También podría gustarte
- Formato de Señaletica (Autoguardado)Documento2 páginasFormato de Señaletica (Autoguardado)Victor HernandezAún no hay calificaciones
- Venta de Gas Propano San JoaquínDocumento3 páginasVenta de Gas Propano San JoaquínVictor HernandezAún no hay calificaciones
- Ce#2 DRD PL201858 QG200979Documento27 páginasCe#2 DRD PL201858 QG200979Victor HernandezAún no hay calificaciones
- Taller Sobre Las Teorias de La Motivacion HumanaDocumento1 páginaTaller Sobre Las Teorias de La Motivacion HumanaVictor HernandezAún no hay calificaciones
- Flujograma de Proceso Abastecimiento de Equipos, Repuestos y AccesoriosDocumento1 páginaFlujograma de Proceso Abastecimiento de Equipos, Repuestos y AccesoriosVictor HernandezAún no hay calificaciones
- GeneralidadesDocumento2 páginasGeneralidadesVictor HernandezAún no hay calificaciones
- PYC - DRD - Plan de ExportacionDocumento2 páginasPYC - DRD - Plan de ExportacionVictor HernandezAún no hay calificaciones
- OSARTECDocumento1 páginaOSARTECVictor HernandezAún no hay calificaciones
- Ejemplos de Gestión de Calidad TotalDocumento2 páginasEjemplos de Gestión de Calidad TotalVictor HernandezAún no hay calificaciones
- Taller 1 Mi PreguntaDocumento1 páginaTaller 1 Mi PreguntaVictor HernandezAún no hay calificaciones
- Tabloide de ElectroneumaticaDocumento4 páginasTabloide de ElectroneumaticaVictor HernandezAún no hay calificaciones
- RutasDocumento15 páginasRutasVictor HernandezAún no hay calificaciones
- Tarea1 Alfaro Abarca Portillo Valencia Lopez CastroDocumento5 páginasTarea1 Alfaro Abarca Portillo Valencia Lopez CastroVictor HernandezAún no hay calificaciones
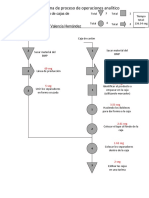
- Diagrama de Proceso AnaliticoDocumento1 páginaDiagrama de Proceso AnaliticoVictor HernandezAún no hay calificaciones
- Tarea para MañanaDocumento2 páginasTarea para MañanaVictor HernandezAún no hay calificaciones
- Ar192162 - Proyecto de Catedra Grupo 1 - GEA - G03TDocumento23 páginasAr192162 - Proyecto de Catedra Grupo 1 - GEA - G03TVictor HernandezAún no hay calificaciones
- Punto 3 NMDocumento1 páginaPunto 3 NMVictor HernandezAún no hay calificaciones
- Diagrama de IshikawuaDocumento1 páginaDiagrama de IshikawuaVictor HernandezAún no hay calificaciones
- Primer Avance para El Proyeto de CatedraDocumento3 páginasPrimer Avance para El Proyeto de CatedraVictor HernandezAún no hay calificaciones
- Guia 4Documento18 páginasGuia 4Victor HernandezAún no hay calificaciones
- Caso de Estudio Piso CerámicoDocumento12 páginasCaso de Estudio Piso CerámicoVictor HernandezAún no hay calificaciones
- Infografia-Rp192181 VH202537Documento1 páginaInfografia-Rp192181 VH202537Victor HernandezAún no hay calificaciones
- U1. T1.1.Clasificación de Las EmpresasDocumento4 páginasU1. T1.1.Clasificación de Las EmpresasVictor HernandezAún no hay calificaciones
- Sol. Ejer - 5.1 Taladro NeumaticoDocumento3 páginasSol. Ejer - 5.1 Taladro NeumaticoVictor HernandezAún no hay calificaciones
- Introducion, Objetivos, Descripcion Caso, ConclusionesDocumento3 páginasIntroducion, Objetivos, Descripcion Caso, ConclusionesVictor HernandezAún no hay calificaciones
- GUIA#5 - SIMv2022 ELECTRONEUMATICA APLICADADocumento5 páginasGUIA#5 - SIMv2022 ELECTRONEUMATICA APLICADAVictor HernandezAún no hay calificaciones
- Manual de Descripciones y Funciones 2020Documento948 páginasManual de Descripciones y Funciones 2020Victor HernandezAún no hay calificaciones
- Guion PodcastDocumento5 páginasGuion PodcastVictor HernandezAún no hay calificaciones
- Uso de Instrumentos de Medición Eléctrica Parte IDocumento8 páginasUso de Instrumentos de Medición Eléctrica Parte IVictor HernandezAún no hay calificaciones
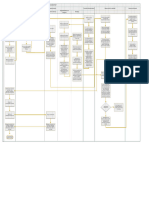
- ACA106 - G01T - MAPEO DE PROCESOS - S - E01 - Panameño Lopez - Quijano Gonzalez. Ramirez Palacios - Rivera Orellana - Valencia HernandezDocumento1 páginaACA106 - G01T - MAPEO DE PROCESOS - S - E01 - Panameño Lopez - Quijano Gonzalez. Ramirez Palacios - Rivera Orellana - Valencia HernandezVictor HernandezAún no hay calificaciones