marcador no definido.
Tabla 46: Pronostico del Perno Hexagonal luego de la penalización¡Error! Marcador no
definido.
Tabla 47: El mejor pronóstico para la Tuerca Hexagonal ....... ¡Error! Marcador no definido.
Tabla 48: Pronóstico de la Tuerca Hexagonal luego de la penalización¡Error! Marcador no
definido.
Tabla 49: El mejor pronóstico para el Perno Autoperforante .. ¡Error! Marcador no definido.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
vii
Tabla 50: Pronóstico de la Perno Autoperforante luego de la penalización¡Error! Marcador
no definido.
Tabla 51: Demanda total en Kg para los tres productos ......... ¡Error! Marcador no definido.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
1. INTRODUCCIÓN
Este trabajo tiene como finalidad mejorar el planeamiento de operaciones de la empresa
"Consorcio Ingeniería Metálica S.R.L.", puesto que es un problema que está afectando
sustancialmente a esta, por ese motivo se analizara cuáles son los problemas más frecuentes
que tiene la empresa a través de la fabricación de sus diferentes productos, entre ellos están
los estandarizados que se fabrican bajo normas establecidas y los no estandarizados que se
fabrican con las especificaciones de los diferentes cliente o muestras establecidas. Entre los
productos estándares están los tipos de pernos tuercas, espárragos, arandelas, varillas
roscadas, tornillos, remaches, abrazaderas, pasadores, entre otros.
Además, se analizarán cuáles son los productos que mayor ingreso le generan a la empresa
de tal manera que se puedan mejorar los procesos con las herramientas estudiadas en el
curso, para así poder solucionar los diferentes problemas que tenga la empresa.
Para lograr la correcta identificación se analizará los datos en el mercado y el entorno, luego
las estrategias corporativas y operacional. Además, se seleccionarán los 3 productos patrón
a través del diagrama “PQ” y “ABC”. Después, se analizarán los 3 productos patrón
seleccionados en los a través de los diferentes diagramas ya mencionados, a través del
SIPOC, DOP, DAP, DR y Diagramas de Flujo. Finalmente se determinarán los costos
operativos de la empresa.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
2. OBJETIVOS
2.1. OBJETIVO GENERAL
Identificar cuáles son los productos que mayor ingreso le generan a la empresa "Consorcio
Ingeniería Metálica S.R.L." de tal manera que se puedan mejorar los procesos.
2.2. OBJETIVOS ESPECIFICOS
• Analizar los productos que mayor ingreso le generan a la empresa a través de los
diagramas “PQ” Y “ABC”
• Evaluar los productos que mayor ingreso le generan a la empresa a través de los
diagramas empresa a través de las herramientas SIPOC, DOP, DAP, DR y Diagramas
de Flujo.
• Determinar las estrategias corporativas y operacional de la empresa
• Analizar los costos operativos de la empresa
• Evaluar el mercado y el entorno donde existe mayor c competencia
3. PRESENTACIÓN DE LA EMPRESA
3.1. INFORMACIÓN DE LA EMPRESA
"Consorcio Ingeniería Metálica S.R.L." es una empresa viene como una nueva alternativa,
imbuida de las actuales tendencias de calidad total, de tal manera que rescate lo mejor de la
empresa peruana de laboriosidad y creatividad, teniendo el apoyo de un grupo de ejecutivos
y técnicos que tiene más de 25 años de experiencia, estando siempre en permanente mejora
de los procesos de los diferentes productos que se fabrica que son pernos, tuercas, entre
otros productos que ofrecen, evidenciando en su en trayectoria calidad, garantía y eficiencia,
logrando así contar con las confianza de importantes empresas líderes en su medio.
Esta empresa es netamente metalmecánica, en el cual emplea un alto porcentaje de acero
como materia prima, transformándolos a una infinidad de productos, entre ellos están los
estandarizados que se fabrican bajo normas establecidas y los no estandarizados que se
fabrican con las especificaciones de los diferentes cliente o muestras establecidas. Entre los
productos estándares están los tipos de pernos tuercas, espárragos, arandelas, varillas
roscadas, tornillos, remaches, abrazaderas, pasadores, entre otros.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
3.1.1. MISIÓN DE LA EMPRESA
“Atender a la industria, en sus líneas de fabricación y servicio con altos estándares de calidad
y seguridad. Al mismo tiempo, manteniéndose alertas de los cambios de la tecnología para
así lograr una constante optimización de procesos y poder encontrarse a la altura de la
demanda pedida de los clientes”
3.1.2. VISIÓN
“Ser líder en la industria metalmecánica de productos estándares como pernos tuercas,
espárragos, arandelas, varillas roscadas, tornillos, remaches, otorgando productos de gran
calidad logrando así ser reconocidos por su amplio catálogo de productos”
3.1.3. VALORES
• Calidad
• Compromiso
• Disciplina
• Puntualidad
• Esfuerzo
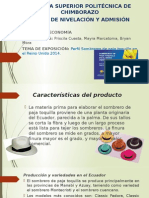
3.1.4. UBICACIÓN DE LA EMPRESA
Dirección: Alt. Escuela de Suboficiales de la Policía, Casa Huerta San Pedro, Mz. I Lote. 15
Asoc. de Viv, Puente Piedra 15121
Departamento: Lima, Perú
Figura 1: Ubicación de la empresa
Nota: Elaboración propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
3.1.5. RUBRO
Es una empresa del rubro metalmecánica que se encarga de la fabricación de productos
estándares como pernos tuercas, espárragos, arandelas, varillas roscadas, tornillos,
remaches en otros productos más.
3.1.6. INGRESOS
Esta empresa basa sus ingresos en los productos más importantes que fabrica que son perno
hexagonal, tornillo autoperforante y tuerca hexagonal. Los pedidos se hacen dos maneras
que los estandarizados que se fabrican bajo normas establecidas y los no estandarizados
que se fabrican con las especificaciones de los diferentes cliente o muestras establecidas.
Entre los productos estándares están los tipos de pernos tuercas, espárragos, arandelas,
varillas roscadas, tornillos, remaches, abrazaderas, pasadores, entre otros. Pero, se enfocan
en los 3 productos que son los principales para los ingresos.
3.1.7. PRODUCTOS QUE OFRECE LA EMPRESA
Tabla 1: Listado de productos ofrecidos
PRODUCTOS
Arandela plana galv. en caliente de 3/4"
Arandela de presion galv. Caliente de 3/4"
Perno hexagonal grado 2 UNC galv en
caliente de 3/4" x5"
Tor. Autoperf c/pan framing Phillips p/broca
zincado 3/16" x2
Tuerca hexagonal grado 2 UNC galv. En
caliente de 3/4"
Varillas roscadas ASTM A-36 zincado 1/4" x
400 mm
Nota: Elaboración propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Figura 2: Productos principales
Nota: Elaboración propia
4. DIAGNOSTICO DE LA SITUACIÓN ACTUAL
Nuestra empresa "Consorcio Ingeniería Metálica S.R.L." está enfocada en la fabricación de
una gran variedad de pernos, tuercas, espárragos, varillas roscadas, remaches, tornillos,
pasadores, abrazadores, etc.
El curso del despacho empieza desde el momento en que un cliente genera una solicitud a
la empresa, a través del jefe de ventas, una reunión para concretar el pedido. Con la finalidad
de brindar las características que debe poseer el producto, acorde a la necesidad del cliente.
Una vez procesado el pedido, el jefe de ventas envía al área de diseño que realicen una
muestra del producto. Una vez finiquitado, se le hace mención al cliente si requiere alguna
modificación adicional al producto ya elaborado. Teniendo el visto bueno del cliente, se
procede establecer las características finales del producto.
Posteriormente, esta pasa al área de producción y pasa a un control de calidad del producto
ya terminado, para luego parar en el almacén de PT. Luego de concluido el proceso, se
comunica al cliente que su pedido está listo y este programa la fecha de recojo.
4.1. ANALISIS DEL MERCADO Y EL ENTORNO
4.1.1. SEPTEG
Analizaremos el entorno de la empresa, con información de diversas fuentes bibliográficas,
para esto estudiaremos. Las fuerzas culturales, sociales y demográficas, las fuerzas
financieras y económicas, las fuerzas legales y políticas, las fuerzas tecnológicas, las fuerzas
ambientales y ecológicas. La comprensión de todo el entorno ayuda a identificar las
amenazas que afronta y aborda la empresa, teniendo como fin gestionar y aminorar el
impacto, también ubicaremos aquellas oportunidades que facilitaran la evolución de la
empresa, de manera que se aprovechen para el mejoramiento de la relación coste-beneficio.
a. Las fuerzas sociales, culturales y demográficas
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Una de las más importantes fuerzas que condicionan el desarrollo continuo de una industria,
se presentan los conflictos sociales, que evidencian el vínculo del territorio con la política que
se ejerce en los sectores, el Perú posee el 64.8% de los conflictos sociales en la gran Minería
y el 5.5% son ocasionados por otros sectores. La industria metal mecánica se encuentra en
el sector manufacturero y genera menos del 5.5% de los conflictos sociales presentes en este
año 2021, con estos índices no muestra una tendencia clara a ser detenida.
Conflictos Socioambientales, según actividad
Tabla 2: Conflictos Socioambientales, según actividad
Nota: Elaboración propia
Además, el informe obtenido por el Instituto Nacional e Estadística e Informática (INEI) en el
Figura 3:Conflictos Socioambientales, distribución porcentual
año del bicentenario (2021), nos muestra la inversión de recursos del gobierno en políticas
sociales. En el año 2019 muestra que el gasto publico social represento un 11.1% del PBI,
mientras que en el año 2002 fue de 10.0%. En el 2020, la
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
pandemia genero decisiones importantes sobre el gasto público y el gasto social, en
particular, se elevó a unos 14.6% del PBI en total.
Figura 4: GASTO SOCIAL DEL GOBIERNO CENTRAL, 2002-2020
Nota: Ministerio de Economía y Finanzas.
Tabla 3:EMPRESAS MANUFACTURERAS, SEGÚN REGIÓN
Nota: Instituto Nacional de Estadística e Informática - Directorio Central de Empresas
y Establecimientos.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
b. Fuerzas Económicas
Teniendo el último informe técnico del Instituto Nacional de Estadística e Informática (INEI
2021). Tomando el periodo 1995-2019, la economía peruana se caracterizó por poseer una
estabilidad, su desempeño mostro un comportamiento ascendente.
El periodo muestra que el PBI a precios corrientes paso de 120.3 miles de millones de soles
el año 1995 a 762.5 miles de millones de soles en el año 2019, en síntesis, incremento en 5.9
veces. No obstante, en el año 2020, decreció a 706 miles de millones de soles, afectado
principalmente por las medidas adoptadas para lidiar la pandemia de la COVID-19.
Figura 5:EVOLUCIÓN DEL PRODUCTO BRUTO INTERNO; 1995-2020
Nota: Instituto Nacional de Estadística e Informática
Estructura empresarial por actividad económica
Tomando referencia la estructura empresarial del sector manufacturero, se encontraron las
nueve actividades específicas en la actividad manufacturera. El año 2014, el 31.95% de las
empresas manufactureras se dedicaron a la industria textil y de cuero, el 17.06% a la industria
de alimentos y bebidas, el 15.40% a la industria de madera y muebles y finalmente el 15.21%
a la fabricación de productos metálicos. Estas 4 actividades forman el 76.92% del total del
sector. Tabla 4:EMPRESAS MANUFACTURERAS, SEGÚN ACTIVIDAD ECONÓMICA
Nota: Instituto Nacional de Estadística e Informática
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Las empresas de producción minerales no metálicos subieron en 5.19% respecto al año
anterior, la industria de alimentos y bebidas incremento en 5.03% y finalmente la industria de
madera y muebles en 4.66%.
c. Fuerzas Políticas y Legales
El informe de Ranking de Competitividad Mundial 2021, tiene como objetivo medir la
capacidad de los países de producir prosperidad a su respectiva nación haciendo uso de
todos sus recursos que cuenta, se pudo observar que en esta etapa el Perú cae en puntaje
general de 54.9 a 45.4 (en una escala de 0 a 100 puntos) al puesto 58 de 64 países,
descendiendo 6 puestos con respecto al año anterior. No obstante, nuestro nivel de
desempeño en los factores de infraestructura básica, tecnológica y científica, lo cual evidencia
la capacidad limitada que posee el Perú.
Por otro lado, el Perú cuenta con varios convenios mundiales en el cual se puede exportar e
importar cualquier producto. Según el reporte de la Gerencia Central de Estudios Económicos
del Banco Central de Reserva (BCR), el año 2019 la producción de los sectores metálicos,
maquinarias y equipo creció un 2.5%. No obstante, desde febrero de este año empezó su
caída, de enero a julio, concentro una caída del 33.4%, respecto al periodo anterior.
Además, se suma la competencia desleal que existe por parte de empresas asiáticas que
penetran al país con precios subvencionados, debido a que en el Perú no hay una
reglamentación, como en otros países de la región, que fomente a obtener un porcentaje de
participación a empresas locales.
En conclusión, la mano de obra peruana se ve mermada, estos factores influyen en el sector
metalmecánico que genera un empleo directo e indirecto y asimismo es un gran motor para
la producción de materia prima de las industrias básicas como quirúrgica, soldadura, etc.
d. Fuerzas Tecnológicas
En este mundo hay un consenso sobre la importancia de investigación y desarrollo como
catapulta para progresos significativos en materia de ciencia, tecnología e innovación, los
cuales, generan el desempeño económico de las naciones.
Tenemos el eje capacidad de innovación se califica la investigación y desarrollo concretado
por las instituciones públicas y organizaciones privadas. También, los subcomponentes
buscan ubicar el alcance que puede tener el promover la colaboración, la conectividad y la
confrontación de diferentes puntos de vistas, así como el estado de los mecanismos para
poder transformar las ideas y la evidencia en innovación de productos y servicios. El entorno
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
10
habilitador para la innovación entre el sector público, el privado y la academia posee una
pieza clave en el avance hacia una mayor eficiencia y alcance de los servicios bienes públicos
y privados.
Figura 6:Puestos en los subcomponentes de capacidad de innovación
Nota: WEF, Elaboración: ComexPerú.
“Que las ideas no se queden en el papel”
El Perú obtiene le puesto 90 en el ranking mundial, al descender una posición con respecto
al año anterior. En términos generales tiene un puntaje menor al promedio en el pilar (32.7,
frente a un 34.4 para la región). Esta caída frente a sus similares resulta más clara al ver la
evolución que tienen los países vecinos pertenecientes a la Alianza del Pacífico, México, Chile
y Colombia poseen un puntaje por encima del promedio de Capacidad de innovación con
posiciones de 52,53 y 77, respectivamente.
e. Fuerzas Ecológicas y Ambientales
La industria metalmecánica produce residuos sólidos en la planta deben poseer un promedio
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
11
mensual que no debe exceder:
Tabla 5: Volumen promedio de residuos por Área
Volumen Ingeniería
Áreas
Residuos Solidos (Promedio Metálica Peligrosidad
Operativas
Mes) S.R.L.
Almacén materia Variado por ser
Chatarrería, materiales en desuso 50 kg No peligroso
prima piezas grandes
Viruta, tiras de láminas metálicas o
Cortado 150 kg 120 kg No peligroso
rollos de tuberías.
Viruta y pedazos gruesos de metal,
Troquelado 50 kg 30 kg No peligroso
denominada tapas
Esmerilado Polvo metálico y rebabas metálicas 5kg 2 kg No peligroso
Decapado Lodo con contenido metálico 30 kg 15 kg No peligroso
50
Pintado Latas de pintura, material residual 80 unidades No peligroso
unidades
Secado No genera residuos sólidos --- --- ---
Armado y
Papel y plástico de embalaje 300 kg 200 kg No peligroso
etiquetado
Trapos, waypes, rebabas metálicas,
Mantenimiento
piezas metálicas 210 kg 220 kg Peligroso
mecánico
y polvo metálico.
Piezas metálicas, papel, cartones y/o
Mantenimiento
plástico, materiales 100 kg 60 kg No peligroso
eléctrico
de embalaje
Administración Residuos domésticos 25 kg 10 kg No peligroso
Servicios
Residuos domésticos 45 kg 30 kg No peligroso
Auxiliares
Nota: Elaboración propia.
Con esto podemos observar que la empresa en temas generales sus áreas no representan
una industria que contribuye de manera directa a la contaminación del medio ambiente.
4.1.2. FUERZAS DE PORTER
a. Poder de negociación del cliente
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
12
Consorcio Ingeniería Metálica S.R.L. ofrece sus productos a varios microempresarios
peruanos, en el presente cuenta con 26 clientes que son fieles a la empresa, estos poseen
muchas necesidades que son satisfechas con los 3 principales productos de la empresa
perno hexagonal, tuerca hexagonal y perno autoperforante.
Las microempresas siempre quedan satisfechas con el producto debido a que la empresa
ofrece productos de alta calidad y a precios competitivos, que es lo que siempre buscan los
clientes y siempre vuelven a requerir de los servicios de la empresa.
b. Poder de negociación del proveedor
Consorcio Ingeniería Metálica S.R.L. tiene como proveedores principales a las empresas
INDUPESA S.A.C, A&A Inoxidables S.A.C, ACEROS COMERCIALES S.C.R.L., los que
proporcionan la materia prima para que se puedan elaborar las bases de los pernos y tuercas
como productos principales. Sin embargo, entre otras de las empresas que también pueden
suministrar materiales se encuentran CIPESA S.A.C, ACEROS DEL NORTE CHICLAYO
S.A.C, PERNOS AJUSTE PRECIO S.A.C y GRUMEN PERÚ SA.C. Por lo que se menciona
se puede asegurar que el poder para la negociación es alto.
c. Amenaza de nuevos competidores
La industria metalmecánica es una de las más grandes en el Perú y lima es una de las
ciudades que las concentra en mayor medida, es por ello que la empresa debe estar
preparada para enfrentarse a los nuevos competidores y mantener una estabilidad.
Consorcio Ingeniería Metálica S.R.L. brinda a cada uno de sus clientes productos de calidad
y adaptados a las necesidades de cada uno ellos, todo a precios con un porcentaje menor a
los que se poseen en el mercado para mantener contentos a sus clientes.
d. Amenaza de productos o servicios sustitutos
La empresa ofrece dos tipos de pernos autoperforantes, una elaborada de AISI 304 y otra
con AISI 316, que es un material que se consigue a bajo precio, lo que puede llamar la
atención de los clientes. No obstante, este material no posee suficiente Resistencia y tiene
un desgate rápido en los meses.
e. Rivalidad entre los competidores existentes
Existen gran cantidad de otras empresas de este mismo rubro que compiten en el mercado,
a la vez también existen fabricantes informales que evitan los impuestos y no cumples con
los reglamentos laborales. Esto fomenta que el precio de los competidores informales sea
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
13
mucho menor a las empresas que trabajan formalmente.
4.1.3. SEGMETACIÓN
La segmentación ayuda al mercado a definir el público objetivo y como se deben guiar las
estrategias para obtener la mejor comercialización. Para poder segmentar el mercado se
debe tener como prioridad las necesidades que pasan en estos momentos nuestros
consumidores. Este análisis nos permite obtener una mejor integración del producto al
mercado, dedicar los esfuerzos a los consumidores más fáciles de satisfacer y el producto
lograra una ventaja que los posiciona ante los demás.
➢ Geográfico
La segmentación geográfica hace mención del espacio físico en el que se desarrolla la
empresa, "Consorcio Ingeniería Metálica S.R.L." se desarrolla en el Perú, pero principalmente
en Lima.
➢ Demográfico
La variedad de productos "Consorcio Ingeniería Metálica S.R.L." están dirigidos a empresas
constructoras, que necesitan como base el soporte de la estructura a construir.
➢ Psicográfico
Los productos de "Consorcio Ingeniería Metálica S.R.L." están dirigidos a todo tipo de
construcciones comercial, residencial e industrial.
➢ De comportamiento
La segmentación por comportamiento se centra en las características de comportamiento de
compra, la variedad de productos con los que cuenta "Consorcio Ingeniería Metálica S.R.L."
tiene un mercado objetivo que busca un producto de calidad uniforme y precios por debajo
del mercado con pilares de innovación, diseño, calidad, entre otros.
4.1.4. CANVAS BUSINESS MODEL
El Canvas Business es un instrumento que nos permite ubicar los aspectos claves de un
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
14
negocio y como se encuentran relacionados con su entorno. También, nos facilita tener una
notable infraestructura, tener una visión de los clientes y la situación financiera que está
pasando la empresa, con el fin de distinguir aquellas deficiencias que no se pudieron ver con
un análisis general del sistema.
a) Socios claves
La empresa con el objetivo de entregar productos de calidad a los clientes posee una buena
relación con los proveedores materia prima como las que se encargan de suministrar el
mineral del hierro, aluminio y carbón y entre otros, esto se debe a su pago adelantado con
garantía de llegada del producto.
b) Actividades claves
Una de las actividades claves de la empresa se encuentra el control de calidad de los
productos antes de llegar a los clientes, recopilar las tendencias del mercado y siempre
generar nuevos modelos innovadores, estar a la vanguardia y poseer una actividad constante
de comunicación con los clientes, poseer una óptima gestión con sus proveedores y captar
las necesidades que tengan los clientes cuando sean necesarias.
c) Recursos claves
"Consorcio Ingeniería Metálica S.R.L." es una empresa que tiene como aspecto clave la mano
de obra y de los diseñadores para la elaboración de las matrices para poder obtener productos
estandarizados que son fabricados bajo normas establecidas, y los que no son
estandarizados son fabricados bajo especificación del cliente.
d) Propuesta de valor
La empresa mantiene la lealtad y fidelidad de sus clientes debido a que provee productos de
una alta calidad que resuelven las necesidades específicas que tiene el cliente, para que
atienda la carencia que cuenta con el producto entregado.
e) Relación con el cliente
Con los canales que cuenta la empresa y la propuesta de valor establecida, se torna firme la
fidelidad del cliente con una asesoría personalizada, además de contar con una garantía de
años por tipo y cantidad de productos que presenten algún defecto.
f) Canales
La empresa posee 3 canales de atención en sus productos: la primera es dirigiéndose a la
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
15
página de la empresa y solicitar una cotización, la segunda es dirigirse a la dirección de la
empresa y proporcionar una muestra de lo requerido y por último generar una orden de
productos que ya se encuentran vendiendo en la empresa y solicitar la compra teniendo en
cuenta el stock de la empresa.
g) Segmentos de cliente
Para la empresa "Consorcio Ingeniería Metálica S.R.L." el mercado esta focalizado a aquellas
empresas que estén dedicados al rubro de construcción para una venta por lotes y de manera
minorista a microempresas que puedan distribuir los productos elaborados.
h) Estructura de costos
Los costos que se registran en la empresa están principalmente la mano de obra de los
trabajadores, los gastos de mantenimiento de las maquinarias, las compras de las materia
prima e insumos necesarios para la fabricación y los gastos fijos de infraestructura que
incluyen el pago por el local y los servicios públicos.
i) Fuentes de Ingresos
El mayor porcentaje de ingresos pertenecen a la venta de sus activos que provienen de la
venta de sus productos insignia por su costo beneficio abrazaderas y soportaría antisísmico.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
16
Figura 7:Modelo Canvas de la Empresa Consorcio Ingeniería Metálica S.R.L.
Nota: Elaboración propia.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
17
4.2. IDENTIFICACIÓN DE LA ESTRATEGIA ACTUAL: CORPORATIVA VS DE
OPERACIONES
4.2.1. ESTRATEGIA CORPORTATIVA
La empresa Consorcio Ingeniería Metálica S.R.L. tiene alto reconocimiento en el rubro de la
metálica, esto debido a la venta de sus productos con cumplimiento de altos estándares como
flexibilidad, puntualidad y calidad. Es por ello, que la empresa centra su estrategia corporativa
en el buen trato con el cliente y en la mejora del reconocimiento nacional.
Para el desarrollo de la estrategia corporativa se considera necesario hacer uso de la
herramienta FODA, que tiene el objetivo de identificar Fortalezas, Oportunidades, Debilidades
y Amenazas. A continuación, se mostrará el análisis FODA.
Figura 8:FODA de la empresa Consorcio Ingeniería Metálica S.R.L.
FORTALEZAS OPORTUNIDADES
* Producto de alta calidad. * Crecimiento de volumen de ventas.
* Proceso en constante renovación * Establecer nombre de marca a nivel
tecnológica. internacional.
* Atención al cliente. * Capacitación constante.
* Innovación constante. * Mercado industrial en expansión.
* Procesos administrativos con
constante renovación en busca de la
mejora continua.
* Variedad de productos.
* Personal altamente capacitado.
FODA
DEBILIDADES AMENAZAS
* Infraestructura limitada. * Variación de los precios de la materia
* Problemas en el área de Marketing. prima
* Mejorar comunicación interna de la * Competencia desleal
empresa. * Variación de preferencia por parte del
* Trabajos de altos riesgos. consumidor
* Alto ingreso de competidores al
negocio del metal
Nota: Elaboración propia.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
18
4.2.2. ESTRATEGIAS DE OPERACIONES
❖ Incremento del volumen de ventas de los productos
• Inclusión de herramientas para lograr una reducción de fallas en producción
• Lograr mejorar la eficiencia en la producción
• Comunicación directa y asertiva con los clientes con el objetivo de satisfacer sus
requerimientos
• Brindar conocimientos a los clientes sobre los productos de fabricación
• Mejorar en el control de calidad en la fabricación de productos
❖ Expansión de la marca de la empresa a nivel internacional
• Buscar expandir la red de alianzas de empresas con el objetivo de entrar a mercados
diferentes
• Implantar planes de marketing con el objetivo de poder llegar a todos lados
❖ Aumentar el porcentaje del volumen de producción sin descuidar una correcta gestión
de inventarios
• Contar con equipos actualizados para el aumento de producción diaria
• Contar con un plan preventivo en caso de fallas de máquinas
Como prioridades competitivas se tiene la flexibilidad, calidad y puntualidad.
Prioridades competitivas
Tabla 6: Prioridades competitivas
En cuanto a la flexibilidad los requerimientos de nuestros productos
Flexibilidad ya están normalizados, de igual forma se busca adaptarse a las
necesidades del cliente mediante la rapidez de entrega de pedidos.
La puntualidad, es fundamental para la empresa cumplir con las
Puntualidad fechas exactas de entregas, es uno de los factores principales de la
buena reputación de la empresa.
En lo que respecta a la calidad, los productos de la empresa Consorcio
Ingeniería Metálica S.R.L. cuentan con las exigencias del mercado,
Calidad adicionalmente se busca estar en constante actualización de los
procesos de fabricación con el fin de seguir entregando productos de
buena calidad.
Nota: Elaboración propia
• ESTRATEGIA DE PRODUCCIÓN E INVENTARIOS
La estrategia de procesos se encuentra relacionada a la producción e inventario presente en
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
19
la empresa, nos muestra como determinar la manera de producir un producto en base a sus
fortalezas competitivas. Según Krakewski (2008), hay tres tipos de estrategias de procesos:
• Estrategia de fabricación por pedido (MTO)
• Estrategia de fabricación de ensamble por pedido (ATO)
• Estrategia de fabricación para mantener en inventario (MTS)
La empresa Consorcio Ingeniería Metálica S.R.L. mantiene su producción con un alto
volumen de producción, ya que fabrica sus productos de manera estándar teniendo en cuenta
el modelo, el tamaño, el material, la cantidad, entre otras especificaciones del producto para
obtener una base de estandarización. Por lo tanto, se deduce que la influencia del cliente es
mínima. Además, se utilizan poca variedad de insumos para obtener una gran cantidad de
productos finales. Por dichas características, se determina que la empresa en estudio
mantiene una estrategia de fabricación (MTS) y un proceso del tipo planta procesadora.
Figura 9: Estrategia de producción e inventario
Nota: Libro krajewski (2008)
4.3. IDENTIFICACIÓN DEL PRODUCTO PATRON
Consorcio Ingeniería Metálica S.R.L es una empresa netamente metalmecánica, la cual tiene
un alto porcentaje se utiliza el acero como materia prima, transformándolos a una infinidad de
productos, unos estandarizados que son fabricados bajo normas establecidas, y también
existen los no estandarizados. Estos son fabricados bajo especificación del cliente o con
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
20
alguna muestra. Entre la gama de productos que tiene la empresa están productos
estándares, donde están los tipos de pernos tuercas, espárragos, arandelas, varillas
roscadas, tornillos, remaches, abrazaderas, pasadores, entre otros y los no estandarizados
que se fabrican con las especificaciones de los diferentes cliente o muestras establecidas
A continuación, se mostrarán los productos más demandados de la empresa:
Tabla 7:Productos con mayor demanda
PRODUCTOS CON MAYOR DEMANDA
Arandela plana galv. en caliente de 3/4"
Arandela de presion galv. Caliente de 3/4"
Perno hexagonal grado 2 UNC galv en caliente de 3/4" x5"
Tor. Autoperf c/pan framing Phillips p/broca zincado 3/16"
x2
Tuerca hexagonal grado 2 UNC galv. En caliente de 3/4"
Varillas roscadas ASTM A-36 zincado 1/4" x 400 mm
Nota: Elaboración propia.
Además, se mostrará la secuencia, demanda, precio, unidad de venta y peso de los productos
con mayor demanda.
Tabla 8:Agrupación por secuencia de trabajo
Nota: Elaboración propia
En la siguiente tabla, se puede observar la demanda y producción establecidas de acuerdo
con el número de cajas y en kg respectivamente.
Tabla 9: Productos con mayor demanda y producción establecidas de acuerdo con el número de cajas y en kg
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
21
respectivamente.
Nota: Elaboración propia
4.3.1. ANÁLISIS PRODUCTOS – CANTIDAD PQ
En primer lugar, aplicamos el análisis PQ, tomando los cinco productos que fabrica la
empresa, para luego elegir los tres productos más importantes.
Para poder realizar mejor los cálculos, se agrupo por secuencia y se ordena la demanda.
Tabla 10: Productos con mayor demanda y producción agrupadas por secuencia y ordenadas por demanda
Nota: Elaboración propia.
Finalmente, se realiza el gráfico “PQ”
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
22
Tabla 11: Cantidad de producción de cada uno de los productos
Nota: Elaboración propia.
Figura 10: Gráfica PQ
GRÁFICO P-Q
100000 90000 100.00%
94.81%
PRODUCCIÓN (KG)
80000 80.00%
60000 60.00%
40000 40.00%
20000 2890 1800 433.5 235.04 20.00%
0 3.04% 1.90% 0.46% 0.25% 0.00%
Tornillo Autoperf. Perno hexagonal Varillas roscadas Arandela plana Tuerca Hexagonal
galv. / Arandela
de presión
PRODUCTOS
PRODUCCIÓN % de Producción
Nota: Elaboración propia.
4.3.2. ANÁLISIS DE INGRESOS ABC
Luego, de analizar el grafico “PQ”, se observa que se tiene que priorizar los procesos del
tornillo autroperf. Y perno hexagonal, ya que se encuentra en la zona “M”. Lo que significa
que las áreas de producción del producto “Tornillo autoperf.” Y “Perno hexagonal” deberían
estar cercanas y al mismo tiempo cerca a la salida de tal manera que se pueda minimizar la
distancia recorrida entre estos.
ANÁLISIS DE INGRESOS – GRAFICO “ABC”
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
23
Tabla 12:Productos con mayor demanda e ingresos con sus precios
Nota: Elaboración propia.
Tabla 13: Ingreso de cada uno de los productos
Nota: Elaboración propia.
Figura 11: Gráfica ABC
Nota: Elaboración propia.
Análisis:
Luego de analizar el gráfico “PQ”, se puede observar en la gráfica que los productos que le
dan mayor ingreso a la empresa son “Perno hexagonal” y “Tuerca hexagonal”, puesto que los
dos juntos generan un ingreso de 47.18%, casi la mitad del ingreso total. Por ello, estos serían
los productos prioritarios en los que la empresa debería trabajar.
Conclusión:
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
24
Luego de analizar los dos gráficos tanto “PQ” como “ABC”, se llega a la concusión que los 3
productos patrón son perno hexagonal, tornillo autoperf y tuerca hexagonal. Puesto que, el
“Perno hexagonal” y “tuerca hexagonal” son los productos que generan los mayores ingresos
en la empresa de acuerdo con el grafico “ABC” y el producto “Tornillo autopref.” es el producto
más importante según el gráfico “PQ”. Lo que significa que las áreas de producción del
producto “Tornillo autopref.” deberían estar cercanas y al mismo tiempo cerca a la salida de
tal manera que se pueda minimizar la distancia recorrida entre estos.
4.4. ANÁLISIS DEL PROCESO
Figura 12: Características por tipo de proceso
Nota: Elaboración propia.
4.4.1. SIPOC POR PRODUCTOS
Se realizará este diagrama para los 3 productos principales con la finalidad de reconocer a
los Proveedores (Suppliers), Entradas (Inputs), Procesos (Process), Salidas (Outputs) y
Clientes (Customers). Cabe resaltar que, la empresa en análisis lleva un control minucioso
para la elección de sus proveedores, pues son ellos quienes le brindarán los recursos y la
calidad final del producto depende mucho de aquello.
Pernos hexagonales
Figura 13: SIPOC pernos hexagonales
Nota: Elaboración propia.
Tuercas hexagonales
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
25
Figura 14: SIPOC Tuercas hexagonales
Nota: Elaboración propia.
Tornillo autoperf.
Figura 15: SIPOC tornillo autoperf
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
26
4.4.2. DIAGRAMA DE OPERACIONES (DOP)
Se realiza el Diagrama de Operaciones del Proceso (DOP) para los tres productos patrones
con la finalidad de analizar la secuencia de todas las operaciones a realizar de estos
procesos.
Figura 16:DOP pernos hexagonales
Nota: Elaboración propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
27
Figura 17: DOP - Tornillo auto perfecto
Nota: Elaboración propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
28
Figura 18: DOP -Tuerca hexagonal
Nota: Elaboración propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
29
4.4.3. DIAGRAMA DE RECORRIDO DE LOS PRODUCTOS DE LA EMPRESA
DR-PERNO HEXAGONAL
Esto nos ayuda a representar la distribución de las estaciones de trabajo, máquinas, equipos, y en el cual se muestra la localización de las diversas actividades del
DAP y el recorrido del material.
Figura 19: DR – Perno Hexagonal
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
30
Nota: Elaboración propia
DR-TUERCA HEXAGONAL
Figura 20: DR - Tuerca Hexagonal
Nota: Elaboración propia.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
31
DR-TORNILLO
Figura 21: DR - Tornillo Autoperf.
Nota: Elaboración propia.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
32
4.4.4. DIAGRAMAS DE ACTIVIDADES DE LA EMPRESA
DAP PERNO HEXAGONAL:
Se realiza el Diagrama Analítico de Procesos (DAP) para los tres productos patrones para
representar gráficamente lo señalado en el DAP. Pero, en este diagrama se incluye los
almacenamientos que ocurren durante la ejecución de los procesos productivos y los
transportes a realizar.
Figura 22: DAP - Perno hexagonal
CURSOGRAMA ANALÍTICO MATERIAL
DIAGRAMA núm:1 Hoja num: 1 de 1 RESUMEN
Objeto: Perno hexagonal ACTIVIDAD ACTUAL PROPUESTA ECONOMÍA
Operación 07
Actividad: Proceso completo
Transporte 06
Espera 0
Método: ACTUAL
Inspección 01
Lugar: Empresa Ingeniería Metálica SRL Almacenamiento 02
Distancia (m)
Operario(s): Grupo3 Ficha num: 1
Tiempo (min)
Compuesto por: Grupo3 Fecha: 31/08/2020 Costo
Mano de obra
Aprobado por: A. Sandra Fecha: 31/08/2021 Material
T SIMBOLO
DESCRIPCIÓN C D (m)
(min)
Observaciones
1. Barras de acero en el almacén de MP. X
2. Hacia la zona de cortado X
3. Cortado de las barras . X Se retira la merma.
4. Hacia la zona de horneado. X
Entre 930 a 950 grados
5. Horneado. X
centígrados.
6. Hacia el área de forjado. X
7. Moldeado. X Se retira la merma.
8. Enfriado. X Hasta temperatura ambiente
9. Hacia la zona de torneado. X
10. Torneado. X Se separa la viruta residual.
11. Hacia la zona de roscado. X
12. Roscado. X Se separa la viruta residual.
13. Recubrimiento de petróleo. X
15. Hacia ela zona de PT. X
14. Verificación de calidad . X
16. Almacén de PT. X
Total 07 06 0 01 02 -
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
33
DAP TUERCA HEXAGONAL
Figura 23: DAP Tuerca Hexagonal
CURSOGRAMA ANALÍTICO MATERIAL
DIAGRAMA núm:12 Hoja num: 1 de 1 RESUMEN
Objeto: Tuerca hexagonal ACTIVIDAD ACTUAL PROPUESTA ECONOMÍA
Operación 07
Actividad: Proceso completo
Transporte 06
Espera 0
Método: ACTUAL
Inspección 01
Lugar: Empresa Ingeniería Metálica SRL Almacenamiento 02
Distancia (m)
Operario(s): Grupo3 Ficha num: 2
Tiempo (min)
Compuesto por: Grupo3 Fecha: 31/08/2020 Costo
Mano de obra
Aprobado por: A. Sandra Fecha: 31/08/2021 Material
T SIMBOLO
DESCRIPCIÓN C D (m)
(min)
Observaciones
1. Barras de acero en el almacén de MP. X
2. Hacia la zona de cortado X
3. Cortado de las barras . X Se retira la merma.
4. Hacia la zona de horneado. X
Entre 930 a 950 grados
5. Horneado. X
centígrados.
6. Hacia la zona de prensado. X
7. Moldeado. X
8. Hacia la zona de fresado. X
9. Fresado. X Se separa la viruta residual.
10. Hacia la zona de torneado. X
11. Biselado de tuercas. X Se retira la merma.
12. Moldeado de tuercas. X
14. Galvanizado. X En caliente o frío.
15. Hacia el área de PT. X
16. Verificación de calidad. X
17. Almacén de PT. X
Total 07 06 0 01 02 -
Nota: Elaboración Propia
DAP-TORNILLO
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
34
Figura 24: DAP - Tornillo
CURSOGRAMA ANALÍTICO MATERIAL
DIAGRAMA núm:3 Hoja num: 1 de 1 RESUMEN
Objeto: Tornillo autoperf. ACTIVIDAD ACTUAL PROPUESTA ECONOMÍA
Operación 04
Actividad: Proceso completo
Transporte 05
Espera 0
Método: ACTUAL
Inspección 01
Lugar: Empresa Ingeniería Metálica SRL Almacenamiento 02
Distancia (m)
Operario(s): Grupo3 Ficha num: 13
Tiempo (min)
Compuesto por: Grupo3 Fecha: 31/08/2020 Costo
Mano de obra
Aprobado por: A. Sandra Fecha: 31/08/2021 Material
T SIMBOLO
DESCRIPCIÓN C D (m)
(min)
Observaciones
1. Barras de acero en el almacén de MP. X
2. Hacia la zona de cortado de la prensa B1. X
3. Cortado de las barras . X Se retira la merma.
4. Hacia la zona de cortado de la prensa B2. X
5. Cortado de las barras . X Se retira la merma.
6. Hacia la zona de laminado. X
7. Laminado. X
6. Hacia la zona de recubrimiento. X
9. Recubrimiento. X
15. Hacia el área de PT. X
16. Verificación de calidad. X
17. Almacén de PT. X
Total 04 05 0 01 02 -
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
35
4.4.5. FLUJOGRAMAS
La representación gráfica del diagrama de flujo nos permite representar la secuencia de los
tres productos en la empresa indicando las actividades en un proceso. Para ello, muestra el
comienzo del proceso, en este caso la materia prima el acero, los puntos de decisión y el final
de este. La herramienta proporciona información de los materiales, las cantidades de paso y
la verificación de la calidad de los productos.
Figura 25: Flujograma - Perno hexagonal
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
36
Figura 26: Flujograma – Tornillo auto perforante
Nota: Elaboración Propia
Fuente: Elaboración propia.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
37
Figura 27: Flujograma Tuerca Hexagonal
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
38
4.5. DETERMINACIÓN DE COSTOS OPERATIVOS
• MANO DE OBRA DIRECTA
En la siguiente tabla, se puede apreciar el costo de mano de obra directa mensual por área
de la empresa “Consorcio Ingeniería Metálica S.R.L."
Tabla 14: Costo de mano de obra directa mensual por área
Nota: Elaboración Propia
• MATERIAL DIRECTO
Se presenta la siguiente tabla con los costos de los materiales que usan para realizar los
productos más importantes de la empresa que son perno hexagonal, tornillo autoperf y tuerca
hexagonal.
Tabla 15: Costos de materiales por productos
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
39
• MANO DE OBRA INDIRECTA
En la siguiente tabla, se puede observar los costos por mano de obra indirecta mensual de
los supervisores y secretaria.
Tabla 16: Costos de Mano obra indirecta
Nota: Elaboración Propia
• COSTOS INDIRECTOS ADICIONALES
Se presenta la siguiente tabla los gastos de servicios que requiere la empresa para que se
pueda realizar la correcta fabricación de los productos perno hexagonal, tornillo autoperf y
tuerca hexagonal.
Tabla 17: Gastos en servicios
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
40
• COSTO PROMEDIO MENSUAL
Tabla 18: Costo mensual de la empresa
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
41
4.6. IDENTIFICACIÓN Y FUNDAMENTACIÓN DEL PROBLEMA DE
OPERACIONES
4.6.1. BRAINSTORMING
La empresa Consorcio Ingeniería Metálica SRL, suele manejar muy bien la parte de
producción de su empresa. Pero, existen situaciones donde el desarrollo de los procesos
existe fallas que suelen generar una gran cantidad de retraso en la parte de la producción sus
diferentes productos. Para conocer la información de los problemas que puede tener la
empresa, se realizó un “Brainstorming” con el contacto de la empresa que tenemos, el cual
trabaja en el área de producción y nos ayudó en su gran mayoría.
Figura 28: Brainstorming
Nota: Elaboración Propia
4.6.2. MATRIZ DE PRIORIZACIÓN
Esta herramienta, será utilizada para poder determinar la definición del problema que se va a
tomar como el de mayor relevancia. Además, con esa herramienta se quiere conseguir
mejorar la calidad de todos los productos y de esta merma reducir la cantidad de fallas que
puede haber en el perno hexagonal, ya que generan los mayores ingresos a la empresa.
Puntaje de calificación utilizados en la matriz:
Tabla 19: Nivel de ocurrencia
Nivel de Significado
Ocurrencia
1 Pocas veces
2 Regular
3 A menudo
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
42
4 Siempre
Tabla 20: Calificación
Calificación Significado
1 Sin Relevancia
2 Leve
3 Moderado
4 Grave
5 Relevante
Nota: Elaboración propia
Tabla 21: Matriz de priorización
Nota: Elaboración propia
Análisis:
Luego de realizar la matriz de priorización respecto a los puntajes establecidos en las tablas
de ocurrencia y calificación, que al mismo tiempo los problemas salen del “Brainstorming”, se
determina que el problema más crítico es “Procedimiento inadecuado en el área de
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
43
fabricación del material de las piezas”, lo que significa que este puede ser el problema por el
cual se producen las deformaciones del material de las piezas.
4.6.3. 5 POR QUE’S
5 Por qué’s aplicada a la empresa Consorcio Ingeniería Metálica SRL
Nota: Elaboración Propia
Análisis:
En las imágenes se puede observar los 5 Por qué’s de la empresa, donde se cuestionan
porque existen los distintos problemas como defectos en los pernos, proceso de selección
inadecuado, etc. y de esta manera se lograría mejora ciertos puntos en la empresa Consorcio
Ingeniería Metálica SRL
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
44
4.6.4. ISHIKAWA
En el proceso de producción se encontraron problemas en cuanto a exceso de mermas,
deformación del tocho, materia prima fuera de especificación y falta de mantenimiento en
las máquinas. Esto nos permite ahondar en dos problemas específicos que se presentan a
continuación identificando las causas.
Figura 29: Diagrama de Ishikawa de Falta de Mantenimiento
Nota: Elaboración Propia
Nota: Elaboración Propia
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
45
4.6.5. ARBOL DE PROBLEMAS
La herramienta nos ayuda a identificar el problema central en el proceso productivo utilizando
la relación causa-efecto.
Árbol de problemas
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
46
4.6.6 PARETO
Los problemas que se presentan a continuación en la tabla nos indica la frecuencia de
ocurrencia en la empresa.
Tabla 22: Problemas en la producción
N° Problemas en la producción f F %h %H
Exceso de mermas en los
Problema 1 5000 5000 40.39% 40.39%
pernos
Exceso de mermas en las
Problema 2 3700 8700 29.89% 70.27%
tuercas
Deformación del tocho por
Problema 3 2580 11280 20.84% 91.11%
superar la T° limite
Materia prima fuera de
Problema 4 800 12080 6.46% 97.58%
especificación
Falta de Mantenimiento en las
Problema 5 200 12280 1.62% 99.19%
máquinas
Inadecuada calibración de los
Problema 6 equipos 100 12380 0.81% 100.00%
Total 12380
Figura 30: Diagrama de Pareto
Análisis
La grafica nos indica que el principal problema se encuentra en el exceso de mermas en los
pernos hexagonal dando un 40.39 % con respecto al total de problemas.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
47
4.7. DETERMINACIÓN DEL IMPACTO ECONÓMICO
El impacto económico se debe al reproceso que se generan en los tochos para los productos
de perno y tuercas hexagonales. El Consorcio Ingeniería Metálica S.R.L tiene como principal
problema el reproceso de los productos por las deformaciones que se producen en el tocho
para el año 2019.En los costos de reproceso consideramos la materia prima y los demás
insumos necesarios para la elaboración del perno hexagonal
Tabla 23: Costo por reproceso
Elementos asociados Costos de reproceso
Barra de acero S/ 3.50
Petroleo S/ 5.50
Mano de obra S/ 1.00
Electricidad y Agua S/ 0.50
Costo total S/ 10.50
Tabla 24: Determinación de los costos por reproceso en el año 2019
Productos Costos por Costos total por
Mes Ventas Mensuales
defectuosos reporceso reprocesar
Enero 14073 281 S/ 10.50 S/ 2,955.33
Febrero 14757 295 S/ 10.50 S/ 3,099.06
Marzo 14066 281 S/ 10.50 S/ 2,953.80
Abril 14858 297 S/ 10.50 S/ 3,120.28
Mayo 14431 289 S/ 10.50 S/ 3,030.43
Junio 14900 298 S/ 10.50 S/ 3,129.04
Julio 14643 293 S/ 10.50 S/ 3,075.08
Agosto 14486 290 S/ 10.50 S/ 3,042.03
Setiembre 14175 284 S/ 10.50 S/ 2,976.85
Octubre 14912 298 S/ 10.50 S/ 3,131.58
Noviembre 14181 284 S/ 10.50 S/ 2,978.01
Diciembre 14735 295 S/ 10.50 S/ 3,094.30
Total 3484.360562 S/ 10.50 S/ 36,585.79
Ingreso por año S/ 1,742,180.28
Impacto economico 2.10%
Se concluye que el impacto económico que sufre la empresa por el reproceso de los
productos defectuosos es de 2.10% con respecto al ingreso de ventas totales del perno
hexagonal.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
48
4.8. ARBOL DE OBJETIVOS
Figura 31: Árbol de Objetivos
Nota: Elaboración Propia
Análisis: En el árbol de objetivo, se quiere logar definir las soluciones al problema principal
que tiene la empresa Consorcio Metálica SRL, con el fin de poder observar cuáles serán las
soluciones a larga plazo de los posibles problemas que tiene la empresa en sus diferentes
procesos.
4.9. MEDICIÓN DE INDICADORES ACTUALES (LÍNEA BASE)
4.9.1. EEFICIENCIA
Este indicador permitirá medir la relación entre la cantidad de materia prima existente en la
producción total obtenida y la cantidad de materia prima que se ha empleado. Para la materia
prima empleada se tendrá en cuenta lo calculado en el ítem de costos operativos para cada
producto patrón. Cabe resaltar que, se trabajará todo en base a la unidad de agregación, el
cual es el kilogramo (kg). Según información de la empresa, las producciones mensuales de
cada producto son las siguientes:
A continuación, se calcula la eficiencia física, cuyo valor porcentual se determina con el peso
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
49
del producto final (Salida de material) entre el peso los insumos necesarios para la producción
de dicho producto (Entrada de material).
Tabla 25: Producción en kilogramos de los productos
A continuación, se calcula la eficiencia física, cuyo valor porcentual se determina con el peso
del producto final (Salida de material) entre el peso los insumos necesarios para la producción
de dicho producto (Entrada de material).
• Eficiencia de los pernos hexagonales
𝑆𝑎𝑙𝑖𝑑𝑎 ú𝑡𝑖𝑙 𝑑𝑒 𝑀. 𝑃
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑝𝑒𝑟𝑛𝑜𝑠) = ∗ 100%
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑑𝑒 𝑀. 𝑃
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑝𝑒𝑟𝑛𝑜𝑠)
2890 𝑘𝑔
=
9.126 𝑘𝑔 0.75 𝑘𝑔
350 𝑏𝑎𝑟𝑟𝑎𝑠 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′ ∗ + 180 𝑙𝑖𝑡𝑟𝑜 𝑑𝑒 𝑝𝑒𝑡𝑟ó𝑙𝑒𝑜 ∗ 1 𝑙𝑖𝑡𝑟𝑜 𝑑𝑒 𝑝𝑒𝑡𝑟ó𝑙𝑒𝑜
1 𝑏𝑎𝑟𝑟𝑎 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑝𝑒𝑟𝑛𝑜𝑠) = 0.8681 = 86.81%
Interpretación: Para la fabricación del perno hexagonal se está utilizando un 86.81% del 100
% de materia prima que ingresa al proceso.
• Eficiencia de los tornillos
𝑆𝑎𝑙𝑖𝑑𝑎 ú𝑡𝑖𝑙 𝑑𝑒 𝑀. 𝑃
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝑠) = ∗ 100%
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑑𝑒 𝑀. 𝑃
90000 𝑘𝑔
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝑠) =
9.126 𝑘𝑔
10200 𝑏𝑎𝑟𝑟𝑎𝑠 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′ ∗
1 𝑏𝑎𝑟𝑟𝑎 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝑠) = 0.9669 = 96.69 %
Interpretación: Para la fabricación del tornillo se está utilizando un 96.69 % del 100 % de
materia prima que ingresa al proceso.
• Eficiencia de la tuerca
𝑆𝑎𝑙𝑖𝑑𝑎 ú𝑡𝑖𝑙 𝑑𝑒 𝑀. 𝑃
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑢𝑒𝑟𝑐𝑎𝑠) = ∗ 100%
𝐸𝑛𝑡𝑟𝑎𝑑𝑎 𝑑𝑒 𝑀. 𝑃
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
50
235.04 𝑘𝑔
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑢𝑒𝑟𝑐𝑎 ) =
9.126 𝑘𝑔
40 𝑏𝑎𝑟𝑟𝑎𝑠 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′ ∗
1 𝑏𝑎𝑟𝑟𝑎 𝑑𝑒 𝑎𝑐𝑒𝑟𝑜 7/8′′
𝐸𝑓𝑖𝑐𝑖𝑒𝑛𝑐𝑖𝑎 𝐹í𝑠𝑖𝑐𝑎 (𝑡𝑢𝑒𝑟𝑐𝑎𝑠) = 0.6439 = 64.39 %
Interpretación: Para la fabricación de la tuerca hexagonal se está utilizando un 64.39 % del
100 % de materia prima que ingresa al proceso.
4.9.2. EFICACIA
Para el cálculo de este indicador es necesario conocer las metas de la empresa y luego
compararlas con lo conseguido realmente. A inicio del año 2018, la empresa esperaba
producir y vender 200 000 pernos hexagonales, 210 000 tuercas hexagonales y 2 700 000
tornillos. Sin embargo, en enero del 2019 se registraron 173 044 de pernos hexagonales, 181
710 tuercas hexagonales y 2 453 244 tornillos vendidos durante el año 2018.
• Eficacia de los pernos hexagonales
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑝𝑒𝑟𝑛𝑜𝑠) = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎
173044
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑝𝑒𝑟𝑛𝑜𝑠) = ∗ 100 % = 86.52%
200 000
• Eficacia de las tuercas hexagonales
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑡𝑢𝑒𝑟𝑐𝑎𝑠) = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎
181710
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑡𝑢𝑒𝑟𝑐𝑎𝑠) = ∗ 100 % = 86.53 %
210 000
• Eficacia de los tornillos
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝑠) = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎
2 453 244
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑡𝑜𝑟𝑛𝑖𝑙𝑙𝑜𝑠) = ∗ 100 % = 90.86 %
2 700 000
• Eficacia respecto a los productos patrones
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑔𝑒𝑛𝑒𝑟𝑎𝑙 ) = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎
2 807 998
𝐸𝑓𝑖𝑐𝑎𝑐𝑖𝑎 (𝑔𝑒𝑛𝑒𝑟𝑎𝑙 ) = ∗ 100% = 90.29 %
3 110 000
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
51
4.9.3 EFECTIVIDAD
Este indicador correlaciona los indicadores de eficiencia y eficacia, este mide el impacto en
el logro de los objetivos de la empresa. En este caso, una de las prioridades competitivas de
la empresa Consorcio Metálica S.A.C es la puntualidad, pues es uno de los factores
principales de la buena reputación de la empresa. Pero, para el logro de esta se está
trabajando con horas extras en algunas ocasiones; ya que, durante el proceso de producción
de tuercas y pernos se está originando reprocesos por el corte irregular en los tochos. Por lo
tanto, se puede afirmar que la empresa no es una totalidad eficiente, pero sí es eficaz.
Asimismo, la empresa cuenta con una eficacia general de 90.29 %, lo que quiere decir que
no ha cumplido en su totalidad con lo esperado, esto es probable que se deba a que durante
el proceso de producción hay exceso de mermas, pues no se está utilizando la mayoría de
materia prima que ingresa al proceso.
4.9.4. OEE
Este término en inglés corresponde a “Overall Equipment Effectiveness” o “Eficacia Global de
Equipos Productivos”. Este es usado para medir la eficacia de la maquina industrial y para su
cálculo se necesita de tres indicadores más. Los cuales son los siguientes: disponibilidad,
rendimiento y calidad.
• Disponibilidad
Al día se tiene dos horarios de trabajo de 8 horas, del cual se destina 1 hora de refrigerio en
cada turno, 15 minutos de limpieza al área de trabajo, y se estima un aproximado de 15
minutos de distracción de operarios o para necesidades básicas. Por lo tanto, el tiempo exacto
de trabajo son 6.5 horas.
𝑇𝑖𝑒𝑚𝑝𝑜 𝑜𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = ∗ 100%
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒
13
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = = 0.9286 = 92.86 %
14
• Rendimiento
El rendimiento se obtiene de la producción real entre la producción esperada. Para el año
2018, la producción que se esperaba vender entre sus productos patrones fue de 2 910
000.Pero, para inicio del año 2019 se registró 2 807 998 del año anterior.
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑒𝑠𝑝𝑒𝑟𝑎𝑑𝑎
2 807 998
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 = ∗ 100% = 90.29%
3 110 000
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
52
• Calidad
Para el cálculo de este indicador se debe tomar en cuenta que promedio a la semana se
identifican 3000 productos defectuosos. Por lo tanto, se contabilizan 36000 productos
defectuosos en el año 2018.
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑜𝑠 𝑛𝑜 𝑑𝑒𝑓𝑒𝑐𝑡𝑢𝑜𝑠𝑜𝑠
𝐶𝑎𝑙𝑖𝑑𝑎𝑑 = ∗ 100%
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑟𝑒𝑎𝑙
2 807 998 − 36000
𝐶𝑎𝑙𝑖𝑑𝑎𝑑 = = 0.9872 = 98.72 %
2 807 998
En conclusión, el indicador OEE es siguiente:
OEE= Disponibilidad (92.86%) * Rendimiento (90.29%) * Calidad (98.72%) = 82.77%
• Productividad parcial de mano de obra
Para el cálculo de este indicador se tiene en cuenta que la producción de los tres
productos patrones del año 2018 dio un total de 2 638 193. Asimismo, se considera que
se trabajan dos horarios de trabajos al día, pero 1 hora se destina al refrigerio en cada
turno y laboran 6 días a la semana. Cabe resaltar que, la empresa cuenta con 60
trabajadores.
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑡𝑜𝑡𝑎𝑙
𝑝𝑀𝑂 =
𝑇𝑖𝑒𝑚𝑝𝑜 𝑡𝑜𝑡𝑎𝑙 𝑒𝑛 ℎ𝑜𝑟𝑎𝑠 ℎ𝑜𝑚𝑏𝑟𝑒
2 807 998 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠
𝑝𝑀𝑂 = = 2.68 𝑢/ℎℎ
14 ∗ 6 ∗ 4 ∗ 12 ∗ 260
Interpretación: La productividad parcial de mano de obra es de 2.68 u/ h-h, lo que
significa que 2.68 unidades se fabrican en 1 hora del horario del operario.
• . Productividad parcial de materiales
El costo total de los insumos del año 2018 fue de S/. 185 702.10 y la producción fue
de 2 807 998 unidades.
𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑡𝑜𝑡𝑎𝑙
𝑝𝑀𝑂 =
𝐶𝑜𝑠𝑡𝑜 𝑡𝑜𝑡𝑎𝑙 𝑑𝑒 𝑖𝑛𝑠𝑢𝑚𝑜𝑠
2 807 998 𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠
𝑝𝑀𝑂 = = 1.1839
185 702.10 ∗ 12
Interpretación: La productividad parcial de materiales es de 1.1839 u/ S/.
COSTOS DE PRODUCCIÓN
Los costos de producción abarcan la materia prima consumida, la mano de obra directa y los
costos indirectos de fabricación. En el ítem de “Determinación de costos operativos” se
identificaron estos costos:
• Materia prima consumida: S/. 185 702.10
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
53
• Mano de obra directa: S/. 241 800.
• Mano de obra indirecta: S/. 3 970.
• Otros costos indirectos de fabricación/. 655.
Por lo tanto, el costo de producción en todo el año 2018 es el siguiente:
𝐶𝑜𝑠𝑡𝑜 𝑑𝑒 𝑃𝑟𝑜𝑑𝑢𝑐𝑐𝑖ó𝑛 𝑇𝑜𝑡𝑎𝑙 = ( 185702.10 + 241 800 + 3 970 + 655 ) ∗ 12 = 𝑆/5 185 525.2 al
año.
4.10. CONCLUSIONES DEL DIAGNÓTISCO
• El impacto económico de productos defectuosos que sufre la empresa es del 2.10%
respecto a los ingresos totales del producto llamado “Perno Hexagonal”, que viene
siendo uno de los productos que más ingresos le da a la empresa.
• Se concluye que la eficiencia es diferente dependiendo del producto en los Pernos
Hexagonales tiene eficiencia de 86.81%, para los Tornillos Autoperforantes se tiene
una eficiencia 96.69% y para las Tuercas Hexagonales se tiene una eficiencia de
64.39%.
• En el Canvas se pudo visualizar como la empresa Consorcio Ingeniería Metálica
S.R.L. genera su mayor cantidad de ingresos mediante dos productos, Perno
hexagonal y Tuerca Hexagonal los cuales representan el 74.32% de su rentabilidad
total.
• Se pudo determinar que la OEE para la empresa Consorcio Ingeniería Metálica S.R.L.
es de 82.77%, lo que significa que es un valor correcto. Sim embargo, se debe seguir
mejorando para tener mejores resultados.
• El costo de producción es de 𝑆/5 185 525.2 al año.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
54
5. IDENTIFICACIÓN DE LA DEMANDA
5.1. Patrón de la demanda
Para pronosticar la demanda a futuro que se producirá en la empresa se tomó el registro
sobre las ventas de nuestros tres productos principales perno hexagonal, tuerca hexagonal y
tornillo autoperforante, de los años 2018 y 2019.
5.2. Definir el modelo cuantitativo más adecuado para la demanda en estudio
Se realizará un análisis de la demanda de cada producto patrón, teniendo como datos
históricos el año 2018 y 2019.
Perno Tuerca Tornillo
Año Mes
Hexagonal Hexagonal Autoperforante
Enero 14450 14690 180,000
Febrero 14659 12943 196,348
Marzo 14117 15338 177,223
Abril 14099 13357 204,242
2018
Mayo 14708 16871 199,700
Junio 14180 14162 222,303
Julio 14634 15350 202,008
Agosto 14180 14177 231,278
Setiembre 14695 16163 201,570
Octubre 14063 15065 203,584
Noviembre 14586 15849 231,278
Diciembre 14673 17746 203,710
Enero 14073 16698 227,989
Febrero 14757 17672 204,806
Marzo 14066 18787 213,286
Abril 14858 16699 191,700
2019
Mayo 14431 19271 207,262
Junio 14900 17430 190,203
Julio 14643 19867 226,113
Agosto 14486 17125 208,464
Setiembre 14175 18351 203,262
Octubre 14912 18133 192,580
Noviembre 14181 17002 219,146
Diciembre 14735 18426 183,800
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
55
Análisis del patrón de datos: Cualitativo y cuantitativo (Autocorrelación)
El análisis del Coeficiente de Autocorrelación nos permite identificar la relación entre los datos. Las
siguientes tablas muestran las ventas de la empresa Pacasmayo en los años 2018 Y 2019. (VER
ANEXO 1)
k r
AUTOCORRELACIÓN PERNOS
1 -0.560
HEXAGONALES
2 0.398 0.600
0.398
3 -0.191 0.400
0.135
4 0.088 0.200 0.088
-0.015
0.001 0.009 0.004
5 0.001 0.000 -0.124
-0.191
6 0.009 1 2 3 4 5 6 7 8 9 10
-0.200
7 0.135
-0.400 -0.560
8 -0.124
-0.600
9 -0.015
-0.800
10 0.004
k r AUTOCORRELACIÓN TUERCAS HEXAGONALES
0.800
0.706517659
1 0.457 0.700
2 0.706518 0.600
3 0.420754 0.457
0.500 0.420753865
0.411167249
4 0.411167
0.400 0.347809636
5 0.34781
0.300
6 0.203804 0.203803975
0.165023295
7 0.165023 0.200
8 -0.03999 0.100
9 -0.08464 -0.039994044
0.000 -0.084643144
10 -0.13767 1 2 3 4 5 6 7 8 9 -0.137668907
10
-0.100
-0.200
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
56
k r AUTOCORRELACIÓN PERNOS AUTOPERFORANTES
0.500 0.431
1 -0.148
0.400
2 0.431
3 -0.150 0.300
4 0.122 0.200 0.122 0.138
5 -0.258 0.100
6 0.138 -0.038 -0.052
0.000
7 -0.114 1 2 3 4 5 6 -0.114
7 8 9 10
-0.100 -0.148 -0.150
8 -0.038
9 -0.052 -0.200 -0.258
10 -0.317 -0.317
-0.300
-0.400
❖ PERNOS AUTOPERFORANTES: De acuerdo con la gráfica que muestra la relación entre
los datos, se puede concluir que la demanda del producto I evidencia estacionalidad. Debido
a que en ciertos periodos de tiempo la demanda crece y decrece constantemente.
❖ TUERCAS HEXAGONALES: El análisis de autocorrelación para el producto II evidencia
la relación entre los
datos de demanda y los “k” periodos. Asimismo, la demanda del producto presenta una
tendencia decreciente. Debido a que es un producto lanzado recientemente.
❖ PERNOS AUTOPERFORANTES: De acuerdo con la gráfica de autocorrelación que
establece la relación entre
los datos de la demanda del producto III en un periodo de tiempo, se deduce que los datos
presentan estacionalidad. Debido a que presenta patrones que se repiten periódicamente.
5.3 Definir la unidad de agregación más adecuada para pronosticarla
Se procederá a realizar diversas pruebas de pronóstico para elegir la óptima y aquella que se
adecúe de manera eficiente a su base de datos será la utilizada para pronosticar sus
demandas de los próximos meses. Para realizar lo mencionado anteriormente, se utilizarán
los siguientes métodos: Holt, Winter, Regresión lineal y Descomposición por factores.
Asimismo, para ejecutar los pronósticos mencionados se hará uso de la herramienta de Excel
que permitirá realizar el proceso con mayor exactitud.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
57
. Método Holt (Ver Anexo 2)
MÉTODO HOLT-PERNOS HEXAGONALES
15,000
14,800
14,600
14,400
14,200
14,000
13,800
13,600
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas (Y) Ŷ
MÉTODO HOLT-TUERCAS HEXAGONALES
25,000
20,000
15,000
10,000
5,000
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas (Y) Ŷ
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
58
MÉTODO HOLT-PERNOS AUTOPERFORANTES
250,000
200,000
150,000
100,000
50,000
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas (Y) Ŷ
TIPO DE PRODUCTO DAM ECM EPAM
PERNOS HEXAGONALES 426.3348697 208071.3089 2.95%
TUERCAS HEXAGONALES 1450.527485 2659851.747 8.87%
PERNOS AUTOPERFORANTES 18008.73208 394727770.7 8.73%
TOTAL 19885.59444 397595693.8 20.55%
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
59
❖ PERNOS HEXAGONALES:
Con el 95% de confianza el valor real está entre 14,646.13 y 13,764.19.Por lo que,
analizando los indicadores de error de pronóstico, el DAM para el pernos hgexagonal es de
426.334, con esto nos muestra que los pronósticos no están muy alejados de las ventas
reales. Asimismo, el valor del EPAM es de 2.95% por lo que se puede concluir que no es
necesario una optimización. Por otro lado, analizando la gráfica del método HOLT en los
pernos hexagonales, hace referencia a una variación mínima de los patrones
periódicamente.
❖ Tuercas Hexagonales : Con un 95% de confianza el valor real puede estar entre
18,254.97 y 17,373.03. Por lo que, analizando los indicadores de error de pronóstico, el
DAM para la tuerca hexagonal es de 3263.43, esto nos indica que los pronósticos están
ligeramente alejados de las ventas reales. Por otro lado, el valor del EPAM es de 8.87% por
lo que se puede concluir que puede requerir una optimización. Asimismo, podemos
observar en las gráficas que los datos presentan tendencia creciente por lo que la demanda
estaría en constante aumento.
❖ Perno Autoperforante: Con un 95% de confianza el valor real puede caer entre el
intervalo 18008.73208 y 394727770.7. Por lo que, analizando los indicadores de error de
los pronósticos, el DAM para el perno autoperforante es de 18008.73208 . Lo cual nos
indica que los pronósticos están ligeramente por encima de las ventas reales.
. Método Winter (Ver Anexo 3)
MÉTODO WINTER-PERNOS HEXAGONALES
15000
14800
14600
14400
14200
14000
13800
13600
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41
Ventas(Y) Ŷ
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
60
MÉTODO WINTER-TUERCAS HEXAGONALES
25000
20000
15000
10000
5000
0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
Ventas(Y) Ŷ
MÉTODO WINTER-PERNOS AUTOPERFORANTES
250000
200000
150000
100000
50000
0
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
Ventas(Y) Ŷ
TIPO DE PRODUCTO DAM ECM EPAM
PERNOS HEXAGONALES 427.2445863 211547.5773 2.95%
TUERCAS HEXAGONALES 1398.516278 2510821.768 8.41%
PERNOS
18209.55933 415760978.5 8.70%
AUTOPERFORANTES
TOTAL 20035.32019 418483347.8 20.06%
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
61
❖ Como se puede observar en la gráfica, podemos ver que el método Winter para el perno
hexagonal muestra patrones que se repiten periódicamente por lo que se puede afirmar que
la gráfica es estacionaria. En cambio, en las tuercas hexagonales y pernos autoperforantes
se puede decir que los datos presentan tendencia creciente por lo que la demanda estaría en
constante aumento. Asimismo, nuestro pronóstico tiene una tendencia similar a la data
obtenida de la empresa, con un DAM de 20035.32019. Esto hace referencia a los pronósticos,
como se visualiza en la gráfica los valores ya sea los reales y pronosticados.
. Método Descomposición de factores (Ver Anexo 4)
DESCOMPOSICIÓN POR FACTORES(PERNOS HEXAGONALES)
16000
15500
15000
14500
14000
13500
13000
12500
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas(Y) Ŷ
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
62
DESCOMPOSICIÓN POR FACTORES(TUERCA HEXAGONAL)
22000
20000
18000
16000
14000
12000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas(Y) Ŷ
DESCOMPOSICIÓN POR FACTORES(PERNO
AUTOPERFORANTE)
250,000
200,000
150,000
100,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Ventas(Y) Ŷ
TIPO DE PRODUCTO DAM ECM EPAM
PERNOS HEXAGONALES 188.4441494 51906.5319 1.30%
TUERCAS HEXAGONALES 963.4880378 1273009.35 5.92%
PERNOS AUTOPERFORANTES 9853.677958 139158904.4 4.84%
TOTAL 11005.61015 140483820.2 12.07%
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
63
❖ PERNO HEXAGONAL: Analizando la gráfica podemos decir que los pronósticos tienen
una tendencia estable, por otro lado, las ventas presentan un comportamiento con tendencia
estacional.
❖ TUERCA HEXAGONAL: Analizando la gráfica podemos decir que el método no es el mas
optimo para este caso, ya que los valores obtenidos no siguen las ventas proporcionadas.
❖ PERNO AUTOPERFORANTE: La gráfica hace referencia a que los pronósticos tienen
una tendencia estable, pero por otro lado las ventas presentan un comportamiento con
tendencia estacional en sus patrones.
. Método Regresion Lineal(Ver Anexo 5)
REGRESIÓN LINEAL(PERNO HEXAGONAL)
15000
14800
14600
14400
14200
14000
13800
13600
1 2 3 4 5 6 7 8 9 101112131415161718192021222324252627282930
Ventas(Y)
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
64
REGRESIÓN LINEAL(TUERCA HEXAGONAL)
22000
20000
18000
16000
14000
12000
10000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Ventas(Y) Ŷ
REGRESIÓN LINEAL(PERNO
250000 AUTOPERFORANTE)
230000
210000
190000
170000
150000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Ventas(Y) Ŷ
TIPO DE PRODUCTO DAM ECM EPAM
PERNOS HEXAGONALES 261.2639456 80192.43432 1.81%
TUERCAS HEXAGONALES 933.3979641 1247321.423 5.70%
PERNOS
11476.42792 224550224.6 5.61%
AUTOPERFORANTES
TOTAL 12671.08983 225877738.4 13.13%
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
65
❖ PERNO HEXAGONAL: En el caso del método de regresión lineal, con un 95% de
confianza el valor real puede caer entre un promedio de intervalo de 14,588.15 y 14,047.69 .
Asimismo, analizando sus indicadores de error de pronóstico, el DAM para el perno hexagonal
es de 261.26, lo cual nos indica que los pronósticos no están muy alejados de las ventas
reales. Por otro lado, se puede decir que la gráfica presenta estacionalidad la cual hace
referencia a aquellos patrones que se repiten periódicamente.
❖ TUERCA HEXAGONAL: En el caso del método de regresión lineal, con un 95% de
confianza el valor real puede caer entre un promedio de intervalo de 19,172.09 y18,631.63 .
Por lo que, analizando los indicadores de error de pronóstico, el DAM para la tuerca hexagonal
es de 933.397 , esto nos indica que los pronósticos están muy alejados de las ventas reales.
Asimismo, la gráfica contiene datos con tendencia creciente es decir que la demanda va en
aumento.
❖ PERNO AUTOPERFORANTE: En el caso del método de regresión lineal, con un 95% de
confianza el valor real puede caer entre un promedio de intervalo de 208,341.20 y 207,800.73
. Por lo que, analizando los indicadores de error de pronóstico, el DAM para el es de 11,
476.42 , esto nos indica que los pronósticos están ligeramente alejados de las ventas reales,
por otro lado, el valor del EPAM es de 5.61% por lo que se puede concluir que requiere una
optimización. Asimismo, analizando la gráfica observamos que tiene una tendencia estable
en determinados periodos.
. Cálculos de errores (DAM, EPAM, ECM, etc.) y/o coeficiente de determinación y
correlación
A continuación, se calcula los errores de desviación absoluta de la media (DAM), el error
medio al cuadrado (EMC) y el error porcentual absoluto medio (EPAM); los cuales permiten
comparar de manera óptima los pronósticos estudiados. Estos se presentan a continuación:
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
66
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
67
• Estimación de Intervalos de Confianza
Para obtener los intervalos de confianza de los pronósticos hemos utilizado un nivel de
confianza estándar tomando el 95%. Además, como la base de datos de la demanda es
menor a 30 hemos utilizado la distribución t student para realizar los siguientes cálculos:
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
68
5.4. Realizar el Pronóstico más adecuado para un semestre
“El Error Medio Cuadrado” es usado para comparar el error que pueden presentar diferentes
pronósticos usando métodos diferentes. Aquel que nos brinde el menor EMC nos brinda el
método que presenta una menor variabilidad de su pronóstico, por consiguiente, es más
certero en sus predicciones.
Perno Hexagonal
Para el perno hexagonal se obtuvo el menor ECM de 51,906.53 . Es por ello que se escogerá
el pronóstico con el método Descomposicion de Factores.
Año Mes Período Pronostico
1 25 14,336.09
2 26 14,791.11
3 27 14,176.80
2021
4 28 14,572.63
5 29 14,669.71
6 30 14,646.50
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
69
Luego aplicaremos una penalización de 0.7 por el receso sufrido en el año 2020 y que acarreo
al 2021.
Año Mes Período Pronostico
1 25 10,035.26
2 26 10,353.78
3 27 9,923.76
2021
4 28 10,200.84
5 29 10,268.80
6 30 10,252.55
Tuerca Hexagonal
Para el Tuerca hexagonal se obtuvo el menor ECM de 1,247,321.42 . Es por ello que se
escogerá el pronóstico con el método de Regresion Lineal.
Año Mes Período Pronostico
1 25 19,172.09
2 26 19,381.96
3 27 19,591.82
2021
4 28 19,801.68
5 29 20,011.54
6 30 20,221.40
Luego aplicaremos una penalización de 0.7 por el receso sufrido en el año 2020 y que acarreo
al 2021.
Año Mes Período Pronostico
1 25 13,420.47
2 26 13,567.37
3 27 13,714.27
2021
4 28 13,861.18
5 29 14,008.08
6 30 14,154.98
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
70
Perno Autoperforante
Para la perno autoperforante se obtuvo el menor ECM de 139,158,904.36 . Es por ello que
se escogerá el pronóstico con el método de Descomposicion de Factores.
Año Mes Período Pronostico
1 25 205,129.79
2 26 201,782.40
3 27 196,514.53
2021
4 28 199,336.92
5 29 204,975.40
6 30 207,859.63
Luego aplicaremos una penalización de 0.7 por el receso sufrido en el año 2020 y que acarreo
al 2021.
Año Mes Período Pronostico
1 25 143,590.85
2 26 141,247.68
3 27 137,560.17
2021
4 28 139,535.85
5 29 143,482.78
6 30 145,501.74
• Definición de la unidad de agregación de los productos principales
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
71
6.Plan de Producción: Planeación agregada y plan maestro de producción
6.1. Definición de las variables y los parámetros para los modelos
• Cálculo de Costo de Hora Normal y Hora Extra:
El cálculo del costo de la hora normal se realiza partir del salario asignado a los operarios, y
tomando en cuenta las áreas que ocupan cada producto.
En la presente tabla se aprecia los datos de la cantidad de operarios por cada área y el costo
de mano de obra.
Luego, se realiza el caculo del costo promedio de cada producto teniendo en cuenta la
secuencia del proceso de producción.
Para el cálculo de costo de HN de cada producto se necesitó el dato de costo promedio
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
72
Se reúnen los datos en la siguiente tabla para calcular el costo promedio HN.
En la empresa Consorcio Metalmecánica SAC la hora extra tiene un costo de 35% más que
el costo normal.
• Costo de inventario:
• Datos adicionales
Los siguientes datos a continuación son proporcionados por la empresa Consorcio
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
73
Metalmecánica SAC y se tomó de referencia datos de la tesis “PROPUESTA DE UN
SISTEMA DE PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN PARA LA
EMPRESA FABRICATION TECHNOLOGY COMPANY S.A.C. PARA MEJORAR EL
NIVEL DE SERVICIO” de el mismo rubro para realizar el PA y PMP.
• Identificación de modelos
Se definirá los planes más adecuados a realizar en base al comportamiento de la demanda
del semestre pronosticado de los tres productos patrones.
Figura 36: Grafica de la demanda Perno hexagonal
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
74
Figura 37: Grafica de la demanda Tuerca hexagonal
Figura 38: Grafica de la demanda Perno autoperforante
En el comportamiento de la demanda de los 3 productos se puede observar que no hay
periodos donde se observe un incremento notable o la venta de estos productos por
campañas; por lo tanto, no se considera recomendable realizar el plan agregado mixto.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
75
Esta demanda pronosticada es variable ligeramente durante el transcurso del primer
semestre del año 2021. Por eso, se considera conveniente realizar el plan agregado
constante y variable. Para el plan agregado constante se considerará una producción fija y
recursos constantes para todo el año, mientras que para el plan variable se considerará el
cálculo mes a mes y se utilizará los recursos necesarios.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
76
6.2 PA (Plan Agregado) y PMP (Plan Maestro Producción)
GU
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
77
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
78
ANALISIS DE COSTOS MARGINALES
+0.94 hm
73 hm
𝑢𝑛𝑑 𝑆/.
Costo de los inventarios= 0.94 hm*360 días*40 ∗ 0.21
𝑑í𝑎 𝑢𝑛𝑑
Costo de los inventarios=284 256 S/.
Costo de contratar = 200 S/.
ℎ𝑟𝑠 𝑆/.
72.06 Salario= 0.94 hm*360días* 24 *5 = 40 608 S/.
𝑑í𝑎 ℎ𝑟
Total Costo Marginal= 326 264 S/.
-0.06 hm
72 hm
ℎ𝑟𝑠 𝑆/.
Costo de horas extras= 0.06 hm* 360días* 24 *1.35(5)
𝑑í𝑎 ℎ𝑟
Costo de horas extras= 3 499.2 S/.
La decisión es planificar la capacidad con 72 trabajadores por tener menos costos relevantes.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
79
Plan Agregado Variable
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
80
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
81
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
82
Conclusión:
El plan agregado cosntante nos brinda ua mejor relación de costos unitarios, debido a que se mantiene constante la cantidad de operarios y la variación de la demanda
de mes a mes es mínima, esto facilita a que los operarios contratados sean cumplan con toda la demanda para los meses de enero a junio.
Resultando los costos:
Pernos hexagonales => 1.26
Tuercas hexagonales => 1.15
Tornillos autoperforantes => 0.72
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
83
PLAN MAESTRO DE PRODUCCIÓN
Conclusion:
Se acepta, no afecta el programa.
La orden de la semana 8 está sobre vendida y se atiende con inventarios.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
84
Conclusion:
Se acepta, no afecta el programa.
La orden de la semana 7 está sobre vendida y se atiende con inventarios.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
85
Conclusion:
Se acepta, no afecta el programa.
La orden de la semana 6 y 9 está sobre vendida y se atiende con inventarios.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
86
6. PROPUESTA DE MEJORA
Las políticas de inventarios y compras son las instrucciones escritas por la dirección de la empresa para la gestión de sus
recursos. La finalidad de implementar estas políticas es minimizar los costos de gestión, tomando en cuenta el requerimiento de
la demanda y las restricciones del entorno; de manera que, se asegure niveles óptimos de existencias en todo momento. Para
que este establecimiento se logre se debe establecer un lote de compras óptimo (Xopt) que minimice el costo total. A
continuación, se establecerá la política de inventarios y compras para la empresa Consorcio Metálica S.A.C.
La política de inventario que se implementará para la empresa en estudio se basará en los siguientes 4 pilares.
Compras Finanzas Producción Ventas
*Adquirir el lote de *Implementar un *Abastecer a la empresa *Cumplir con la
compra óptimo para control de inventarios. con MP en cualquier demanda al tiempo
mantener un equilibrio *Minimizar el riesgo situación. solicitado.
que minimice el costo financiero. *Maximizar su *Maximizar los ingresos.
total. *Minimizar costos de productividad operativa.
*Priorizar la relación almacenamiento.
precio-calidad de los
insumos.
Costo de Ordenamiento y Almacenamiento
El costo de ordenamiento para una empresa del sector metalmecánica fue extraído de la tesis “Programa de Mantenimiento
Preventivo para la empresa metalmecánica Industrias AVM S.A.”, la cual establece que el costo es del orden del 20%.
Mientras que, el costo de almacenamiento se ha obtenido de la siguiente manera.
2018 (S/.) 2019 (S/.) Promedio (S/.)
Camión 29,300.00 30,200.00 29,750.00
Chofer 35,600.00 38,950.00 37,275.00
Combustible 24,620.00 25,140.00 24,880.00
Secretaria 25,100.00 24,000.00 24,550.00
Teléfono 12,630.00 13,652.00 13,141.00
Costo Total 127,250.00 131,942.00 129,596.00
Num. De Òrdenes de compra
3,500.00 4,750.00 4,125.00
atendidas
Costo unitario de O-C 36.36 27.78 32.07
Por otro lado, en el punto del diagnóstico de la situación actual se identificaron los 3 productos patrones de la empresa que le
generaban mayores ingresos a la empresa Consorcio Metálica S.A.C., los cuales son: perno hexagonal, tornillo autoperforante y
tuerca hexagonal. Para los insumos que se utilizan para la fabricación de estos productos se calculará el EOQ (Lote Óptimo de
Producción).
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
87
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
88
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
89
Por otro lado, según el asesoramiento de la empresa, como compañía optan por no contar con inventarios de seguridad, pues
no desean incurrir en costos de almacenamiento.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
90
6.1 Programa de abastecimiento (MRP I)
PERNO HEXAGONAL
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
91
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
92
TUERCA HEXAGONAL
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
93
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
94
TORNILLO AUTOPERFORANTE
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
95
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
96
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
97
6.2. Planeación de capacidad(MRPII)
En el grafico se evidencia que las horas requeridas esta equilibradas con la capacidad disponible y así se cumple con las demandas
pronosticadas.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
98
• Se considero los siguientes datos brindados por la empresa.
Perno
hexagonal
LT 0.0054 hrs
Set up 2.3 horas
Prensa 10 und/prensa
Tornillo Autoperf
LT 0.0049 hrs
Set up 2.1 horas
Prensa 6 und/prensa
Tuerca Hexagonal
LT 0.0032 hrs
Set up 1.5 horas
Prensa 5 und/prensa
En la tabla adjunta la empresa nos proporciona los LT de la maquina prensa para fabricar las
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
99
unidades de tipo de producto por ciclo. Además, el tiempo de calibración de las maquinas del
proceso de producción varían y se miden en horas.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
100
6.3. SECUENCIACIÓN DE LAS OPERACIONES
A continuación se muestra la secuenciación de las operaciones de los tres productos patrón pernos hexagonales, tuercas hexagonales y tornillos
autoperf.
Pernos Hexagonales
Tuercas Hexagonales
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
101
Tornillos Autoperf.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
102
7. ANALISIS DE PROPUESTA
Implementación de un Sistema de Gestión de Calidad para mejorar la productividad de
la empresa
Es necesario implementar un sistema de gestión de calidad en la empresa, con el fin de
adecuar el correcto procesamiento de los productos, para ello se implemento un proceso de
auditorias que ayudar a verificar la calidad de productos de las empresas. A continuación, se
mostrará el procedimiento que la empresa debe llevar a cabo para el proceso de auditorias
PROCEDIMIENTO
DE AUDITORÍAS
INTERNAS
ELABORADO REVISADO APROBADO
Coordinar SGC Gerente General Gerente General
10/11/2021 10/11/2021 10/11/2021
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
1. OBJETIVO
Poner en marcha los mínimos lineamiento para efectuar las auditorias internas, con el objetivo
de analizar y evaluar la gestión de calidad que la empresa realiza para la fabricación de los
productos, es necesario tener en cuenta los criterios de auditoria conforme lo indica la norma
estándar ISO 9001: 2015.
2. ALCANCE
Este documento de procedimiento de atribución general para el ámbito organizacional y
estructural de la empresa “Consorcio Ingeniería Metálica S.R.L.” para cumplir con los
objetivos establecidos.
3. BASE LEGAL
Norma internacional ISO 9001:2015 Sistema de Gestión de la calidad. Como requisitos:
Auditoría interna.
4. TERMINOS Y DEFINICIONES
Auditor: Persona capacitada en realizar las auditorias de Sistema de Gestión de Calidad.
Observación: Es la falla levantada que posteriormente debe ser levantada mediante los
documentos del Sistema de Gestión de Calidad.
SGC: Sistema de Gestión de Calidad
No Conformidad: Es la falta o incumplimiento de un requisito preestablecido.
Auditoria: Empleo de un auditor, consiste en la verificación e inspección de la contabilidad de
una entidad o empresa, la cual el auditor la realizara con el fin de comprobar las cuentas de
la empresa.
Oportunidad de mejora: Es la ocasión en la que una empresa puede mejorar a través de la
implementación de un Sistema de Gestión de Calidad u otro medio.
5. RESPONSABLES
Personal administrativo
Coordinar de Sistema de Gestión de Calidad
Supervisor de planta
Gerente General
Coordinar de producción
6. DESARROLLO
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
6.1 PLANIFICACIÓN DE LAS AUDITORIAS INTERNAS
Se tiene establecido un plazo de un año como máximo para la realización de la auditoria
completa, sin embargo, el coordinador puede realizar mas de una auditoria por área si es que
es necesario. Por otro lado, es de responsabilidad del coordinador de SGC elaborar un
croquis sobre la planificación, para lo cual se tiene que tener en cuenta los procesos y áreas
a evaluar para establecer fechas y programar. Además, debe elaborar un programa de
auditorias para luego realizar su ejecución. Cumpliendo todos estos requisitos, debe
presentar al Gerente General para su respectiva revisión y luego su aprobación.
Para la elección de auditores internos debe haber previamente un registro en la lista de
Auditores Internos, teniendo en cuenta que estos no tengan alguna relación al área de
estudiar. Como requisitos para el equipo de auditores, se tiene los siguientes:
• Mínimo de 6 meses de experiencia
• Tener conocimiento de la norma ISO 9001:2015, ya sea mediante capacitaciones o
cursos.
• Contar con formación de auditores internos en SGC
Si se contrata auditores externos, deben contar con los siguientes requisitos:
• Contar con experiencia en auditorias de la norma ISO 9001: 2015, además de contar
con al menos 2 procesos de auditoria con un mínimo de 3 días para cada auditoria.
• Ser auditor líder en la NORMA ISO 9001:2015
Para el desarrollo de la auditoria debe realizar a cabo tal cual s describe en el presente
documento, en caso surge algún inconveniente es importante comunicar e informar al
coordinar de SGC y presentar un consenso entre ambas partes.
6.2 PREPARACIÓN DE LAS AUDITORÍAS
Ante cualquier inconveniente de la fecha de la auditoria, ya sea que no se llega a efectuar o
realizar, esto se debe comunicar al coordinador de SGC la razón por la cual no se realizo
dicho proceso. Del mismo modo, se debe comunicar la nueva fecha y hora que se realizara
la auditoria.
Además, antes del inicio de la auditoria, el equipo auditor debe contar con toda la
documentación del área al cual se piensa auditar.
6.3 EJECUCIÓN DE LAS ACTIVIDADES DE LAS AUDITORÍAS INTERNAS
6.3.1 REUNIÓN DE APERTURA Y RECOLECCIÓN DE DATOS
Se realizará en la fecha y lugar pactado, según haya sido especificado en el plan de
auditorías. Para ello, deben reunirse todas las partes interesadas como equipo auditor,
gerente general, coordinador de SGC, representante de administración y el personal
auditado. Para la recolección de datos, el equipo auditor debe contar con información por
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
medio de observación de los procesos, verificación de documentación, entrevistas e
inspección de una muestra de registros existentes.
Toda la información debe ser compilada y registrada en la lista de verificación y la información
confirmada y segura será considerada y tomada en cuenta como evidencia para auditoria.
Toda la información detectada en la evaluación debe ser calificada como: No conforme,
conforme, observación y oportunidad de mejora. En caso, pase algún inconveniente de
confirmar con otras fuentes de información, se debe registrar los resultados ubicados en la
lista de verificación por medio del auditor.
6.3.2 PREPARACIÓN, EVALUACIÓN Y ENTREGA DEL INFROME DE AUDITORÍA
Luego de la recolección de información y datos, el equipo de auditoria debe discutir durante
un tiempo para el intercambio de información y de esta forma definir respuestas de la auditoria
realizada. De igual manera, los resultados deben ser comunicados al cierre de la reunión,
debe ser en presencia del coordinador de SGC y los otros participantes que iniciaron la
auditoria.
El equipo auditor al final de la reunión debe entregar los siguientes documentos: Informe de
auditoria y lista de verificación.
Cabe recalcar que el informe de auditoria cuenta con una plantilla personalizada para la
empresa, este debe ser presentado con un tiempo máximo de 1 semanas, luego del cierre de
la reunión. El informe consiste en:
* Revisión de no conformidades y verificación de evidencias si son procesadas o no
* El único responsable de autorizar la elaboración de SAC es el coordinador de SGC.
6.4 SEGUIMIENTO
El encargado de hacer seguimiento a las acciones correctivas es el coordinador del Sistema
de Gestión de Calidad, este seguimiento es realizado en un plazo establecido. El encargado
de informar la culminación de las actividades correctivas es el responsable del SAC.
Asimismo, deben ser inscritos en el Registro de Solicitud de Acción Correctiva.
En caso de no cumplir con las fechas que se deben presentar las acciones correctivas, el
encargado de informar al gerente general es el coordinador. Luego de ser revisado las no
conformidades, el coordinador de Sistema de Gestión de Calidad da por cerrada la SAC que
esta conformado por los resultados y servirán cuando estos se requieran.
7 LISTA DE FORMATOS Y REGISTROS
NOMBRE DEL DOCUMENTO CODIGO
Plan de auditoría interna P-01-A-01
Lista de Auditores internos P-01-A-02
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
Informe de Auditoria F-PE02.7.21-1
Programa de Auditoría Interna P-01-A-02
Lista de verificación P-01-A-03
8 FORMATOS Y REGISTROS
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
FECHA DE ACTUALIZACIÓN
AÑO: 2021
N° ÁREA/PROCESO ENE FEB MAR ABR MAY JUN JUL AGO SEP OCT NOV DIC
1 PROCESO 1
2 PROCESO 2
3 PROCESO 3
4 PROCESO 4
5 PROCESO 5
6 PROCESO 6
7 PROCESO 7
8 PROCESO 8
9 PROCESO 9
10 PROCESO 10
LEYENDA:
P PROGRAMADO Coordinador SGC
E EJECUTADO
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
FECHA DE ACTUALIZACIÓN
AUDITORÍA N° N° DE DÍAS FECHAS PROGRAMADAS
AUDITOR LIDER
AUDITORES
INTERNOS
OBSERVADORES
CRITERIOS
DIA
REQUISITOS
HORA HORA PROCESO/RESPONSABLE/DOCUMENTACIÓN
NORMA ISO 9001
Coordinador de SGC
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
LISTA DE AUDITORES INTERNOS Fecha: 10/11/2021
Pagina: 1 de 1
N° DNI NOMBRES Y APELLIDOS ÁREA
Coordinador de SGC Gerente General
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
PROCEDIMIENTO DE AUDITORÍAS INTERNAS Fecha: 10/11/2021
Pagina: 1 de 1
MANUAL DE PROCEDIMIENTO Código: MDP-AUDI
Edición: 1
LISTA DE VERIFICACIÓN Fecha: 10/11/2021
Pagina: 1 de 1
AUDITOR: FECHA: DÍA DE AUDITORÍA:
AUDITADO Y
REQUISITOS DESCRICIÓN DEL HALLAZGO EVIDENCIA C NC ODM
PROCESO
C: Conforme NC: No Conforme ODM: Oportunidad de mejora
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
F-PE02.7.21-1
INFOME DE AUDITORÍA
REVISIÓN 01
PÁGINA 1
FECHA: 02/07/21
1. DATOS DE LA AUDITORÍA INTERNA
Auditoría interna N°
Norma(s) de referencia
Fecha de auditoría
Lugar de auditoría
Lugar de auditoría
Equipo auditor
2. OBJETIVOS DE LA AUDITORÍA INTERNA
3. ALCANCE DE LA AUDITORÍA INTERNA
3.1 Exclusiones reportadas
4. DEFINICIONES
NO CONFORMIDAD: Incumplimiento de un requisito. Una no conformidad es un incumplimiento de la NORMA ISO 9001: 2015, política o documentos del Sistema de Gestión
de Calidad, cuya repetición pone en riesgo la efectividad del Sistema y/o la calidad del producto suministrado.
OPORTUNIDAD DE MEJORA: Es la ocasión en la que una empresa puede mejorar a través de la implementación de un Sistema de Gestión de Calidad u otro medio.
OBSERVACIÓN: Es la falla levantada que posteriormente debe ser levantada mediante los documentos del Sistema de Gestión de Calidad.
5. FORTALEZAS Y DEBILIDADES
FORTALEZAS DEBILIDADES
6. CONCLUSIONES DE LA AUDITORÍA
7. RESULTADOS DE AUDITORÍA ANTERIORES
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
F-PE02.7.21-1
INFOME DE AUDITORÍA
REVISIÓN 01
PÁGINA 1
FECHA: 02/07/21
8. REVISIONES CLAVES DE LA AUDITORÍA
PROCESO 01:
Auditado:
Información Documentada:
-
-
-
PROCESO 02:
Auditado:
Información Documentada:
-
-
-
PROCESO 03:
Auditado:
Información Documentada:
-
-
-
Sobre los resultados
Se revisaron los siguientes resultados:
-
-
-
9. DETALLE DE RESULTADOS DE AUDITORÍA
9.1 NO CONFORMIDADES
Se hallaron __ No Conformidades durante la auditoría interna. Las No Conformidades se resumen en el siguiente cuadro:
ÁREA/PROCESO NRO NC DOC. REF DESCRIPCIÓN AUDITADO
9.2 OBSERVACIONES Y OPORTUNIDADES DE MEJORA
Las observaciones y oportunidades de Mejora identificadas durante la auditoría interna se detallan a continuación
-
-
-
10. APERTURA Y CIERRE DEL REGISTRO DE ASISTENCIA A LA REUNIÓN
NOMBRE POSICIÓN INICIO CIERRE
Elaborado por: Revisado y aprobado por:
Rsponsable: Coordinador SGC:
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Costo de implementación:
Para este proceso de auditorías, se analizó contar con 3 auditores externos, los cuales se
encargarán de la revisión del proceso de calidad de la empresa, todo con la base de los
registros de la empresa. Este proceso se llevará a cabo 2 veces al año.
Las auditorias, se realizarán en el mes de diciembre, con el siguiente cronograma:
Los días que se realizara la auditoria son días laborales, para ello, se considera dejar al
equipo de auditoria hacer su trabajo. Se tendrá consideraciones para que el auditor pueda
realizar su trabajo con normalidad.
06/12/2021 07/12/2021 08/12/2021 09/12/2021 10/12/2021 11/12/2021 12/12/2021
Lunes Martes Miércoles Jueves Viernes Sábado Domingo
M M T M M T M M T M M T M M T M M T M M T
1. Reunión con los directivos
2. Recolección de datos: Entrevistas
3. Revisión documentaria: área administrativa
4. Reunión con el coordinador de SGC
5. Revisión documentaria: área producción
6. Revisión de procesos del área de producción
7. Revisión de procesos del área de producción
8. Revisión de procesos del área de producción
9. Revisión de NO conformidades
10. Revisión documentaria del área de ventas
11. Revisión de observaciones
12. Reunión con el coordinador de SGC
13. Cierre de auditoria
Costo por dia de auditor S/ 666,67
Cantidad de auditores 3
Días de auditoria 6
Costo por auditoría S/ 12.000,00
Implementación de capacitaciones de personal
Implementar capacitaciones en trabajadores es una mejora relacionada con el cuarto pilar del
TPM. Este medio tiene el objetivo de prevenir fallas en el proceso de producción, esto
permitirá optimizar el funcionamiento de los equipos. Del mismo modo, la mejor propuesta
esta centrada en analizar los conocimientos adquiridos por el personal y en base a ellos
fortalecer sus prácticas y virtudes. La empresa “Consorcio Ingeniería Industrial S.A.C” se
establecerá como sistema de formación de entrenamiento las capacitaciones constantes a
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
los trabajadores para lograr maximizar la capacidad de cada empleado y mejorar la calidad
del producto. Es importante mencionar que el análisis de cada trabajador es fundamental para
el correcto funcionamiento del proceso de producción.
Los objetivos de este pilar son los siguientes:
* Desarrollo de habilidades y participación
* Desarrollo de personas competentes en términos de gestión
* Desarrollo de personas competentes en términos de equipamiento
Dentro de las capacitaciones, se empleó la herramienta LUP’s (Lecciones de un punto). Esta
herramienta consiste en la transmisión de información de los trabajadores con mayores
conocimientos a los trabajadores con menos habilidades. Además, esta herramienta ayuda a
los trabajadores a reaccionar frente a situaciones o puntos específicos de algún paso en el
proceso de producción a realizar. A continuación, los pasos para crear un LUP’s.
*Identificar elementos prioritarios del LUP
*Escoger un tipo de LUP para crear
* Identificar quien las crea
* Reconocer cuando se debe crear
* Escoger un formato adecuado para la empresa
* Analizar donde colocarlas
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
GANTT DE CAPACITACIONES
Nombre de la capacitación 1
Encargado de la capacitación 2
Gerente General 3
Nombre de los
4
operarios
Fecha de inicio 5
Fecha final 6
Avance General 7
Tareas Responsable Fecha. Inicio Fecha. Final Dias Estado 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Pre-Requisitos
Definir reunión de capacitación
Definir objetivos de la capacitación
Inicio
Determinar los requisitos
Solicitar permisos para capacitar
Gestionar los recursos y formatos
Elegir personal para capacitación
Desarrollo
Requisitos técnicos de maq.
Desarrollo de base de datos
Desarrollo de capacitación
Desarrollo de dinámicas
Prueba de capacitación
Completar entrenamiento
Operaciones
Entregar formato de capacitación
Regresar los resultados de capacitación
Lanzamiento
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
El Gantt cuenta con una serie de actividades que tienen a cargo un responsable, además de
una fecha de inicio y fin para cada caso. Para el control de asistencia y las veces que los
trabajadores recibieron capacitaciones se tiene el siguiente registro.
Registro de asistencia a la capacitación Codigo CA_01_001
PROCESO
Codigo del proceso
Fecha de registro
Responsable
Objetivo
Mejorar la calidad de nuestros productos con el mejoramiento y adaptamiento de la mano de obra con los procedimientos
requeridos
N° Nombres y Apellidos Cargo Horario Firma Observaciones
1
2
3
4
5
6
7
8
9
10
Fecha:
REGISTRO DE CAPACITACIÓN DE
PERSONAL Versión:
Pagina 01
Hora: Lugar de ejecución:
Título de capacitación:
Nombre del capacitador:
Cargo o profesión:
Objetivo de capacitación:
Observación:
N° Nombre del participante N° identificación Cargo Firma
1
2
3
4
5
6
7
8
9
10
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Costo de implementación
Se debe invertir para lograr realizar las capacitaciones. Para realizar las capacitaciones es
necesario la contratación de un especialista que indique como se deben realizar las
actividades en cada área y la correcta utilización de los EPP’s en la jornada laboral. A
continuación, se mostrará un cuadro con los costos de implementación.
COSTO DE MANTENIMIENTO AUTONOMO
Recursos de dínamicas S/ 3.000,00
EPP's S/ 3.000,00
Sueldo de capacitador especializado S/ 3.200,00
TOTAL S/ 9.200,00
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
MEDICION DE LA REDUCCIÓN DEL IMPACTO CONOMICO CON LA PROPUESTA DE
MEJOR
Se determinará el impacto económico que tendrá la propuesta de mejora, considerando un
COK = 12.63%, se tiene la siguiente demanda por semana.
PRODUCTO Conceptos S0 S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12
Requerimiento
PERNO HEXAGONAL Bruto 10.000 10.000 10.000
Requerimiento
TUERCA HEXAGONAL Bruto 10.000 10.000 10.000 10.000 10.000
TORNILLO Requerimiento
AUTOPERFORANTE Bruto 100.000 100.000 100.000 100.000
Luego, se tiene los respectivos precios de venta. Para lo cual calcularemos los ingresos por
ventas.
PERNO HEXAGONAL S/ 7,50
TUERCA HEXAGONAL S/ 6,80
TORNILLO AUTOPERFORANTE S/ 5,50
Cálculo de los ingresos por semanas en soles.
S1 S2 S3 S4 S5 S6 S7 S8 S9 S10 S11 S12
68000 550000 550000 68000 75000 550000 68000 75000 550000 68000 68000 75000
También, se tiene los gastos por cada producto.
COSTOS DE FABRICACIÓN
COSTOS DE FABRICACIÓN
TUERCA HEXAGONAL
PERNO HEXAGONAL
Costo indirecto de fabricación S/ 2,15
Costo indirecto de fabricación S/ 2,25
Costo mano de obra directa S/ 1,90
Costo mano de obra directa S/ 2,45
Costo de supervisores S/ 1,40
Costo de supervisores S/ 1,40
Gasto de administración y transpS/ 1,30
Gasto de administración y transpS/ 1,30
S/ 6,75
S/ 7,40
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
COSTOS DE FABRICACIÓN
TORNILLO AUTOPERFORANTE
Costo indirecto de fabricación S/ 1,35
Costo mano de obra directa S/ 1,40
Costo de supervisores S/ 1,40
Gasto de administración y transpS/ 1,30
S/ 5,45
s0 s1 s2 s3 s4 s5 s6 s7 s8 s9 s10 s11 s12
S/.68.000,00 S/.550.000,00 S/.550.000,00 S/.68.000,00 S/.75.000,00 S/.550.000,00 S/.68.000,00 S/.75.000,00 S/.550.000,00 S/.68.000,00 S/.68.000,00 S/.75.000,00
Ventas
-S/.21.500,00 -S/.215.000,00 -S/.135.000,00 -S/.21.500,00 -S/.22.500,00 -S/.135.000,00 -S/.21.500,00 -S/.22.500,00 -S/.135.000,00 -S/.21.500,00 -S/.21.500,00 -S/.22.500,00
Costo indirecto de fabricación
-S/.19.000,00 -S/.190.000,00 -S/.140.000,00 -S/.19.000,00 -S/.24.500,00 -S/.140.000,00 -S/.19.000,00 -S/.24.500,00 -S/.140.000,00 -S/.19.000,00 -S/.19.000,00 -S/.24.500,00
Costo mano de obra directa
-S/.14.000,00 -S/.140.000,00 -S/.140.000,00 -S/.14.000,00 -S/.14.000,00 -S/.140.000,00 -S/.14.000,00 -S/.14.000,00 -S/.140.000,00 -S/.14.000,00 -S/.14.000,00 -S/.14.000,00
Costo de supervisores
Gasto de administración y
-S/.13.000,00 -S/.130.000,00 -S/.130.000,00 -S/.13.000,00 -S/.13.000,00 -S/.130.000,00 -S/.13.000,00 -S/.13.000,00 -S/.130.000,00 -S/.13.000,00 -S/.13.000,00 -S/.13.000,00
transporte
U.A.D.I = Utilidad Antes de
S/.22.000,00 S/.90.000,00 S/.140.000,00 S/.22.000,00 S/.23.500,00 S/.140.000,00 S/.22.000,00 S/.23.500,00 S/.140.000,00 S/.22.000,00 S/.22.000,00 S/.23.500,00
Impuestos
-S/.6.600,00 -S/.27.000,00 -S/.42.000,00 -S/.6.600,00 -S/.7.050,00 -S/.42.000,00 -S/.6.600,00 -S/.7.050,00 -S/.42.000,00 -S/.6.600,00 -S/.6.600,00 -S/.7.050,00
Impuesto 30%
-S/ 127.200,00
Inversion inicial
-S/.127.200,00 S/.15.400,00 S/.63.000,00 S/.98.000,00 S/.15.400,00 S/.16.450,00 S/.98.000,00 S/.15.400,00 S/.16.450,00 S/.98.000,00 S/.15.400,00 S/.15.400,00 S/.16.450,00
F.C.E
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
VAN@25% Cálculo de COK Calculo del WACC
S/.71.379,02
TIR 29% PRP 1,21% COK 12,63%
RBC Beta Proporcion de deuda (%D)
1,561 0,547 35%
(Rm-Rf) 10,54% Proporcion de capital (%C) 65%
Rf Costo de la deuda (Kd)
5,65% 10%
COK Tasa impositiva (T)
12,63% 29,50%
WACC 10,67%
Los resultados obtenidos del flujo de caja nos arrojan un VAN mayor a 0, por lo cual es recomendable y viable implementar la mejora analizada,
para lo que espera una ganancia de S/71.379,02. Además, el TIR ES 29%, porcentaje mayor al COK por lo que se considera aceptable la
implementación analizada. El RBC estima que cada sol invertido te arrojara 1.561 soles de beneficio.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
8. CONCLUSIONES
. El MRP 1 nos permitió determinar las ordenes de compra y producción desde la
semana 0 hasta la semana 12, para asi obtener un balance adecuado entre la materia
prima y el producto en proceso.
• Se observa que en el MRP II se cumple con las horas requeridas para cumplir con las
demandas semanales de cada producto patrón. De esta manera no se necesita
aumentar recursos productivos ni horas extras en la producción.
. Logramos obtener que el producto perno hexagonal necesita un programa de
abastecimiento con fecha de emisión desde la semana 3 hasta la semana 11, la tuerca
hexagona necesita el programa con fecha de emisión desde la semana 1 hasta la
semana 11.
. Se puede concluir que el método mas adecuado para los pernos hexagonales es
Descomposicion por factores debido que a sus proyecciones se aproximan mas a la
realidad.
• En el MRPII se puede conlcuir que donde existe mayor porcentaje de utilización
son es en la semans 3,6 y 9. Además, se puede observar en la grafica que la
empresa si cumple en las semanas con la demanda establecida de los clientes
. En las tuercas hexagonales el método mas adecuado es el de regresión lineal, ya que
brinda una tendencia semejante al patron de datos que siguen una pendiente negativa.
. En los tornillos autoperforantes el método mas adecuado es el de descomposcion de
factores, debido a que cada representacion plasma el verdadero comportamiento de los
24 meses con una tendencia creciente y decreciente a la vez.
.Podemos concluir que el plan agregado constante nos proporciono los menores costos
unitarios respecto al plan agregado variable, por lo cual es el mas benefico para la
empresa.
. En los PMP de los tres productos se evidenciaron DPPs negativos en diferentes, esto
no afecta a nuestro plan maestro de producción pero si nos pone alerta que en esa
semana esta sobrevendida y deberíamos poseer inventario para contrarestar la
escazes.
• En conclusión, después de realizar y analizar los gráficos “PQ” y “ABC”, se interpreta
que los 3 productos patrón son perno hexagonal, tornillo autoperf y tuerca hexagonal
ya que, el “Perno hexagonal” y “Tuerca hexagonal” son los productos que generan los
mayores ingresos en la empresa y el producto “Tornillo autopref.” es el producto más
importante ambos siendo analizados por los gráficos “PQ” y “ABC”.
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
• Al analizar los costos operativos de la empresa se concluye que el costo de mano de
obra directa es de S/ 19,350, material directo S/ 30,011.48, mano de obra indirecta S/
39,970 y otros costos indirectos S/ 1,208, teniendo un costo promedio mensual de S/
54,536.68 soles.
• El DOP, DAP, DR y flujogramas se realizó de los 3 productos patrones de la empresa,
pues cada uno tiene sus propios procesos a realizar y es importante analizarlos. Del
DR de la tuerca hexagonal se puede afirmar que hay demasiados puntos de congestión,
por lo que será importante analizar una mejor distribución de sus áreas.
• A través del Canvas se pudo visualizar como la empresa Consorcio Ingeniería
Metálica S.R.L. genera su mayor cantidad de ingresos mediante dos productos, Perno
hexagonal y Tuerca Hexagonal los cuales representan el 74.32% de su rentabilidad
total. La empresa intenta diferenciarse de la competencia ofreciendo la misma calidad
del producto a un precio más bajo que logra satisfacer la necesidad del cliente en cuanto
a diseño y duración.
• En el diagrama de Pareto, la gráfica nos indica que el principal problema se encuentra
en el exceso de mermas en los pernos hexagonal dando un 40.39 % con respecto al
total de problemas.
• La eficiencia de los 3 productos patrones de la empresa en estudio varía. Para los
pernos hexagonales es 87% , para las tuercas es 63,39% y para los tornillos es
99,69%.
• Se calculó el indicador OEE , el cual resultó 84,03% . Este resultado es positivo, pero
se puede mejorar analizando sobre todo el indicador de rendimiento, pues es el que
tiene el menor valor a comparación de la disponibilidad y calidad.
• El producto patrón de la empresa es el perno hexagonal, este es el que genera el
mayor % de ingresos (24,55%). Seguidamente, figura la tuerca hexagonal con un
22.63%. Por otro lado, en base a la producción el producto más importante es el
tornillo, el cual genera el 94,81% de la producción total. Por lo tanto, los tres productos
mencionados se consideran como los productos patrones de la empresa en estudio.
• Los resultados obtenidos del flujo de caja nos arrojan un VAN mayor a 0, por lo cual
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
es recomendable y viable implementar la mejora analizada, para lo que espera una
ganancia de S/71.379,02.
• El TIR ES 29%, porcentaje mayor al COK por lo que se considera aceptable la
implementación analizada. El RBC estima que cada sol invertido te arrojara 1.561
soles de beneficio.
9. RECOMENDACIONES
. El programa de abastecimiento al momento de su ejecución en el proceso productivo no
debe haber cambios hasta a ver completado la última semana, por lo cual es recomendable
realizar el menor número de cambios posibles.
Se recomienda que la empresa realice la producción de los productos patrón de manera
regular en cada semana para no incurrir en costos adicionales por producción de altos
volúmenes en algunas semanas y en otras sin produccion .
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
10. BIBLIOGRAFÍA:
• Consorcio Ingeniería Metálica S.R.L.(s,f). Contando con Productos de calidad.
Recuperado de: http://www.pernoscim.com.pe/cim_peru_empresa.html [Consulta: 21
de agosto]
• UniveridadPeru. (s.f). Consorcio Ingeniería Metálica S.R.L. Recuperado de:
https://www.universidadperu.com/empresas/consorcio-ingenieria-metalica.php
[Consulta: 21 de agosto]
• Instituto Nacional de Estadística e Informática (INEI). (2021). Perú: Estado de la
Población en el año del Bicentenario,2021. Lima: INEI. Recuperado de
https://www.inei.gob.pe/media/MenuRecursivo/publicaciones_digitales/Est/Lib1803/li
bro.pdf [Consulta: 05 de septiembre de 2021].
• Instituto Nacional de Estadística e Informática (INEI). (2021). Capítulo II: Estructura
Empresarial por Grandes Actividades Económicas. Lima: INEI. Recuperado de
https://www.inei.gob.pe/media/MenuRecursivo/publicaciones_digitales/Est/Lib1262/c
ap02.pdf [Consulta: 04 de septiembre de 2021].
• Pontificia Universidad Católica del Perú (PUCP). (2021). Resultados del Ranking de
Competitividad Mundial 2021. Lima: PUCP. Recuperado de
https://centrum.pucp.edu.pe/centrum-news/noticias-institucionales/resultados-
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ranking-competitividad-mundial-2021/ [Consulta: 03 de septiembre de 2021].
• Revista Digital de la Cámara de Comercio de Lima (La Cámara). (2021). Impulso para
la industria metalmecánica. Lima: La Cámara. Recuperado de
https://lacamara.pe/informe-especial-impulso-para-la-industria-metalmecanica/
[Consulta: 04 de septiembre de 2021].
• Vera S. (2018). PROPUESTA DE UN SISTEMA DE PLANIFICACIÓN Y CONTROL
DE LA PRODUCCIÓN PARA LA EMPRESA FABRICATION TECHNOLOGY
COMPANY S.A.C. PARA MEJORAR EL NIVEL DE SERVICIO. Recuperado de
https://tesis.usat.edu.pe/bitstream/20.500.12423/1371/1/TL_VeraCubasSharon.pdf
[Consulta: 22 de octubre de 2021].
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
8. ANEXOS
Anexo 1 => COEFICIENTE DE AUTOCORRELACION
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Anexo 2 => METODO HOLT
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ANEXO 3 => METODO WINTER
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ANEXO 4 => METODO DESCOMPOSICION DE FACTORES
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
ANEXO 5=> REGRESION LINEAL
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
lOMoARcPSD|10485659
Descargado por Aurora Flyn (aurora__flyn@hotmail.com)
También podría gustarte
- Trabajo Final de Runa BibliografiaDocumento63 páginasTrabajo Final de Runa BibliografiaAdelaydaChullunquia100% (1)
- Tesis Enviada Al CanvasDocumento79 páginasTesis Enviada Al CanvasRobert AlexAún no hay calificaciones
- Proyecto Final RestauranteDocumento50 páginasProyecto Final RestauranteCarla Flores100% (3)
- Trabajo Final PDFDocumento57 páginasTrabajo Final PDFBryan Jhonson Medina GuevaraAún no hay calificaciones
- Avance Proyecto Final 3..Documento73 páginasAvance Proyecto Final 3..JulioYzkAún no hay calificaciones
- Proyecto Inversion Empresa de ComidasDocumento145 páginasProyecto Inversion Empresa de ComidasDiana Riofrio Siguenza100% (1)
- Modelo de ProyectoDocumento72 páginasModelo de ProyectoSolii FloresAún no hay calificaciones
- UCS1ocuYrtVKM teKhXhD7vTKMYE0KKwXHQhA4FDZWFy8ytT-fbdPbNq2KwwNSndCVBw6r97gw6xtUnDcY4 Ff8Documento147 páginasUCS1ocuYrtVKM teKhXhD7vTKMYE0KKwXHQhA4FDZWFy8ytT-fbdPbNq2KwwNSndCVBw6r97gw6xtUnDcY4 Ff8Liss SQAún no hay calificaciones
- AlmacenesDocumento239 páginasAlmacenesLuckyMenéndezAún no hay calificaciones
- Informe Nº2 KMJ IngenieriaDocumento136 páginasInforme Nº2 KMJ IngenieriaC�SPEDES ALBI�A KATHERINE GISELLEAún no hay calificaciones
- Ortiz Islas Vanessa - Caso Practico U6Documento74 páginasOrtiz Islas Vanessa - Caso Practico U6vanessa ortiz islasAún no hay calificaciones
- Trabajo Final de Gestion de ImportacionesDocumento74 páginasTrabajo Final de Gestion de ImportacionesGabriela Jacquelineh scacsbcsaru Huanca EscalanteAún no hay calificaciones
- Producto 5 - Estudio AdministrativoDocumento145 páginasProducto 5 - Estudio AdministrativoCamilo MoncadaAún no hay calificaciones
- Proyecto Mermelada de TomateDocumento81 páginasProyecto Mermelada de TomateAlberto Tilila Padilla83% (6)
- Trabajo de Implementacion Segurdidad IndustrialDocumento189 páginasTrabajo de Implementacion Segurdidad IndustrialAlexander Peña Ames100% (2)
- Pco - Iv63 - Grupo 2 - Trabajo FinalDocumento165 páginasPco - Iv63 - Grupo 2 - Trabajo FinalDeyvid CrispinAún no hay calificaciones
- Informe Final Formulación y Evaluación de ProyectosDocumento76 páginasInforme Final Formulación y Evaluación de ProyectospaulAún no hay calificaciones
- Trabajo Final FormulacionDocumento86 páginasTrabajo Final FormulacionYajaira Correa PérezAún no hay calificaciones
- Continental Ochoa Aliaga 2018Documento60 páginasContinental Ochoa Aliaga 2018Luis Alberto Astuhuaman PardaveAún no hay calificaciones
- Plan Estrategico Institucional 2017 2021 AprobadoDocumento63 páginasPlan Estrategico Institucional 2017 2021 AprobadohilbertAún no hay calificaciones
- Purapasta 2018 10 30Documento83 páginasPurapasta 2018 10 30Javier Ormeño Vera100% (2)
- Proyecto de Tesis Electro Pangoa-Epasa 2018 OkDocumento53 páginasProyecto de Tesis Electro Pangoa-Epasa 2018 OkDelia CvAún no hay calificaciones
- Proyecto de Embutidos CárnicosDocumento60 páginasProyecto de Embutidos CárnicosJhelika Esmeralda Arcos Arcos83% (40)
- TF - Amin de OperacionesDocumento79 páginasTF - Amin de OperacionesJarif John Fernandez GutierrezAún no hay calificaciones
- Termotanques Solares-Proyecto Final 2019Documento58 páginasTermotanques Solares-Proyecto Final 2019Gaston ColonAún no hay calificaciones
- Plan de Manejo de La Cuenca Del Rio Ilo - Moquegua (Grupo 03)Documento52 páginasPlan de Manejo de La Cuenca Del Rio Ilo - Moquegua (Grupo 03)santos nicolasAún no hay calificaciones
- TF Is8a g5 Lica Arevalo Bautista Diaz Herrera Mogollon Rivero SeguraDocumento77 páginasTF Is8a g5 Lica Arevalo Bautista Diaz Herrera Mogollon Rivero SeguraAndrea Hoces SevillanoAún no hay calificaciones
- Problema de Decisión Administrativa - Ferretería AraceliDocumento83 páginasProblema de Decisión Administrativa - Ferretería AraceliCarlos Juan GC100% (1)
- Analisis y Diseño de Sistemas - Producto FinalDocumento44 páginasAnalisis y Diseño de Sistemas - Producto FinalIvan Esmit MayhuaAún no hay calificaciones
- Proyecto FinalDocumento71 páginasProyecto FinalZulema Villca PacoAún no hay calificaciones
- Informe Nº3 KMJ Ingenieria FinalDocumento188 páginasInforme Nº3 KMJ Ingenieria FinalC�SPEDES ALBI�A KATHERINE GISELLEAún no hay calificaciones
- Maquina de PapasDocumento69 páginasMaquina de PapasJavier Villegas HidalgoAún no hay calificaciones
- Dpi Galletas Trabajo FinalDocumento175 páginasDpi Galletas Trabajo FinalarianaAún no hay calificaciones
- INFORME Klissman Yerson 1Documento114 páginasINFORME Klissman Yerson 1brian.ramos.9620gmail.comAún no hay calificaciones
- Tarea Domiciliaria N°02 - Criterios de Evaluacion - Grupo N°05 - I.E. Grupo ADocumento51 páginasTarea Domiciliaria N°02 - Criterios de Evaluacion - Grupo N°05 - I.E. Grupo AgianAún no hay calificaciones
- Proyecto Tilapia Roja RubenDocumento122 páginasProyecto Tilapia Roja RubenOscar Yusep AAún no hay calificaciones
- PLANEAMIENTO Y GESTION DE OBRAS - Grupo N°1Documento38 páginasPLANEAMIENTO Y GESTION DE OBRAS - Grupo N°1Luka AcAún no hay calificaciones
- Estudio de Linea Base Del AguacateDocumento86 páginasEstudio de Linea Base Del AguacateJo-chan Sadic100% (1)
- PROYECTODocumento113 páginasPROYECTOjessicaAún no hay calificaciones
- Dia HuachocolpaDocumento185 páginasDia HuachocolpaNoe Pilco isuizaAún no hay calificaciones
- Trabajo F - G3Documento151 páginasTrabajo F - G3Edwin JimenezAún no hay calificaciones
- CS92 Est Huaman Pineda CP60Documento58 páginasCS92 Est Huaman Pineda CP60piero pinedaAún no hay calificaciones
- "Proyecto para Implementar Planta de Producción de Snack A Base de Arracacha en La Ciudad de Arequipa" Alumno - CódigoDocumento70 páginas"Proyecto para Implementar Planta de Producción de Snack A Base de Arracacha en La Ciudad de Arequipa" Alumno - CódigojimyAún no hay calificaciones
- Diseño de Una Propuesta para La Reducción de Los Tiempos de Entrega en Indumetálicas Carz Empleando Herramientas de Lean ManufacturingDocumento94 páginasDiseño de Una Propuesta para La Reducción de Los Tiempos de Entrega en Indumetálicas Carz Empleando Herramientas de Lean ManufacturingELIEZER ZURISADAI MARTINEZ DE LA TRINIDADAún no hay calificaciones
- Proyecto - Final - Jabon - 31 de MayoDocumento89 páginasProyecto - Final - Jabon - 31 de MayoOscar Javier Guerrero MartinezAún no hay calificaciones
- Informe Preocesos Formato Apa 7 - FeriaDocumento80 páginasInforme Preocesos Formato Apa 7 - FeriaMelani AyalaAún no hay calificaciones
- Grupo02 E FINALDocumento73 páginasGrupo02 E FINALYAIR FERNANDEZAún no hay calificaciones
- Laboratorio 1 - G3Documento90 páginasLaboratorio 1 - G3Edwin JimenezAún no hay calificaciones
- Entrega Semana 5 Diseño y Evaluación Del SG-SST - Docx (1) .OdtDocumento93 páginasEntrega Semana 5 Diseño y Evaluación Del SG-SST - Docx (1) .Odtmarcela mendozaAún no hay calificaciones
- BB 3Documento88 páginasBB 3Paola EstrellaAún no hay calificaciones
- Trabajo Final de Toma de DecisionesDocumento61 páginasTrabajo Final de Toma de DecisionesJose AntonioAún no hay calificaciones
- TRABAJO PARCIAL - GRUPO 3 para CorregirDocumento125 páginasTRABAJO PARCIAL - GRUPO 3 para CorregirAlvaro SalomeAún no hay calificaciones
- Tesis IshikawaDocumento164 páginasTesis IshikawaAlonso Morante GomezAún no hay calificaciones
- Organizacion y Metodos Trabajo FinalDocumento41 páginasOrganizacion y Metodos Trabajo FinallizAún no hay calificaciones
- PROYECTODocumento32 páginasPROYECTOCristhian MejiiaAún no hay calificaciones
- Grupo 5 - Trabajo ParcialDocumento93 páginasGrupo 5 - Trabajo ParcialVanesa JesusAún no hay calificaciones
- Galletas PDFDocumento78 páginasGalletas PDFErick b.rAún no hay calificaciones
- IPERCDocumento59 páginasIPERCYerson Gonzales Rojas100% (1)
- Angie MRPDocumento1 páginaAngie MRPJimmy GarciaAún no hay calificaciones
- Clase Pco-Pregunta 4Documento23 páginasClase Pco-Pregunta 4Jimmy GarciaAún no hay calificaciones
- Throughput AccountingDocumento6 páginasThroughput AccountingJimmy GarciaAún no hay calificaciones
- 4.6.1. Capacidad de Corto Plazo (Cuello de Botella)Documento3 páginas4.6.1. Capacidad de Corto Plazo (Cuello de Botella)Jimmy GarciaAún no hay calificaciones
- Banco Completo de SeguridadDocumento902 páginasBanco Completo de SeguridadJimmy GarciaAún no hay calificaciones
- Pco - TF - Grupo 2Documento123 páginasPco - TF - Grupo 2Jimmy GarciaAún no hay calificaciones
- PCP - Trabajo Final - Grupo 5Documento90 páginasPCP - Trabajo Final - Grupo 5Jimmy GarciaAún no hay calificaciones
- MODULO I - Plan de Desarrollo Concertado RegionalDocumento32 páginasMODULO I - Plan de Desarrollo Concertado RegionalJimmy GarciaAún no hay calificaciones
- Final OpuDocumento14 páginasFinal OpuJimmy GarciaAún no hay calificaciones
- Pco - Puntos TFDocumento58 páginasPco - Puntos TFJimmy GarciaAún no hay calificaciones
- Estrategia MixtaDocumento3 páginasEstrategia MixtaJimmy GarciaAún no hay calificaciones
- Aplicaciones de Ecuaciones de Primer GradoDocumento15 páginasAplicaciones de Ecuaciones de Primer GradoJimmy GarciaAún no hay calificaciones
- Parcial Herramientas de CalidadDocumento115 páginasParcial Herramientas de CalidadJimmy Garcia100% (3)
- Tarea 4 Economia para La Administracion PublicaDocumento16 páginasTarea 4 Economia para La Administracion Publicalupita contrerasAún no hay calificaciones
- Caso Macro IVDocumento3 páginasCaso Macro IVJuan LlerenaAún no hay calificaciones
- Preguna1 - Analisis y Evolucion Del PBI Del Peru Desde 2000 Al 2016Documento7 páginasPreguna1 - Analisis y Evolucion Del PBI Del Peru Desde 2000 Al 2016Johanna Gallarday Toso0% (1)
- 1004 Artículo - Manuscrito - Ensayo 8514 1 10 20220227Documento13 páginas1004 Artículo - Manuscrito - Ensayo 8514 1 10 20220227RONALD RUBEN TTITO MAMANIAún no hay calificaciones
- Plan de Negocios Jana BoutiqueDocumento76 páginasPlan de Negocios Jana Boutiquedaniel polo marquezAún no hay calificaciones
- Guia Macro 1 1Documento33 páginasGuia Macro 1 1Mary Espinal Caceres100% (1)
- Es Importante Lo Que Se Exporta - PalmieriDocumento46 páginasEs Importante Lo Que Se Exporta - PalmieriAndrea RodriguezAún no hay calificaciones
- El Estado y El Control Económico Dinero y El Sistema BancarioDocumento2 páginasEl Estado y El Control Económico Dinero y El Sistema BancarioFERNELYAún no hay calificaciones
- Examen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-MACROECONOMIA - (GRUPO13)Documento11 páginasExamen Parcial - Semana 4 - RA - SEGUNDO BLOQUE-MACROECONOMIA - (GRUPO13)MegyAún no hay calificaciones
- Introducción A La Economía Conceptos Básicos 1Documento8 páginasIntroducción A La Economía Conceptos Básicos 1ayleenchaAún no hay calificaciones
- Portada Diapositiva Clase de MatemáticasDocumento24 páginasPortada Diapositiva Clase de MatemáticasAlfonso RiosAún no hay calificaciones
- 3.6 Métodos para Calcular El PNBDocumento5 páginas3.6 Métodos para Calcular El PNBSANDRA YATZIRI BAUTISTA TRAINAún no hay calificaciones
- Mapa Conceptual Variables EconomicasDocumento1 páginaMapa Conceptual Variables Economicasdylan bernalAún no hay calificaciones
- Sombreros de Paja Toquilla Reino UnidoDocumento12 páginasSombreros de Paja Toquilla Reino UnidoMayrissMarcatomaMolina100% (1)
- Surgimiento de La Sociedad de La InformaciónDocumento10 páginasSurgimiento de La Sociedad de La InformaciónNailil BonecaAún no hay calificaciones
- A TIII - 7 ImportanciaDocumento16 páginasA TIII - 7 ImportanciaAlvaro merino martinezAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Mena ColAún no hay calificaciones
- U4A2 MirandaM JessicaMDocumento11 páginasU4A2 MirandaM JessicaMMelisa MirandaAún no hay calificaciones
- Mat. Fin - U1 - A1 - Ejercicios Interes Simple - 01Documento6 páginasMat. Fin - U1 - A1 - Ejercicios Interes Simple - 01Martin Alejandro Fabian LopezAún no hay calificaciones
- Unidad IiDocumento26 páginasUnidad IiMayda CastroAún no hay calificaciones
- 2021-2 Sil Economía y EmpresaDocumento10 páginas2021-2 Sil Economía y EmpresaDiana MigurenAún no hay calificaciones
- Caso Práctico Unidad Tres MacroeconomiaDocumento16 páginasCaso Práctico Unidad Tres MacroeconomiajakiAún no hay calificaciones
- Proyecto InversionDocumento85 páginasProyecto InversiondiegoAún no hay calificaciones
- Material Primer Parcial Macroeconomia - Ana HerreraDocumento38 páginasMaterial Primer Parcial Macroeconomia - Ana HerreraakinramirezAún no hay calificaciones
- 2021 Reporte AnualDocumento88 páginas2021 Reporte AnualJorge Latorre RojasAún no hay calificaciones
- Examen (APEB2-15 - ) Caso 1 Desarrolle El Caso Propuesto, en Función de Los Subtemas Abordados en Las Unidades 4 y 5 Que Corresponden A Agregados Macroeconómicos y Medición Del PIBDocumento4 páginasExamen (APEB2-15 - ) Caso 1 Desarrolle El Caso Propuesto, en Función de Los Subtemas Abordados en Las Unidades 4 y 5 Que Corresponden A Agregados Macroeconómicos y Medición Del PIBAndySL23Aún no hay calificaciones
- Actividad Integradora U3 EconomiaDocumento3 páginasActividad Integradora U3 Economiagraciela mazaAún no hay calificaciones
- Ejercicios Practicos - Introduccion A La MacroeconomiaDocumento2 páginasEjercicios Practicos - Introduccion A La MacroeconomiaFRANCO CUSIHUALLPA OCHOAAún no hay calificaciones
- Cordero Principe Nilsa Estudio Factibilidad ProducciónDocumento182 páginasCordero Principe Nilsa Estudio Factibilidad ProducciónFátima OchoaAún no hay calificaciones
- Bolivia EconomiaDocumento8 páginasBolivia EconomiaDEYSI LILIAN INOFUENTE RODRIGUEZAún no hay calificaciones