También podría gustarte
- Refrigeradores Samsung seminario onlineDocumento179 páginasRefrigeradores Samsung seminario onlineRamiro Montaño96% (25)
- Curso Neveras Samsung PDFDocumento179 páginasCurso Neveras Samsung PDFJOSE CAMPOS100% (5)
- Catálogo de Grasas SKFDocumento12 páginasCatálogo de Grasas SKFNelson Eduardo Ramirez Colmenares100% (1)
- Termoinspección equipo eléctricoDocumento1 páginaTermoinspección equipo eléctricoMauricio Zapata Quintana100% (1)
- Tanques atmosféricos especificación técnicaDocumento20 páginasTanques atmosféricos especificación técnicaGustavo SuarezAún no hay calificaciones
- Control Electronico ETCH1Documento26 páginasControl Electronico ETCH1Carlos Castillo Urrunaga50% (2)
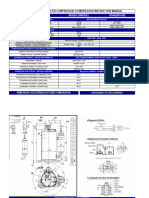
- CS 15 ET electrocompresor línea constante velocidadDocumento1 páginaCS 15 ET electrocompresor línea constante velocidadMaxiSanchezAún no hay calificaciones
- Selección de Sellos Mecánico 2.0Documento89 páginasSelección de Sellos Mecánico 2.0ChristianCamposOyarzúnAún no hay calificaciones
- 310mls001-Knife Switch - TermografiaDocumento6 páginas310mls001-Knife Switch - TermografiaJoel Parra ZambranoAún no hay calificaciones
- Copia de Informe E94 Titulo de VaporDocumento29 páginasCopia de Informe E94 Titulo de VaporSuperunknow DesconocidoAún no hay calificaciones
- Quimicos en CamaroneraDocumento16 páginasQuimicos en CamaroneraRoy Lamilla100% (1)
- Estandar IPC Soldadura Por Ola en PCBDocumento6 páginasEstandar IPC Soldadura Por Ola en PCBCheckpoint Game CenterAún no hay calificaciones
- Perfiles Soldadura Ramp Soak Spike y Ramp To Spike en PCB Estandar IPCDocumento6 páginasPerfiles Soldadura Ramp Soak Spike y Ramp To Spike en PCB Estandar IPCCheckpoint Game CenterAún no hay calificaciones
- Universidad Nacional Experimental Del TachiraDocumento4 páginasUniversidad Nacional Experimental Del TachiraCristian UribeAún no hay calificaciones
- Asme Viii Rollino 10 1c Parte CDocumento67 páginasAsme Viii Rollino 10 1c Parte CMaria Victoria Morales GalindezAún no hay calificaciones
- Carga de Los Transformadores de PotenciaDocumento9 páginasCarga de Los Transformadores de PotenciaIsack Soto MedinaAún no hay calificaciones
- ASME VIII Parte 5 Tratamineto Termico, Impacto y Fabricación.Documento41 páginasASME VIII Parte 5 Tratamineto Termico, Impacto y Fabricación.Maximiliano YablonskiAún no hay calificaciones
- KHP216LE-T5A-SB: Evaporador de Alto Perfil, Deshielo por Aire, 200-220/3/50, 380-400/3/50Documento12 páginasKHP216LE-T5A-SB: Evaporador de Alto Perfil, Deshielo por Aire, 200-220/3/50, 380-400/3/50Wences JimenezAún no hay calificaciones
- Manual de Ar CondicionadoDocumento4 páginasManual de Ar Condicionadomaurocalifo8Aún no hay calificaciones
- RequisitosRendimientoFlujogramaNormaHornoDocumento1 páginaRequisitosRendimientoFlujogramaNormaHornoSara MorenoAún no hay calificaciones
- Curso de TemperaturaDocumento33 páginasCurso de TemperaturaGraciliano GómezAún no hay calificaciones
- CS 110 ET Acoplamiento DirectoDocumento1 páginaCS 110 ET Acoplamiento DirectoMaxiSanchezAún no hay calificaciones
- Side Resina 3301Documento3 páginasSide Resina 3301Oscar GonzálezAún no hay calificaciones
- TermocuplaDocumento22 páginasTermocuplaCELIA ROSA PINEDO FLORESAún no hay calificaciones
- Termorresistencias y Termopares.Documento21 páginasTermorresistencias y Termopares.Viviana ZaromAún no hay calificaciones
- Termocuplas GeneralesDocumento6 páginasTermocuplas Generalesgaby ChunqueAún no hay calificaciones
- ParametrosFusion ExtrucolDocumento1 páginaParametrosFusion ExtrucolSaul HernandezAún no hay calificaciones
- Qué Es Una TermocuplaDocumento10 páginasQué Es Una TermocuplaWilly TurdoAún no hay calificaciones
- Ficha Tecnica - Simatherm IH 025 Volcano - PDFDocumento2 páginasFicha Tecnica - Simatherm IH 025 Volcano - PDFJuan UchuyaAún no hay calificaciones
- Catalogo de Interruptores AtsDocumento11 páginasCatalogo de Interruptores AtsLeventen Aldave RamirezAún no hay calificaciones
- Hot Runner PDFDocumento13 páginasHot Runner PDFEdgaar TorresAún no hay calificaciones
- CATALOGO DE INTERRUPTORES DE TEMPERATURA 2019Documento11 páginasCATALOGO DE INTERRUPTORES DE TEMPERATURA 2019M. Gerardo SanchezAún no hay calificaciones
- Pruebas de Campo Cargador R-1300GDocumento5 páginasPruebas de Campo Cargador R-1300GAdolfo Choccelahua HuinchoAún no hay calificaciones
- Curva T.T FumasaDocumento1 páginaCurva T.T Fumasajhonatan_osoresmAún no hay calificaciones
- Funcionamiento y cálculo de evaporadoresDocumento51 páginasFuncionamiento y cálculo de evaporadoresMurdock Santana100% (1)
- Anexo A Bases de Licitacion Equipos de LaboratorioDocumento73 páginasAnexo A Bases de Licitacion Equipos de LaboratorioWilliam Huachaca TorresAún no hay calificaciones
- Refrigeración DomésticaDocumento31 páginasRefrigeración DomésticaMarin PazAún no hay calificaciones
- Prueba de transportador de cinta en vacíoDocumento3 páginasPrueba de transportador de cinta en vacíoChoque Villca JuanAún no hay calificaciones
- CS 7,5 ET: Electrocompresores Linea Cs - A Correas - Velocidad Constante Modelo Electrocompresor CS 7,5 ETDocumento1 páginaCS 7,5 ET: Electrocompresores Linea Cs - A Correas - Velocidad Constante Modelo Electrocompresor CS 7,5 ETMaxiSanchezAún no hay calificaciones
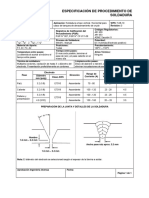
- 005 WPS - TANQUES Ultima VersionDocumento6 páginas005 WPS - TANQUES Ultima VersionANDREA DUEASAún no hay calificaciones
- Planilla de Mantenimiento de Chillers PelicanDocumento4 páginasPlanilla de Mantenimiento de Chillers PelicanHernan MiñoAún no hay calificaciones
- CS 22 EtDocumento1 páginaCS 22 EtMaxiSanchezAún no hay calificaciones
- Termostatos WhiterodgersDocumento13 páginasTermostatos Whiterodgersivancho310Aún no hay calificaciones
- Tva Medidor Spirax SarcoDocumento4 páginasTva Medidor Spirax SarcoNz CaAún no hay calificaciones
- Informe de Mantenimineto Aires Acondicionados Febrero 2020 Ejecutivo SabanaDocumento4 páginasInforme de Mantenimineto Aires Acondicionados Febrero 2020 Ejecutivo SabanamarlonAún no hay calificaciones
- Bürkert DS2002-2Way-ES-ES PDFDocumento6 páginasBürkert DS2002-2Way-ES-ES PDFEmerson IpialesAún no hay calificaciones
- Bomba de Calor MuralDocumento1 páginaBomba de Calor MuralMarielysAún no hay calificaciones
- 4878 Manual InstrelecDocumento6 páginas4878 Manual InstrelecAlejandro BAún no hay calificaciones
- Isa TemperaturaDocumento77 páginasIsa TemperaturaJonathan SuarezAún no hay calificaciones
- Maquina Termica Instrumentos de Medición Del Consumo de Energía TérmicaDocumento14 páginasMaquina Termica Instrumentos de Medición Del Consumo de Energía TérmicajavierAún no hay calificaciones
- CS 11 ET electrocompresor línea constante velocidadDocumento1 páginaCS 11 ET electrocompresor línea constante velocidadMaxiSanchezAún no hay calificaciones
- 05 TermostatoDocumento35 páginas05 TermostatoArturo BorgesAún no hay calificaciones
- Procedimiento Soldadura Oreja Padlock Rev.0 09-01-2020Documento1 páginaProcedimiento Soldadura Oreja Padlock Rev.0 09-01-2020Mauricio DonosoAún no hay calificaciones
- Teoría de la soldadura SMD con tecnología BGADocumento4 páginasTeoría de la soldadura SMD con tecnología BGADavid BarriosAún no hay calificaciones
- Termopares y Termorresistencias.Documento21 páginasTermopares y Termorresistencias.Viviana ZaromAún no hay calificaciones
- Ficha Tecnica Riesgo MecanicoDocumento7 páginasFicha Tecnica Riesgo MecanicoYohn burbanoAún no hay calificaciones
- Corregir PC Contactor y Relé Termico Unid. de Bombeo Tranferencia #1 J-25Documento1 páginaCorregir PC Contactor y Relé Termico Unid. de Bombeo Tranferencia #1 J-25GEOVANY RODRIGUEZ HOYOSAún no hay calificaciones
- TermocuplasDocumento13 páginasTermocuplasdavidrafaelbastardopiamoAún no hay calificaciones
- Manual Calefon Rinnai 330 Industrial Euterma 2019Documento22 páginasManual Calefon Rinnai 330 Industrial Euterma 2019LisandroAún no hay calificaciones
- Familia Del Oxígeno (Calcogenos)Documento8 páginasFamilia Del Oxígeno (Calcogenos)Oscar WalkerAún no hay calificaciones
- Evaluacion HidrostaticaDocumento7 páginasEvaluacion HidrostaticaFernando GarciaAún no hay calificaciones
- 2021-04-05 RQ - Simulación 1Documento2 páginas2021-04-05 RQ - Simulación 1Pablo JimenezAún no hay calificaciones
- Proyecto de Tesis - 2018-2Documento29 páginasProyecto de Tesis - 2018-2GARY JOAN ACEVEDO CALDERONAún no hay calificaciones
- Marco Teórico 2Documento5 páginasMarco Teórico 2Melanie QuirozAún no hay calificaciones
- 3ra. Evaluacion de Quimica General 2022-1Documento3 páginas3ra. Evaluacion de Quimica General 2022-1Zegarra Zevallos Carlos robertoAún no hay calificaciones
- Informe 4 - Lab BioquiDocumento7 páginasInforme 4 - Lab BioquiLuis TasaycoAún no hay calificaciones
- Materiales lubricantes y su clasificaciónDocumento21 páginasMateriales lubricantes y su clasificaciónEduardo VillalbaAún no hay calificaciones
- Síntesis de Fluoresceína Emisión y Absorción de LuzDocumento8 páginasSíntesis de Fluoresceína Emisión y Absorción de LuzStevan VeraAún no hay calificaciones
- Practica 3. Reporte de CromatografiaDocumento12 páginasPractica 3. Reporte de CromatografiaAnita Aparicio TolentinoAún no hay calificaciones
- EsteresDocumento10 páginasEsteresMyriamAún no hay calificaciones
- Quimica IDocumento8 páginasQuimica IFundación UnirAún no hay calificaciones
- Capitulo 2 Eq Acido Base 2020Documento72 páginasCapitulo 2 Eq Acido Base 2020MNMAún no hay calificaciones
- Propiedades coligativas y pHDocumento5 páginasPropiedades coligativas y pHkevin_martinez_cAún no hay calificaciones
- Practica N°6 Fico (Cinetica-Quimica)Documento14 páginasPractica N°6 Fico (Cinetica-Quimica)Kevin Carhuatanta ValdiviaAún no hay calificaciones
- Examen Tema 5Documento2 páginasExamen Tema 5Servando ReyesAún no hay calificaciones
- Informe 6. Analisis de ClorurosDocumento4 páginasInforme 6. Analisis de ClorurosAndres Felipe Cedeño BedoyaAún no hay calificaciones
- Liderthane 150Documento5 páginasLiderthane 150Nelson JácomeAún no hay calificaciones
- 6830 TorsionalDocumento20 páginas6830 TorsionalFacundo Cuevas100% (1)
- ScacascDocumento4 páginasScacascGABRIEL EDUARDO BARTOLO CARRANZAAún no hay calificaciones
- Hernandez Chan Javier Armando - Actividad 2Documento3 páginasHernandez Chan Javier Armando - Actividad 2Javier Armando Hernandez ChanAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Fase 3 - Contaminación Del Aire PDFDocumento17 páginasGuía de Actividades y Rúbrica de Evaluación - Fase 3 - Contaminación Del Aire PDFLeonardo DuqueAún no hay calificaciones
- Biomoléculas orgánicasDocumento4 páginasBiomoléculas orgánicashbAún no hay calificaciones
- Pre3 Lfii 323637Documento3 páginasPre3 Lfii 323637Joaly MorenoAún no hay calificaciones
- Tercer Informe. Determinacion de Acidez y Alcalinidad. ANALISIS DE AGUA Y DESAGUE. FIA UNIDocumento9 páginasTercer Informe. Determinacion de Acidez y Alcalinidad. ANALISIS DE AGUA Y DESAGUE. FIA UNINiels Cano FelixAún no hay calificaciones
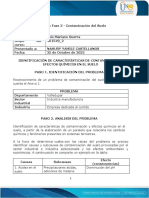
- Fase 3-Contaminacion Del Suelo-Luis Mariano Guerra-Grupo 2Documento5 páginasFase 3-Contaminacion Del Suelo-Luis Mariano Guerra-Grupo 2katerin mendozaAún no hay calificaciones
- DEterminacion de Indices de Refraccion Refractometro Abbe HRDocumento2 páginasDEterminacion de Indices de Refraccion Refractometro Abbe HRJuanes PinedaAún no hay calificaciones
- Apéndice EDocumento4 páginasApéndice ELitzy HernandezAún no hay calificaciones