También podría gustarte
- TP 6 Diagnostico AutoDocumento8 páginasTP 6 Diagnostico AutoFranko AvilésAún no hay calificaciones
- Manual Calibración EquiposDocumento53 páginasManual Calibración EquiposRaul Allan Naranjo67% (3)
- Procedimeinto de Calibracion de Balanzas Merrick - BellDocumento5 páginasProcedimeinto de Calibracion de Balanzas Merrick - BellbellAún no hay calificaciones
- PROYECTO ELECTRONICA INDUSTRIAL JAIRO PONCE (Final)Documento15 páginasPROYECTO ELECTRONICA INDUSTRIAL JAIRO PONCE (Final)Liga De Tenis De Mesa Del MagdalenaAún no hay calificaciones
- Informe de Equipo 320C OrmigaDocumento18 páginasInforme de Equipo 320C OrmigaJorge Elieser Sánchez RiosAún no hay calificaciones
- Instrumentación de ProcesosDocumento10 páginasInstrumentación de ProcesosIsmael MinchalaAún no hay calificaciones
- A - 20151021 - 04 - Caracteristica de Carga Del MCI - Chunga - CarlosDocumento13 páginasA - 20151021 - 04 - Caracteristica de Carga Del MCI - Chunga - CarlosCarlos AndresAún no hay calificaciones
- Posible Informe 4Documento14 páginasPosible Informe 4valentronicaAún no hay calificaciones
- Guia 4Documento8 páginasGuia 4Ricardo PonceAún no hay calificaciones
- Resumen Motores 1Documento4 páginasResumen Motores 1esteabnAún no hay calificaciones
- Modernización y Determinación de Los Parámetros de Funcionamiento en Tiempo Real de Los Bancos de Pruebas Ciclo Otto y DieselDocumento11 páginasModernización y Determinación de Los Parámetros de Funcionamiento en Tiempo Real de Los Bancos de Pruebas Ciclo Otto y DieselModelinTresdAún no hay calificaciones
- 16 Guía Válvula ProporcionalDocumento5 páginas16 Guía Válvula ProporcionalEduardo NegreirosAún no hay calificaciones
- Control de Velocidad HidraulicoDocumento9 páginasControl de Velocidad HidraulicoRobinson BangueroAún no hay calificaciones
- Guia 10 Caja de Cambios CVTDocumento5 páginasGuia 10 Caja de Cambios CVTDario MayancelaAún no hay calificaciones
- Calibración Equipo HivolDocumento11 páginasCalibración Equipo HivolAndres Fajardo ChacaliazaAún no hay calificaciones
- Procedimiento de Calibracion para Cronómetros de Disparo ElectrónicoDocumento4 páginasProcedimiento de Calibracion para Cronómetros de Disparo ElectrónicoVictor PasionAún no hay calificaciones
- Control en Cascada y en Feedforward PaperDocumento7 páginasControl en Cascada y en Feedforward PaperCamilo Andres Hoyos AlvarezAún no hay calificaciones
- Inerpretación de Codigos de Fallas y Descripciones OBDII 1Documento29 páginasInerpretación de Codigos de Fallas y Descripciones OBDII 1Daniel FabbroniAún no hay calificaciones
- Práctica 1: Servomotor: Introducción Procedimiento y ResultadosDocumento4 páginasPráctica 1: Servomotor: Introducción Procedimiento y ResultadossamanthaAún no hay calificaciones
- L5 Sistema de Combustible C2 B VIDocumento28 páginasL5 Sistema de Combustible C2 B VIitalo filibertoAún no hay calificaciones
- C-08-Sist Hco Cargador de Ruedas 980c 63x00001-06574 (Máquina) Con Motor 3406 (Sebp1216 - 02) - Sistemas y ComponentesDocumento18 páginasC-08-Sist Hco Cargador de Ruedas 980c 63x00001-06574 (Máquina) Con Motor 3406 (Sebp1216 - 02) - Sistemas y ComponentesMichael EstupiñanAún no hay calificaciones
- El Equipo ElectrónicoDocumento8 páginasEl Equipo ElectrónicomriosqAún no hay calificaciones
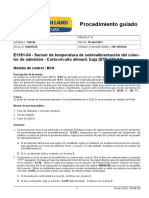
- E1561-04 - Sensor de Temperatura de Sobrealimentación Del Colector de Admisión - Cortocircuito Aliment. Baja (DTC 133-04)Documento4 páginasE1561-04 - Sensor de Temperatura de Sobrealimentación Del Colector de Admisión - Cortocircuito Aliment. Baja (DTC 133-04)Victor PinedoAún no hay calificaciones
- At09054 Wa470-6Documento21 páginasAt09054 Wa470-6NOHEMIAún no hay calificaciones
- Gtal-06-Jperez-2022-01 K.KDocumento10 páginasGtal-06-Jperez-2022-01 K.KAlexander GarciaAún no hay calificaciones
- HB0406 - Sevcon PDFDocumento8 páginasHB0406 - Sevcon PDFhansell alfonso miranda alvaAún no hay calificaciones
- PQ HPLC XC-015 (1) - 060424Documento14 páginasPQ HPLC XC-015 (1) - 060424betancourtlijoAún no hay calificaciones
- Analizador HidraulicoDocumento8 páginasAnalizador HidraulicoSilvio RomanAún no hay calificaciones
- Manual de Mantenimiento Mercedes Benz Motor 617.95Documento27 páginasManual de Mantenimiento Mercedes Benz Motor 617.95JoséEnriqueSosaAún no hay calificaciones
- Solucionario SAM UD6Documento5 páginasSolucionario SAM UD6Cristo Gil Montesdeoca100% (1)
- Cat Electronic Technician 2019C v1.0 Informe Del Estado Del ProductoDocumento90 páginasCat Electronic Technician 2019C v1.0 Informe Del Estado Del ProductoFrank Mc GyverAún no hay calificaciones
- Solucionario SAM UD6Documento5 páginasSolucionario SAM UD6Cristo Gil MontesdeocaAún no hay calificaciones
- Control de Velocidad y PosicionDocumento12 páginasControl de Velocidad y PosicionalbertwillyAún no hay calificaciones
- XGS00237 318D2 Informe ETDocumento26 páginasXGS00237 318D2 Informe ETjulian guerraAún no hay calificaciones
- Transductores A1Documento9 páginasTransductores A1David BvAún no hay calificaciones
- 390D - Pruebas y AjustesDocumento22 páginas390D - Pruebas y AjustesPATRICIO1335100% (1)
- Celda SK240Documento39 páginasCelda SK240PaulRicharZuritaLaureano0% (1)
- SPT010 Verificar Las Presiones Del Tren de PotenciaDocumento27 páginasSPT010 Verificar Las Presiones Del Tren de PotenciaPercy AmericoAún no hay calificaciones
- A8Documento23 páginasA8HéctorMoralesJiménezAún no hay calificaciones
- Tarea 8 - Pruebas y Ajustes Del Cargador 924Documento18 páginasTarea 8 - Pruebas y Ajustes Del Cargador 924Jhoel Gutierrez67% (3)
- 312 C EmiroDocumento18 páginas312 C EmiroSaul Baquero QuevedoAún no hay calificaciones
- Diagramas de DistribucionDocumento6 páginasDiagramas de DistribucionMario BermeoAún no hay calificaciones
- WORKSHOP2 CONTROLSTATION, Nelson Anibal Pinzon, Unal, Universidad Nacional de ColombiaDocumento7 páginasWORKSHOP2 CONTROLSTATION, Nelson Anibal Pinzon, Unal, Universidad Nacional de Colombialaura alejandra alvarezAún no hay calificaciones
- Cargadores de La Serie 9SDocumento64 páginasCargadores de La Serie 9SEmilio Giraldo100% (1)
- Caja Automatica Aisin Warner AW60TDocumento113 páginasCaja Automatica Aisin Warner AW60TAlfredoRodriguez100% (10)
- Circuito Del Sensor de Posición Del Acelerador - Probar PDFDocumento8 páginasCircuito Del Sensor de Posición Del Acelerador - Probar PDFcarlosAún no hay calificaciones
- Protocolo Calificacion Operativa Sistema Aire MedicinalDocumento10 páginasProtocolo Calificacion Operativa Sistema Aire Medicinalcarlos andresAún no hay calificaciones
- Guia 3 Mandos Del Mecanismo de EmbragueDocumento6 páginasGuia 3 Mandos Del Mecanismo de EmbragueAndres AriasAún no hay calificaciones
- Diagnostico Electronico Con Instrumentos Automotrices - Final PDFDocumento30 páginasDiagnostico Electronico Con Instrumentos Automotrices - Final PDFDracoedwin93100% (2)
- Señales Se Sensores Con OsciloscopioDocumento18 páginasSeñales Se Sensores Con OsciloscopioTavoMorocho75% (4)
- Lab 1Documento66 páginasLab 1Juan Gustavo Davila FloresAún no hay calificaciones
- CalibraciónDocumento2 páginasCalibraciónvpb6gqzygtAún no hay calificaciones
- 140K Motor Grader SZL00001-UP (MACHINE) POWERED by C7 Engine (SEBP5007 - 19) - Sistemas y Componentes Presión de Conexión Del Embrague de La Transmisión - CalibrarDocumento5 páginas140K Motor Grader SZL00001-UP (MACHINE) POWERED by C7 Engine (SEBP5007 - 19) - Sistemas y Componentes Presión de Conexión Del Embrague de La Transmisión - CalibrarLuis Chatilan Aguilar100% (1)
- Problemas y Acciones de ControlDocumento39 páginasProblemas y Acciones de ControlAlbertina OlivaresAún no hay calificaciones
- Instrument OsDocumento12 páginasInstrument OsAlejandro Rojas100% (1)
- Manual Variador CentrilifDocumento92 páginasManual Variador CentrilifSOLMARORTEGA100% (2)
- Sistema de Control de Transmision Cargador 928G - 110650Documento6 páginasSistema de Control de Transmision Cargador 928G - 110650David's Andrews Fuentes FandiñoAún no hay calificaciones
- Ractica Crdi.Documento11 páginasRactica Crdi.Angel Eduardo Balbuca RojasAún no hay calificaciones
- Manual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)De EverandManual de instrumentación para aire acondicionado: Del termostato a los sistemas de control y gestión de edificios (BMS)Calificación: 2 de 5 estrellas2/5 (1)
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Calificación: 4.5 de 5 estrellas4.5/5 (8)
- 4 Defectos Cristalinosv2 444Documento54 páginas4 Defectos Cristalinosv2 444juliomotta247682Aún no hay calificaciones
- 5 Planificación de Evaluaciones Fenómenos de TransporteDocumento1 página5 Planificación de Evaluaciones Fenómenos de Transportejuliomotta247682Aún no hay calificaciones
- 4 Defectos Cristalinosv2Documento42 páginas4 Defectos Cristalinosv2juliomotta247682Aún no hay calificaciones
- Respuesta A Examen de EntropiaDocumento6 páginasRespuesta A Examen de Entropiajuliomotta247682Aún no hay calificaciones
- Energia LibreDocumento19 páginasEnergia Librejuliomotta247682Aún no hay calificaciones
- Estado y Nación Durante El Golpe Contra Hugo ChávezDocumento26 páginasEstado y Nación Durante El Golpe Contra Hugo ChávezmercabjAún no hay calificaciones
- Industria SiderurgiaDocumento30 páginasIndustria Siderurgiajuliomotta247682Aún no hay calificaciones
- TESIS Sobre CVG VenalumDocumento119 páginasTESIS Sobre CVG Venalumjuliomotta247682Aún no hay calificaciones
- Especificacion Tecnica Polvo de Cacao Al PDFDocumento1 páginaEspecificacion Tecnica Polvo de Cacao Al PDFjuliomotta247682Aún no hay calificaciones
- Factibilidad Tecnico Economico de Instalacion Planta Calcinacion CoqueDocumento179 páginasFactibilidad Tecnico Economico de Instalacion Planta Calcinacion Coquejuliomotta247682100% (1)
- Madera AIEPDocumento24 páginasMadera AIEPMadelin FernandezAún no hay calificaciones
- Producos MaquifuerzaDocumento18 páginasProducos MaquifuerzaLuis Alfonso MartinezAún no hay calificaciones
- Taller 1 - Ruido VibraciónDocumento1 páginaTaller 1 - Ruido VibraciónGago_88_100% (1)
- La PerspectivaDocumento2 páginasLa PerspectivaJherandil BarruetaAún no hay calificaciones
- Formato IPP Encuesta Colectiva APESSLA BrianDocumento15 páginasFormato IPP Encuesta Colectiva APESSLA BrianMayker LiconAún no hay calificaciones
- Primera Practica So DesarrolladoDocumento29 páginasPrimera Practica So DesarrolladoDaniel Trujillo FloresAún no hay calificaciones
- Practica 11 Cto para Grabar y Leer Mem Sram 6116Documento7 páginasPractica 11 Cto para Grabar y Leer Mem Sram 6116StgGenericAún no hay calificaciones
- Emulsiones Asfalticas-Peru PDFDocumento8 páginasEmulsiones Asfalticas-Peru PDFLUIS CERVANTES50% (2)
- Trabajo Analisis de ProductoDocumento4 páginasTrabajo Analisis de ProductoSalustra A. Solarte VetancourtAún no hay calificaciones
- Tipos y Ejemplos de Sistemas de Información en Una EmpresaDocumento2 páginasTipos y Ejemplos de Sistemas de Información en Una EmpresajanojimenezAún no hay calificaciones
- Phoenix Contacto BoornaDocumento47 páginasPhoenix Contacto BoornaAlbeiro RuizAún no hay calificaciones
- Cinytec PreciosDocumento2 páginasCinytec PreciosAixa RossiAún no hay calificaciones
- Bec-r-A-03.17 DC Jefe de AdquisicionesDocumento2 páginasBec-r-A-03.17 DC Jefe de AdquisicionesIsaac CornejosalvoAún no hay calificaciones
- Teoría de FeretDocumento11 páginasTeoría de FeretAdrian Casas CoronadoAún no hay calificaciones
- PlomeriaDocumento17 páginasPlomeriarick04Aún no hay calificaciones
- Guia de Laboratorio 14Documento2 páginasGuia de Laboratorio 14Juan Carlos Zuñiga JustinianoAún no hay calificaciones
- Sistemas de Numeración y EjerciciosDocumento14 páginasSistemas de Numeración y EjerciciosDavid Enrique Mendoza GutierrezAún no hay calificaciones
- Simbologia y Diagramacion en Control de ProcesosDocumento16 páginasSimbologia y Diagramacion en Control de ProcesosCarolina Del AguilaAún no hay calificaciones
- Guia Taller 04 ESR-2019-2Documento13 páginasGuia Taller 04 ESR-2019-2Jhon Guzman0% (1)
- Cursograma Anlítico CorpaulDocumento3 páginasCursograma Anlítico Corpauljeferson Jahir Pineda ManceraAún no hay calificaciones
- Folleto. Cadena de Produccion de Energia ElectricaDocumento2 páginasFolleto. Cadena de Produccion de Energia ElectricaCleider DayanAún no hay calificaciones
- Temario Sistemas Información GerencialDocumento6 páginasTemario Sistemas Información Gerencialjc2010gpAún no hay calificaciones
- Boca Mina A Puerto MataraniDocumento15 páginasBoca Mina A Puerto MataraniMax Bryan Rodriguez GarciaAún no hay calificaciones
- Rendimientos T Arquitectura y Civil EstructuralDocumento54 páginasRendimientos T Arquitectura y Civil EstructuralJUAN CARLOS BIBIANO BEDOLLAAún no hay calificaciones
- Redes Inalambricas MonografiaDocumento10 páginasRedes Inalambricas MonografiaAyarin Rbm100% (1)
- Efecto Haas PDFDocumento22 páginasEfecto Haas PDFRuben Fernando Castagnolo100% (2)
- Presupuesto para Pistas y VeredasDocumento1 páginaPresupuesto para Pistas y Veredasgorrion0180Aún no hay calificaciones
- Quinta ClaseDocumento74 páginasQuinta ClaseMilton Inga79% (33)
- Cap 13 Corred EraDocumento16 páginasCap 13 Corred EraRoberto Alejandro Manriquez PicarteAún no hay calificaciones
- Tomo IV Especificaciones Tecnicas v2R3Documento151 páginasTomo IV Especificaciones Tecnicas v2R3Pedro FloresAún no hay calificaciones