También podría gustarte
- Historia de La ElectroquímicaDocumento29 páginasHistoria de La ElectroquímicaDalgi Sunith Barbosa TrillosAún no hay calificaciones
- Procesos PetroquimicosDocumento43 páginasProcesos PetroquimicosIsdalys GarciaAún no hay calificaciones
- InyecSolAlcalPetDocumento5 páginasInyecSolAlcalPetjhonnAún no hay calificaciones
- Sulfonacion, ConceptoDocumento20 páginasSulfonacion, ConceptoBEATRIZ ALEXANDRA CCASANI HUARCAAún no hay calificaciones
- A01 - Diferencia Entre NAD y NADP - Diferencia Entre FAD y FMN - VMMMDocumento7 páginasA01 - Diferencia Entre NAD y NADP - Diferencia Entre FAD y FMN - VMMMMonserrat VilaAún no hay calificaciones
- Síntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaDe EverandSíntesis de productos químicos derivados de la biomasa empleando catálisis heterogénea: heterociclos de la biomasaAún no hay calificaciones
- Procesos Industriales - SulfanacionDocumento27 páginasProcesos Industriales - SulfanacionOsvid ZedanoAún no hay calificaciones
- H2SO4 InformeDocumento25 páginasH2SO4 InformeBeira Almendra Moreno RiberaAún no hay calificaciones
- Ácido SulfúricoDocumento11 páginasÁcido SulfúricoMayAún no hay calificaciones
- Informe CatalisisProcesos de Obtención de Ácido SulfúricoDocumento6 páginasInforme CatalisisProcesos de Obtención de Ácido SulfúricoIvan IvenianAún no hay calificaciones
- Produccion de Acido Sulfurico PDFDocumento10 páginasProduccion de Acido Sulfurico PDFTata RivasAún no hay calificaciones
- Ácidos sulfónicos y sus aplicacionesDocumento8 páginasÁcidos sulfónicos y sus aplicacionesMARIA ANGELICA PACHECO MARCOS100% (1)
- Resumen FinalDocumento20 páginasResumen FinalFran RamirezAún no hay calificaciones
- Sulfonacion PresDocumento18 páginasSulfonacion PresnewfromAún no hay calificaciones
- Sul Fo NacionDocumento5 páginasSul Fo NacionAdali Reyes JulcaAún no hay calificaciones
- 2iv41 - Equipo 8 - Obtención Del Shampoo Por Sulfatación Del Alcohol LáuricoDocumento16 páginas2iv41 - Equipo 8 - Obtención Del Shampoo Por Sulfatación Del Alcohol LáuricoMaria Elizabeth Morales ArriagaAún no hay calificaciones
- Sulfonacion Apunte Def 2007Documento20 páginasSulfonacion Apunte Def 2007para_esAún no hay calificaciones
- SulfonacionDocumento20 páginasSulfonacionLuis PortillaAún no hay calificaciones
- SULFONACIÓNDocumento35 páginasSULFONACIÓNSheyla G Paredes0% (1)
- Producción de ácido sulfúricoDocumento23 páginasProducción de ácido sulfúricoClases De Apoyo ParticularesAún no hay calificaciones
- Ácido Sulfúrico (Final)Documento25 páginasÁcido Sulfúrico (Final)piter78784545Aún no hay calificaciones
- Exposición de Ácido SulfúricoDocumento5 páginasExposición de Ácido Sulfúricomario alexisAún no hay calificaciones
- Shampoo FuncionalesDocumento7 páginasShampoo FuncionalesJavier BarraganAún no hay calificaciones
- Ácido Sulfúrico (Tostación de Blenda/Esfalerita)Documento76 páginasÁcido Sulfúrico (Tostación de Blenda/Esfalerita)Antonio Ros Moreno100% (3)
- Síntesis de shampoo líquido a partir de alcohol láuricoDocumento17 páginasSíntesis de shampoo líquido a partir de alcohol láuricoJuan CarlosAún no hay calificaciones
- Acido Sulfúrico Franco AntoDocumento6 páginasAcido Sulfúrico Franco AntoFranco Pelado Madrid MolinéAún no hay calificaciones
- Qui MicaDocumento4 páginasQui MicaJoel JoelAún no hay calificaciones
- Procesos de SultitacioDocumento5 páginasProcesos de SultitacioAdela VelascoAún no hay calificaciones
- Produccion Del Acido Sulfurico YulyDocumento6 páginasProduccion Del Acido Sulfurico YulyAlexandra ArroyoAún no hay calificaciones
- Determinacion Del Àcido Sulfùrico H2so2Documento11 páginasDeterminacion Del Àcido Sulfùrico H2so2Rody Williams Curasma VillalvaAún no hay calificaciones
- HalogenaciónDocumento20 páginasHalogenaciónMartha DuranAún no hay calificaciones
- Ácido SulfúricoDocumento6 páginasÁcido SulfúricoElMaharajaAún no hay calificaciones
- Practica No 6 Obtencion Del Acido SulfanilicotDocumento11 páginasPractica No 6 Obtencion Del Acido SulfanilicotCarlos Chavez0% (1)
- Cuáles Son Los Agentes de SulfonacionDocumento6 páginasCuáles Son Los Agentes de SulfonacionMelissaMaraviAlvarado100% (1)
- Hipoclorito de SodioDocumento15 páginasHipoclorito de SodioAntony ChávezAún no hay calificaciones
- Acido Sufurico TrabajoDocumento13 páginasAcido Sufurico TrabajojuliojcslAún no hay calificaciones
- Obtencion de Acido SulfanilicoDocumento6 páginasObtencion de Acido SulfanilicoRoge PérezAún no hay calificaciones
- Lab 6 SulfonacionDocumento5 páginasLab 6 SulfonacionLuz Vera Silva100% (2)
- Acido SulfuricoDocumento17 páginasAcido SulfuricoWalter Raul CulquiAún no hay calificaciones
- Cuestiones Tema 4 Química IndustrialDocumento14 páginasCuestiones Tema 4 Química IndustrialFranciscoLopezMartinezAún no hay calificaciones
- Tarea 3Documento9 páginasTarea 3alvaroAún no hay calificaciones
- Practica N2 de Laboratorio de Quimica Grupo 5Documento5 páginasPractica N2 de Laboratorio de Quimica Grupo 5Joaquin AltamiranoAún no hay calificaciones
- Industria de Acido Sulfurico PDFDocumento8 páginasIndustria de Acido Sulfurico PDFMacarena Báez LozadaAún no hay calificaciones
- 6 Oxig de S y Ac - Sulfurico (C) ) PDFDocumento12 páginas6 Oxig de S y Ac - Sulfurico (C) ) PDFJavier TabaraAún no hay calificaciones
- SULFONACIÓNDocumento7 páginasSULFONACIÓNeddyAún no hay calificaciones
- Producción de Ácido SulfúricoDocumento9 páginasProducción de Ácido SulfúricoNAYELY ELIZABETH CAMILO DE LA ROSAAún no hay calificaciones
- Proceso de Obtención de Ácido Sulfúrico y Óleum, Ácido Fosfórico y Ácido NítricoDocumento20 páginasProceso de Obtención de Ácido Sulfúrico y Óleum, Ácido Fosfórico y Ácido NítricojggjAún no hay calificaciones
- Microscop I ADocumento5 páginasMicroscop I Akarina andrea causil espitia100% (1)
- 3 532producción de Ácido Sulfúrico-1Documento7 páginas3 532producción de Ácido Sulfúrico-1Thomas WhartonAún no hay calificaciones
- Alcoholes II: Reactividad, Análisis de Éteres y EspectroscopíaDocumento69 páginasAlcoholes II: Reactividad, Análisis de Éteres y Espectroscopíaalf_1987Aún no hay calificaciones
- PRACTICA No. 2 Obtención de Un Shampoo Liquido Por Sulfatación Del Alcohol LauricoDocumento23 páginasPRACTICA No. 2 Obtención de Un Shampoo Liquido Por Sulfatación Del Alcohol LauricoRodrigo Rodriguez100% (1)
- Ácido clorhídrico procesos producción HClDocumento4 páginasÁcido clorhídrico procesos producción HClLenin Roberto Viteri PotosiAún no hay calificaciones
- ÁCIDO SULFÚRICO.. TrabajoDocumento38 páginasÁCIDO SULFÚRICO.. Trabajoadrianaemilys0% (2)
- Sulfonacion ConceptosDocumento8 páginasSulfonacion ConceptosClari ClaritaAún no hay calificaciones
- Producción de ácido sulfúricoDocumento12 páginasProducción de ácido sulfúricoKaren CeuraAún no hay calificaciones
- COMPUESTOSCONAZUFRE201422aPARTE 27228Documento155 páginasCOMPUESTOSCONAZUFRE201422aPARTE 27228Manuel ValdomeroAún no hay calificaciones
- Acido de PlomoDocumento11 páginasAcido de Plomoeymar gonzalezAún no hay calificaciones
- Practica 3 ShampooDocumento16 páginasPractica 3 ShampooJuan CarlosAún no hay calificaciones
- AZUFREDocumento19 páginasAZUFREasp75% (4)
- Acido SulfúricoDocumento3 páginasAcido SulfúricoIsaac FumeroAún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Operaciones y Procesos para El Tratamiento de Aguas ResidualesDocumento8 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 2 - Fase 3 - Operaciones y Procesos para El Tratamiento de Aguas ResidualesCarolina NekoAún no hay calificaciones
- Dialnet LaComunicacionNoVerbalEnLaMediacionFamiliar 3697751Documento11 páginasDialnet LaComunicacionNoVerbalEnLaMediacionFamiliar 3697751claudia marcela marin marinAún no hay calificaciones
- Yaftian 2018Documento18 páginasYaftian 2018Michael CrowAún no hay calificaciones
- Tratamiento de Aguas ResidualesDocumento13 páginasTratamiento de Aguas ResidualesCarolina NekoAún no hay calificaciones
- I04 Instructivo para Toma de Muestras de AlimentosDocumento42 páginasI04 Instructivo para Toma de Muestras de AlimentosCarolina NekoAún no hay calificaciones
- Carne de Cerdo Como Materia Prima Rolando YamaDocumento23 páginasCarne de Cerdo Como Materia Prima Rolando YamaCarolina NekoAún no hay calificaciones
- B Alimentos FuncionalesDocumento3 páginasB Alimentos FuncionalesMarco Ruíz AlonsoAún no hay calificaciones
- Mas Alla Del Valor Nutricional Del YogurtDocumento6 páginasMas Alla Del Valor Nutricional Del YogurtCarolina NekoAún no hay calificaciones
- Carolina Vergara 216010 - 22Documento8 páginasCarolina Vergara 216010 - 22Carolina NekoAún no hay calificaciones
- Hierba BuenaDocumento6 páginasHierba BuenaCarolina NekoAún no hay calificaciones
- Trabajo Pensamiento LogicoDocumento8 páginasTrabajo Pensamiento LogicoMaikol AlarconAún no hay calificaciones
- Este RolesDocumento5 páginasEste RolesCarolina NekoAún no hay calificaciones
- Manual para GalletasDocumento46 páginasManual para GalletasLaura Lorena Miranda BeiroAún no hay calificaciones
- Anexo 1 - Ejercicios Tarea 2Documento5 páginasAnexo 1 - Ejercicios Tarea 2Carolina NekoAún no hay calificaciones
- Carolina Vergara 211622 - 41Documento24 páginasCarolina Vergara 211622 - 41Carolina NekoAún no hay calificaciones
- Proteinas-1 25677Documento57 páginasProteinas-1 25677Katya Jhoana Anaya OrozcoAún no hay calificaciones
- Solea SenegalensisDocumento11 páginasSolea SenegalensisCarolina NekoAún no hay calificaciones
- Hierba BuenaDocumento6 páginasHierba BuenaCarolina NekoAún no hay calificaciones
- Monografia de Menta 3 de Octubre - EspañolDocumento7 páginasMonografia de Menta 3 de Octubre - EspañolmaribelAún no hay calificaciones
- Carolna Vergara-478Documento13 páginasCarolna Vergara-478Carolina NekoAún no hay calificaciones
- CONICET Digital Nro. ADocumento20 páginasCONICET Digital Nro. ACarolina NekoAún no hay calificaciones
- Antioxidantes y alimentos funcionalesDocumento116 páginasAntioxidantes y alimentos funcionalesRuth Maria HernandezAún no hay calificaciones
- Enfermedades transmitidas por alimentos: causas y síntomasDocumento8 páginasEnfermedades transmitidas por alimentos: causas y síntomasruben gamarraAún no hay calificaciones
- 02 Enfermedades Transmisión Alimentaria PDFDocumento18 páginas02 Enfermedades Transmisión Alimentaria PDFJosé Manuel Alvarez Fernández100% (1)
- Manual Conservacion de AlimentosDocumento93 páginasManual Conservacion de AlimentosAydeé MongeAún no hay calificaciones
- Enfermedades Transmitidas Por AlimentosDocumento25 páginasEnfermedades Transmitidas Por AlimentosRoss AngelesAún no hay calificaciones
- Pensamiento Lógico MatemáticoDocumento2 páginasPensamiento Lógico MatemáticoCarolina NekoAún no hay calificaciones
- Toxiinfecciones Alimentarias PDFDocumento2 páginasToxiinfecciones Alimentarias PDFGhiana LopezAún no hay calificaciones
- Cocina Rfrigeracion 20-11-14 PDFDocumento22 páginasCocina Rfrigeracion 20-11-14 PDFdeisi peralesAún no hay calificaciones
- Permanent EsDocumento52 páginasPermanent EsHéctor Utrilla CobosAún no hay calificaciones
- Reacciones Redox y ElectroquímicaDocumento7 páginasReacciones Redox y ElectroquímicaoskrjsusAún no hay calificaciones
- Unpaz Procesamiento AnalogicoDocumento30 páginasUnpaz Procesamiento AnalogicoCESAR BARCALAAún no hay calificaciones
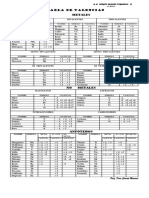
- Tabla de Valencia U.E. Sergio Suarez FDocumento1 páginaTabla de Valencia U.E. Sergio Suarez FLuis Fernando Ochoa YahuitaAún no hay calificaciones
- Volumetrias RedoxDocumento19 páginasVolumetrias RedoxjaimeqornagoAún no hay calificaciones
- BiometalurgiaDocumento65 páginasBiometalurgiafimmrra0% (1)
- La Rehidratación de Alimentos DeshidratadosDocumento14 páginasLa Rehidratación de Alimentos DeshidratadosLuis Angel Ramos GuerreroAún no hay calificaciones
- Agua y Azul de MetilenoDocumento3 páginasAgua y Azul de MetilenoDavid ManriqueAún no hay calificaciones
- Cuestionario FarmaciaDocumento5 páginasCuestionario FarmaciaKaren UrquietaAún no hay calificaciones
- Enzimas, Definición y ClasificaciónDocumento4 páginasEnzimas, Definición y Clasificaciónc57016683Aún no hay calificaciones
- Reacciones Quimicas IDocumento10 páginasReacciones Quimicas Iangelito290167% (3)
- Oxidacion ReduccionDocumento6 páginasOxidacion ReduccionKike Torres CachoAún no hay calificaciones
- Resumen EnzimasDocumento7 páginasResumen EnzimasMarcos CoelhoAún no hay calificaciones
- Propiedades eléctricas materialesDocumento4 páginasPropiedades eléctricas materialesFlorencia GonzalezAún no hay calificaciones
- El metabolismo: procesos de obtención de energía a través de reacciones bioquímicasDocumento74 páginasEl metabolismo: procesos de obtención de energía a través de reacciones bioquímicasjonathan samuel chafla cuencaAún no hay calificaciones
- Química II temas selectosDocumento51 páginasQuímica II temas selectosJuan Salvador Vázquez HernándezAún no hay calificaciones
- Quimica Analitica Metodos ElectroanaliticosDocumento5 páginasQuimica Analitica Metodos ElectroanaliticosNestor HernandezAún no hay calificaciones
- Alteraciones de Los Alimentos Por MicroorganismosDocumento65 páginasAlteraciones de Los Alimentos Por MicroorganismosKevin Jesus Sicairos Elizalde100% (1)
- USB (1) - TemarioDocumento4 páginasUSB (1) - Temariosandra-colmenares-7858Aún no hay calificaciones
- Química FotográficaDocumento8 páginasQuímica FotográficaKatherine AAún no hay calificaciones
- ComplementacionDocumento22 páginasComplementacioniselanoemisanch9161Aún no hay calificaciones
- Descarburación Por ArgónDocumento3 páginasDescarburación Por ArgónJorge del SazAún no hay calificaciones
- Capítulo 2 Nomenclatura Libro LHBDocumento10 páginasCapítulo 2 Nomenclatura Libro LHBJavier Andres UrreaAún no hay calificaciones
- MÉTODO MEDICIÓN POTENCIOMETRÍA CONDUCTIMETRÍADocumento8 páginasMÉTODO MEDICIÓN POTENCIOMETRÍA CONDUCTIMETRÍALizbeth Katy ValerAún no hay calificaciones
- Pila QuimicaDocumento5 páginasPila Quimicalucho0530Aún no hay calificaciones
- Proceso de Oxidacion de Manganeso (1) .En - Es PDFDocumento75 páginasProceso de Oxidacion de Manganeso (1) .En - Es PDFCarlosAún no hay calificaciones
- Corrosión Del Concreto - Tecnología Del Concreto I y IIDocumento52 páginasCorrosión Del Concreto - Tecnología Del Concreto I y IIJaime Albert Tairo PimentelAún no hay calificaciones