También podría gustarte
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Informe 00086-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion-01 Julio 2021Documento5 páginasInforme 00086-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion-01 Julio 2021luisvmiguel hueto castilloAún no hay calificaciones
- Informe 00126-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion de 8 in SCH XS-24 Agosto 2021Documento4 páginasInforme 00126-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion de 8 in SCH XS-24 Agosto 2021luisvmiguel hueto castilloAún no hay calificaciones
- Seridme - Inspeccion Paut-Pt-Mt Del Tanque DS-010 - 22 Marzo 2019Documento6 páginasSeridme - Inspeccion Paut-Pt-Mt Del Tanque DS-010 - 22 Marzo 2019luisAún no hay calificaciones
- Us 001-23 Alcaino 01-23 TerquimDocumento1 páginaUs 001-23 Alcaino 01-23 TerquimCarlos OlivaresAún no hay calificaciones
- 2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestableDocumento7 páginas2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestablecesarAún no hay calificaciones
- 2016 PECC-085-UT-Otanche Rev 0Documento3 páginas2016 PECC-085-UT-Otanche Rev 0cielo108Aún no hay calificaciones
- INFORME No. 2652 Rev.0. Inspeccion NDT Eje Del Rodillo DesfibradoraDocumento4 páginasINFORME No. 2652 Rev.0. Inspeccion NDT Eje Del Rodillo Desfibradoraancizar izquierdoAún no hay calificaciones
- 2016 PECC-088-UT-Servimecol-OtancheDocumento3 páginas2016 PECC-088-UT-Servimecol-Otanchecielo108Aún no hay calificaciones
- INFORME No. 1943 INSPECCION NDT TENSORES ELABORACIÓN - INGENIO MANUELITA ABRIL 2018 PDFDocumento5 páginasINFORME No. 1943 INSPECCION NDT TENSORES ELABORACIÓN - INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- 04 Parametros de SoldadurasDocumento4 páginas04 Parametros de SoldadurasericvolAún no hay calificaciones
- Informe 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFDocumento17 páginasInforme 1944 Inspeccion Pernos de Anclaje Reductor de Baja y Ejes Taller Mecanico PDFmauriciomejia7Aún no hay calificaciones
- Dossier de CalidadDocumento8 páginasDossier de Calidadcaytana berta velarde quispeAún no hay calificaciones
- 2016 PECC - 0130-UT-Servimecol-OtancheDocumento3 páginas2016 PECC - 0130-UT-Servimecol-Otanchecielo108Aún no hay calificaciones
- FR-IT-ME-TD-02-026 - 21 - Linea de Flujo SSQ 21Documento102 páginasFR-IT-ME-TD-02-026 - 21 - Linea de Flujo SSQ 21DAMIAN ALEJANDROAún no hay calificaciones
- Paut Mepi CB2 0022Documento2 páginasPaut Mepi CB2 0022Jaime Galmiche AriasAún no hay calificaciones
- INFORME No. 1933-5 INSPECCION ACCESORIOS MOLINOS INGENIO MANUELITA ABRIL 2018 PDFDocumento5 páginasINFORME No. 1933-5 INSPECCION ACCESORIOS MOLINOS INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- Eca 18 MC 321Documento94 páginasEca 18 MC 321Jerson Jose Fiestas PalominoAún no hay calificaciones
- Weldolet Hot TappingDocumento1 páginaWeldolet Hot TappingtsuluisruizAún no hay calificaciones
- 003wps - Estaciones Completo Ultima VersionDocumento10 páginas003wps - Estaciones Completo Ultima VersionANDREA DUEASAún no hay calificaciones
- Nit-Bmr-Rt-131adicional.-Asme B31.3 20-10-2021Documento1 páginaNit-Bmr-Rt-131adicional.-Asme B31.3 20-10-2021Blas CarbajalAún no hay calificaciones
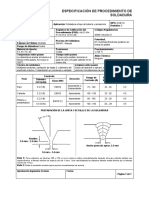
- Especificacion de Procedimiento de Soldadura (Eps) Welding Procedure Specification (WPS) TUBERÍA A53-B 1" de Diámetro Schedule 80Documento1 páginaEspecificacion de Procedimiento de Soldadura (Eps) Welding Procedure Specification (WPS) TUBERÍA A53-B 1" de Diámetro Schedule 80Daniel FerminAún no hay calificaciones
- Reporte de Inspeccion Phased Array (Paut)Documento1 páginaReporte de Inspeccion Phased Array (Paut)Paula Andrea PorrasAún no hay calificaciones
- Informe 900 - 22Documento1 páginaInforme 900 - 22Jose HerreraAún no hay calificaciones
- INFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018Documento5 páginasINFORME No. 1928 INSPECCION NDT EJES PATIOS CAÑA - INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- INFORME No. 1933-4 Inspeccion NDT A Cuarta Maza Molino - Fabrica Ingenio La Cabaña Abril 2018.Documento2 páginasINFORME No. 1933-4 Inspeccion NDT A Cuarta Maza Molino - Fabrica Ingenio La Cabaña Abril 2018.mauriciomejia7Aún no hay calificaciones
- VG-NDT-7845 UT Manto y TechoDocumento10 páginasVG-NDT-7845 UT Manto y TechoJean Gatica RojasAún no hay calificaciones
- PQRDocumento5 páginasPQRCarlosLasluisaAún no hay calificaciones
- Informe 899 - 22Documento1 páginaInforme 899 - 22Jose HerreraAún no hay calificaciones
- Acta DLR014Documento2 páginasActa DLR014Miguel VasAún no hay calificaciones
- Inf 020 - Ods 17Documento2 páginasInf 020 - Ods 17Estiben SalazarAún no hay calificaciones
- Wps Especificacion Del Procedimiento de SoldaduraDocumento1 páginaWps Especificacion Del Procedimiento de SoldaduraJonatan Goicochea BaconAún no hay calificaciones
- Informe 1942 Inspeccion NDT A Tensores Patios Caña-Molinos-Caldera - Ingenio Manuelita Abril 2018 PDFDocumento5 páginasInforme 1942 Inspeccion NDT A Tensores Patios Caña-Molinos-Caldera - Ingenio Manuelita Abril 2018 PDFmauriciomejia7Aún no hay calificaciones
- FIAB EE P 238 2019. 2 BD 02 401corrosionexternayperdidaespesorDocumento14 páginasFIAB EE P 238 2019. 2 BD 02 401corrosionexternayperdidaespesorRamonYadierRivasAún no hay calificaciones
- Informe de Tintes PenetrantesDocumento7 páginasInforme de Tintes PenetrantesCarolina PBAún no hay calificaciones
- Informe de Tintes PenetrantesDocumento7 páginasInforme de Tintes PenetrantesCarolina PB100% (1)
- Instrucción TECNICA UtDocumento3 páginasInstrucción TECNICA Utjavi pachAún no hay calificaciones
- RAP2 EV03 Formato para La Especificación Del Procedimiento de Soldadura JDocumento4 páginasRAP2 EV03 Formato para La Especificación Del Procedimiento de Soldadura JJorge MonsalveAún no hay calificaciones
- Informe 898 - 22Documento1 páginaInforme 898 - 22Jose HerreraAún no hay calificaciones
- NL - 4228 - CN - WPS - Ipk - MMK - Qa - 000001Documento8 páginasNL - 4228 - CN - WPS - Ipk - MMK - Qa - 000001carlos nietoAún no hay calificaciones
- INFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFDocumento3 páginasINFORME No. 1932 INSPECCION NDT EJES ELABORACION - INGENIO MANUELITA ABRIL 2018 PDFmauriciomejia7Aún no hay calificaciones
- PQR Certificado de Calificacion Del Procedimiento (PQR)Documento2 páginasPQR Certificado de Calificacion Del Procedimiento (PQR)Jordy Robinson Caichihua Vergara100% (1)
- WPS 5GDocumento1 páginaWPS 5GDaniloLapoAún no hay calificaciones
- La Inspección Por UltrasonidoDocumento14 páginasLa Inspección Por UltrasonidoJuan Ch100% (1)
- 246 TT 976Documento1 página246 TT 976cotecobein19Aún no hay calificaciones
- INFORME No. 1933-1 INSPECCION MAZAS CAÑERAS MOLINOS INGENIO MANUELITA ABRIL 2018Documento3 páginasINFORME No. 1933-1 INSPECCION MAZAS CAÑERAS MOLINOS INGENIO MANUELITA ABRIL 2018mauriciomejia7Aún no hay calificaciones
- 2016 PECC-0071-UT-servimecol-Proyecto Quanta Rev 0Documento3 páginas2016 PECC-0071-UT-servimecol-Proyecto Quanta Rev 0cielo108Aún no hay calificaciones
- Borne de Tierra para Carril - UT 2,5-PE - 3044092: Propiedades Del ArtículoDocumento4 páginasBorne de Tierra para Carril - UT 2,5-PE - 3044092: Propiedades Del ArtículoAldo Quispe HuarachiAún no hay calificaciones
- INFORME No. 1922 Inspeccion NDT A Rodillos Ejes Area Calderas Fabrica Ingenio Manulieta 2018Documento6 páginasINFORME No. 1922 Inspeccion NDT A Rodillos Ejes Area Calderas Fabrica Ingenio Manulieta 2018mauriciomejia7Aún no hay calificaciones
- Acta DLR012Documento2 páginasActa DLR012Miguel VasAún no hay calificaciones
- Informe 897 - 22Documento1 páginaInforme 897 - 22Jose HerreraAún no hay calificaciones
- Informe 896 - 22Documento1 páginaInforme 896 - 22Jose HerreraAún no hay calificaciones
- PQR-15 Api 1104Documento6 páginasPQR-15 Api 1104Jose HerreraAún no hay calificaciones
- 5 - CC 188477 - Tumi - Perno - 1.4x1 1.2 - GR.8Documento1 página5 - CC 188477 - Tumi - Perno - 1.4x1 1.2 - GR.8Erick Frank Dueñas CudeñaAún no hay calificaciones
- WPS Smaw Ecp Vit 003Documento2 páginasWPS Smaw Ecp Vit 003Jonatahn CaballeroAún no hay calificaciones
- Identificar Sensores - SPDocumento4 páginasIdentificar Sensores - SPDiana BetancourtAún no hay calificaciones
- Nit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFDocumento1 páginaNit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFBlasCarbajalAún no hay calificaciones
- Procedimientos de Inspección de ENDDocumento10 páginasProcedimientos de Inspección de ENDivanbf94% (16)
- NDT-378-Brazo de Control Trasero 843Documento6 páginasNDT-378-Brazo de Control Trasero 843Abel muñoz cortesAún no hay calificaciones
- Soldadura - CROSS TUBE CAT 785 Diciembre 2009Documento17 páginasSoldadura - CROSS TUBE CAT 785 Diciembre 2009Oscar Díaz GuzmánAún no hay calificaciones
- Código Asme B31.3, Capitulo VI, - 2018, en EspañolDocumento36 páginasCódigo Asme B31.3, Capitulo VI, - 2018, en EspañolManuel Antonio Santos Vargas100% (5)
- 146 0302 CR 1297 06 1Documento1 página146 0302 CR 1297 06 1luisvmiguel hueto castilloAún no hay calificaciones
- Informe Ut Tm-014-2023-Tie In-084-Ods 006-Unidad 005-25 Enero 2023Documento1 páginaInforme Ut Tm-014-2023-Tie In-084-Ods 006-Unidad 005-25 Enero 2023luisvmiguel hueto castilloAún no hay calificaciones
- Informe Ut Tm-021-2023-Tie In-049-Ods 006-Unidad 005-27 Enero 2023Documento1 páginaInforme Ut Tm-021-2023-Tie In-049-Ods 006-Unidad 005-27 Enero 2023luisvmiguel hueto castilloAún no hay calificaciones
- Silla T 201 Revision Presentación1Documento1 páginaSilla T 201 Revision Presentación1luisvmiguel hueto castilloAún no hay calificaciones
- Informe Ut Tm-019-2023-Tie In-065-Ods 006-Unidad 005-27 Enero 2023Documento1 páginaInforme Ut Tm-019-2023-Tie In-065-Ods 006-Unidad 005-27 Enero 2023luisvmiguel hueto castilloAún no hay calificaciones
- Informe Ut Tm-022-2023-Tie In-020-Ods 006-Unidad 005-27 Enero 2023Documento1 páginaInforme Ut Tm-022-2023-Tie In-020-Ods 006-Unidad 005-27 Enero 2023luisvmiguel hueto castilloAún no hay calificaciones
- 146 0302 CR 1297 05 1Documento1 página146 0302 CR 1297 05 1luisvmiguel hueto castilloAún no hay calificaciones
- 146 0302 CR 1297 01 2Documento1 página146 0302 CR 1297 01 2luisvmiguel hueto castilloAún no hay calificaciones
- 146 0302 CR 1297 02 1Documento1 página146 0302 CR 1297 02 1luisvmiguel hueto castilloAún no hay calificaciones
- 146 0302 CR 1297 03 1Documento1 página146 0302 CR 1297 03 1luisvmiguel hueto castilloAún no hay calificaciones
- Completamiento MecanicoDocumento1 páginaCompletamiento Mecanicoluisvmiguel hueto castilloAún no hay calificaciones
- Materiales Iniciativa 602 - Entregado .Documento9 páginasMateriales Iniciativa 602 - Entregado .luisvmiguel hueto castilloAún no hay calificaciones
- Iniciativa 602 Revisión # 2.0Documento3 páginasIniciativa 602 Revisión # 2.0luisvmiguel hueto castilloAún no hay calificaciones
- Escala de Clima Organizacional......Documento1 páginaEscala de Clima Organizacional......Aura Villa Barrios100% (2)
- Lista de Verificacion Tie in 0316FDocumento1 páginaLista de Verificacion Tie in 0316Fluisvmiguel hueto castilloAún no hay calificaciones
- 109-04-SW-0444-01 - Rev1-27-04-22 SignedDocumento1 página109-04-SW-0444-01 - Rev1-27-04-22 Signedluisvmiguel hueto castilloAún no hay calificaciones
- Iniciativa 816 Nueva Revisiòn # 2.0Documento3 páginasIniciativa 816 Nueva Revisiòn # 2.0luisvmiguel hueto castilloAún no hay calificaciones
- 290-Tub-Po-02-F-11 Reporte Medicion de EspesoresDocumento1 página290-Tub-Po-02-F-11 Reporte Medicion de Espesoresluisvmiguel hueto castilloAún no hay calificaciones
- Iniciativa 816 Nueva Revisiòn # 2.0Documento3 páginasIniciativa 816 Nueva Revisiòn # 2.0luisvmiguel hueto castilloAún no hay calificaciones
- PRTU-08-F-01 Liquidos PenetrantesDocumento8 páginasPRTU-08-F-01 Liquidos Penetrantesluisvmiguel hueto castilloAún no hay calificaciones
- PRODUCTIVIDADDocumento48 páginasPRODUCTIVIDADAbram silva100% (3)
- Guia de Aprendizaje 1 Gmtto 2021Documento4 páginasGuia de Aprendizaje 1 Gmtto 2021luisvmiguel hueto castilloAún no hay calificaciones
- Copia de Plantilla para Gestión de Pipeline de VentasDocumento70 páginasCopia de Plantilla para Gestión de Pipeline de Ventasluisvmiguel hueto castilloAún no hay calificaciones
- m07210 PDFDocumento25 páginasm07210 PDFsoniaAún no hay calificaciones
- Liquidación de NominaDocumento18 páginasLiquidación de Nominaluisvmiguel hueto castilloAún no hay calificaciones
- Mantenimeinto IndustrialDocumento9 páginasMantenimeinto Industrialluisvmiguel hueto castilloAún no hay calificaciones
- 1.-Capacidad de ElevaciónDocumento1 página1.-Capacidad de ElevaciónjosefmarqAún no hay calificaciones
- Trigonometría 2020Documento17 páginasTrigonometría 2020Mauro BriteAún no hay calificaciones
- Impulsión de Líquidos - Grupo 9Documento23 páginasImpulsión de Líquidos - Grupo 9anthony guevaraAún no hay calificaciones
- Programa de Mantenimiento SemanalDocumento2 páginasPrograma de Mantenimiento SemanalGloriaAnaBarriaBarrientosAún no hay calificaciones
- 45 PinzasDocumento50 páginas45 Pinzasscualoboy2006Aún no hay calificaciones
- Tabla de Deflexión en Vigas - Simplemente ApoyadasDocumento6 páginasTabla de Deflexión en Vigas - Simplemente Apoyadascesar uriveAún no hay calificaciones
- Perfiles IPEDocumento1 páginaPerfiles IPEjuanAún no hay calificaciones
- 9 Extrusión de MetalesDocumento23 páginas9 Extrusión de MetalesInvestigación y Desarrollo Blair MusicAún no hay calificaciones
- MRA 2022i - CinematicaDocumento5 páginasMRA 2022i - CinematicaFernando Vásquez LunaAún no hay calificaciones
- Instructivo para Colocacion de Fundas para Tanques Australianos 765 311Documento2 páginasInstructivo para Colocacion de Fundas para Tanques Australianos 765 311Alejandro CividiniAún no hay calificaciones
- IT AndamiosDocumento7 páginasIT AndamiosMario German DiazAún no hay calificaciones
- Catalogo Grambel PDFDocumento19 páginasCatalogo Grambel PDFJosé Armando GzlzAún no hay calificaciones
- Método de Hilo de PlomoDocumento16 páginasMétodo de Hilo de PlomoAli DelmoralAún no hay calificaciones
- Sistema DireccionalDocumento7 páginasSistema DireccionalJesúsAún no hay calificaciones
- Union de Desmontaje Tabla de Pernos y Esparragos - FUMOSACDocumento1 páginaUnion de Desmontaje Tabla de Pernos y Esparragos - FUMOSACCristhian Sleiter Copa ZevallosAún no hay calificaciones
- La 320 PDFDocumento2 páginasLa 320 PDFAULA 110Aún no hay calificaciones
- Diseño de RoscasDocumento20 páginasDiseño de RoscasjkvgAún no hay calificaciones
- Plano No 7 - Ensamble RodilloDocumento1 páginaPlano No 7 - Ensamble Rodillonicolas quinteroAún no hay calificaciones
- Adistramiento 1 JordyDocumento5 páginasAdistramiento 1 JordyNiels Cayo RodriguezAún no hay calificaciones
- 0 TALLER No 2 Medir Amplitud de La VibraciónDocumento7 páginas0 TALLER No 2 Medir Amplitud de La VibraciónDairo CordobaAún no hay calificaciones
- MicrótomoDocumento2 páginasMicrótomoyoseli moralesAún no hay calificaciones
- Estructuras 3 - Trabajo Práctico #3Documento17 páginasEstructuras 3 - Trabajo Práctico #3Valentin Marcelo ArandaAún no hay calificaciones
- Av Sistemas de PoleasDocumento32 páginasAv Sistemas de PoleasJose SantiaguinAún no hay calificaciones
- Ficha Tecnica - Caja de PaseDocumento4 páginasFicha Tecnica - Caja de PaseChristian Llerena CayetanoAún no hay calificaciones
- La Polea ExposicionDocumento2 páginasLa Polea ExposicionandresAún no hay calificaciones
- 3 Taller Metrologia - Ficha 20680160Documento6 páginas3 Taller Metrologia - Ficha 20680160juanAún no hay calificaciones
- Clase 3-4Documento29 páginasClase 3-4Claudio Ibarra JimenezAún no hay calificaciones
- LibroDocumento12 páginasLibroAlex BonillaAún no hay calificaciones
- 6 - LavadoraDocumento1 página6 - Lavadora171085Aún no hay calificaciones
- Seguridad en Maquinaria PesadaDocumento14 páginasSeguridad en Maquinaria PesadaJavier Napoleón Colina Pozo100% (1)