También podría gustarte
- Programa de Operacion y Mantenimiento deDocumento143 páginasPrograma de Operacion y Mantenimiento dejorge romanAún no hay calificaciones
- 6-Condiciones Ambientales en Los LaboratoriosDocumento9 páginas6-Condiciones Ambientales en Los LaboratoriosLuis SánchezAún no hay calificaciones
- Histeresis 27 AGDocumento2 páginasHisteresis 27 AGGerson HernándezAún no hay calificaciones
- Norma Astm d6988Documento4 páginasNorma Astm d6988cliperplast saAún no hay calificaciones
- Ficha de Proceso de Control de CalidadDocumento7 páginasFicha de Proceso de Control de CalidadDaysi GuzmanAún no hay calificaciones
- Proceso de Película SopladaDocumento12 páginasProceso de Película SopladaBryan NovilloAún no hay calificaciones
- SM-P01-02 Procedimiento Seguimiento y Medición Del ProductoDocumento4 páginasSM-P01-02 Procedimiento Seguimiento y Medición Del ProductoMauricio Fandiño FerreiraAún no hay calificaciones
- Copia de Formato para Determinacion PCC 1Documento80 páginasCopia de Formato para Determinacion PCC 1Jesus Oscar ViloriaAún no hay calificaciones
- TESIS ERWIN PARRA Abre Facil PDFDocumento121 páginasTESIS ERWIN PARRA Abre Facil PDFItaloCalderonAún no hay calificaciones
- Control de Calidad en Flexo Parte 3Documento37 páginasControl de Calidad en Flexo Parte 3Juan Carlos Cuenca PacchaAún no hay calificaciones
- FeedersDocumento25 páginasFeedersJorge Hanibal CruzAún no hay calificaciones
- Películas multicapas para envasado de alimentosDocumento11 páginasPelículas multicapas para envasado de alimentosCarla Patricia Delgadillo RomeroAún no hay calificaciones
- Normas TAPPI Vs IcontecDocumento4 páginasNormas TAPPI Vs IcontecJafet Ospina0% (1)
- Hoja LataDocumento13 páginasHoja LataLUIS DAVID SALDARRIAGA CARTAGENAAún no hay calificaciones
- Guía para resolver los problemas más comunes en moldeo por inyecciónDocumento4 páginasGuía para resolver los problemas más comunes en moldeo por inyecciónJuanjo HornoAún no hay calificaciones
- Propuesta de Mejora para La Planta de Plasticos Groupse Seb Andean Colombia PDFDocumento40 páginasPropuesta de Mejora para La Planta de Plasticos Groupse Seb Andean Colombia PDFdiegoAún no hay calificaciones
- NOVEDADES Acetaldehido en Botellas PETDocumento2 páginasNOVEDADES Acetaldehido en Botellas PETpolarrd100% (1)
- Desperdicio en La Onduladora PDFDocumento64 páginasDesperdicio en La Onduladora PDFwepa2006Aún no hay calificaciones
- NTC 5510 - Impacto Por DardoDocumento23 páginasNTC 5510 - Impacto Por DardoClaudia Rodas ParraAún no hay calificaciones
- PROCESOS PLASTICOSDocumento24 páginasPROCESOS PLASTICOSSantana RodríguezAún no hay calificaciones
- Extrusion PresDocumento55 páginasExtrusion PresAle SuaznabarAún no hay calificaciones
- General - Book 1 ART E R1 PDFDocumento38 páginasGeneral - Book 1 ART E R1 PDFJhon Jeiwer SantosAún no hay calificaciones
- Evaluacion Unidad I (SOLUCION)Documento2 páginasEvaluacion Unidad I (SOLUCION)BooOHAún no hay calificaciones
- Plásticos-preguntasDocumento7 páginasPlásticos-preguntasEduardo Andres Sierra DelgadoAún no hay calificaciones
- Selector de Mezclas para TermoencogibleDocumento6 páginasSelector de Mezclas para TermoencogibleCarlos CardenasAún no hay calificaciones
- Control de producción de bolsas de polietilenoDocumento8 páginasControl de producción de bolsas de polietilenogianellaizaAún no hay calificaciones
- Perfil de Cargo Jefe de Soplado2021Documento4 páginasPerfil de Cargo Jefe de Soplado2021Leonardo GomezAún no hay calificaciones
- Proceso inyección plásticos: elementos fundamentales y auxiliaresDocumento9 páginasProceso inyección plásticos: elementos fundamentales y auxiliaresWilliam MosqueraAún no hay calificaciones
- Acetato de MetiloDocumento3 páginasAcetato de MetiloBrigadel Gum100% (1)
- Clase 7-Plasticos y RecicladoDocumento21 páginasClase 7-Plasticos y RecicladoSilvina CancianAún no hay calificaciones
- Perfil de Cargo Jefe de SopladoDocumento6 páginasPerfil de Cargo Jefe de SopladoLeonardo GomezAún no hay calificaciones
- Trabajo PolimerosDocumento43 páginasTrabajo PolimerosSamuelOsedaAún no hay calificaciones
- Pruebas de Laboratorio IMPEE 37-40Documento6 páginasPruebas de Laboratorio IMPEE 37-40Juan QCAún no hay calificaciones
- J Blown Film TroubleshootingDocumento28 páginasJ Blown Film TroubleshootingTadeoAún no hay calificaciones
- Manual de Procesos Bolsas de Alta y Baja Densidad PolietilenoDocumento26 páginasManual de Procesos Bolsas de Alta y Baja Densidad PolietilenoIng. Gerardo Israel SY100% (1)
- Plantilla Incert EjemploDocumento9 páginasPlantilla Incert EjemploYRed RedAún no hay calificaciones
- Proceso de extrusión de película sopladaDocumento7 páginasProceso de extrusión de película sopladaGustavo Ruiz Angelo100% (1)
- Secado de ResinasDocumento8 páginasSecado de ResinasJorge Luis García EliseaAún no hay calificaciones
- Procesamiento Del PlasticoDocumento19 páginasProcesamiento Del PlasticoValeria FloresAún no hay calificaciones
- Automatización y Compactación Del PETDocumento33 páginasAutomatización y Compactación Del PETIsabella HerreraAún no hay calificaciones
- AMB-6-Métodos para Medir La BiodegradaciónDocumento5 páginasAMB-6-Métodos para Medir La BiodegradaciónJose DoderoAún no hay calificaciones
- Mapa Sipoc)Documento1 páginaMapa Sipoc)Diego Perez RamirezAún no hay calificaciones
- Permaflex TQ AP hoja técnicaDocumento4 páginasPermaflex TQ AP hoja técnicaIngenieria1 Proceso de IngenieríaAún no hay calificaciones
- La Soledad en La Vejez: ¿Inevitable?: Ficha - de - Trabajo - 2019 - Semana6 - AsDocumento4 páginasLa Soledad en La Vejez: ¿Inevitable?: Ficha - de - Trabajo - 2019 - Semana6 - AsKatherine Prado GuzmánAún no hay calificaciones
- NTC 4507 Plásticos - Métodos para Determinar Los Cambios Dimensionales Lineales en Películas y Láminas Termoplásticas No Rígidas A Temperatura Elevada - 20070620Documento11 páginasNTC 4507 Plásticos - Métodos para Determinar Los Cambios Dimensionales Lineales en Películas y Láminas Termoplásticas No Rígidas A Temperatura Elevada - 20070620sentimiento azul100% (1)
- CTCDocumento16 páginasCTCCintia Andrade Moó100% (1)
- Manual de Procedimientos para La Operacion de Laboratorios PDFDocumento317 páginasManual de Procedimientos para La Operacion de Laboratorios PDFGarcia ManuelAún no hay calificaciones
- Ma-Poes-001 Manual de Prerrequisitos V.07Documento27 páginasMa-Poes-001 Manual de Prerrequisitos V.07Prevencion de RiesgoAún no hay calificaciones
- 28SGM Espuma de Poliuretano NormasDocumento3 páginas28SGM Espuma de Poliuretano NormasPablo Cesar Sinchiguano CondeAún no hay calificaciones
- PDS Supreme Wrapping Film ESDocumento2 páginasPDS Supreme Wrapping Film ESElidio LopezAún no hay calificaciones
- Los 10 Principales Problemas DUPONTDocumento37 páginasLos 10 Principales Problemas DUPONTDaniel Torres100% (1)
- Iso 12647-3 PDFDocumento3 páginasIso 12647-3 PDFSusana Martínez ColinaAún no hay calificaciones
- Tipos de Procesos para La Manufactura de PolímerosDocumento7 páginasTipos de Procesos para La Manufactura de Polímeroslubitt100% (3)
- Bobinas Plásticas A Base de Polietileno - UTNDocumento7 páginasBobinas Plásticas A Base de Polietileno - UTNLeandroAún no hay calificaciones
- Transformación de materiales termoplásticos. QUIT0209De EverandTransformación de materiales termoplásticos. QUIT0209Aún no hay calificaciones
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Resinas Y Fibra de VidrioDocumento4 páginasResinas Y Fibra de VidrioJunior Aranzales100% (1)
- Practica 9Documento7 páginasPractica 9jennifer202211011Aún no hay calificaciones
- Multi InternacionalDocumento32 páginasMulti InternacionalRolo Flores BalderramaAún no hay calificaciones
- iEM3000 Series - METSECT5DC400Documento2 páginasiEM3000 Series - METSECT5DC400Juan DavidAún no hay calificaciones
- Perfil de Jefe de MantenimientoDocumento2 páginasPerfil de Jefe de MantenimientoJose PalmaAún no hay calificaciones
- Introduccion Al Estudio Del TrabajoDocumento540 páginasIntroduccion Al Estudio Del Trabajogeod198483% (12)
- Introduccion Al Estudio Del TrabajoDocumento540 páginasIntroduccion Al Estudio Del Trabajogeod198483% (12)
- MTA3 201702 (Citas)Documento12 páginasMTA3 201702 (Citas)Jose PalmaAún no hay calificaciones
- Gestion de La Integracion - 5.0 - v02Documento115 páginasGestion de La Integracion - 5.0 - v02Jose PalmaAún no hay calificaciones
- Guia Fundamentos PDFDocumento74 páginasGuia Fundamentos PDFerwin guerreroAún no hay calificaciones
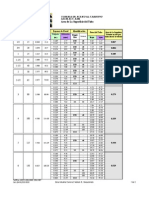
- Tabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6Documento3 páginasTabla de especificaciones de tubería de acero al carbono ASTM A53/A106 con diámetros de 1/2 a 6reblas100% (6)
- S01.s1 - PPT Física y Análisis DimensionalDocumento22 páginasS01.s1 - PPT Física y Análisis DimensionalRaul Elias Campos UlloaAún no hay calificaciones
- Ti01-Unjbg-Est-Grupo 01Documento19 páginasTi01-Unjbg-Est-Grupo 01Alejandra Sandoval TorresAún no hay calificaciones
- Resumen Capitulo 5Documento11 páginasResumen Capitulo 5jeshuaalejandro1Aún no hay calificaciones
- Series de PotenciasDocumento2 páginasSeries de PotenciasRud CuaAún no hay calificaciones
- Técnicas de optimización clásica para maximizar beneficiosDocumento1 páginaTécnicas de optimización clásica para maximizar beneficiosEsteban AraujoAún no hay calificaciones
- Vellisco Campos - Cálculo de La Rigidez Estática de Una Pala de Pádel Utilizando Elementos FinitosDocumento76 páginasVellisco Campos - Cálculo de La Rigidez Estática de Una Pala de Pádel Utilizando Elementos FinitosEl CortijoAún no hay calificaciones
- fc1 2022Documento215 páginasfc1 2022SARA MARIEL PEÑARRIETA GONZALESAún no hay calificaciones
- Corrección Quiz 1Documento8 páginasCorrección Quiz 1Andres Camilo Valencia GachaAún no hay calificaciones
- Informe 2do Control IbuprofenoDocumento11 páginasInforme 2do Control IbuprofenoKarla Quiñones RufinoAún no hay calificaciones
- Unidad 6 PolimerosDocumento18 páginasUnidad 6 PolimerosYugular100% (1)
- Caratula Gruopo4Documento23 páginasCaratula Gruopo4SERGIO GABRIEL GOICOCHEA RABANALAún no hay calificaciones
- Ejemplos Flujo de Gas NaturalDocumento2 páginasEjemplos Flujo de Gas NaturalJose Barrientos OrtizAún no hay calificaciones
- Aplicaciones Matematicas - EDP de Onda No Homogenea & Ecuacion de Laplace. Placa de Calor.Documento16 páginasAplicaciones Matematicas - EDP de Onda No Homogenea & Ecuacion de Laplace. Placa de Calor.Irving Toloache Flores100% (1)
- Codigos de Error JEEP Cherokee XJDocumento46 páginasCodigos de Error JEEP Cherokee XJWilhem Rodriguez Hernandez79% (14)
- Mantenimiento de Cámaras de Refrigeración y Congelación.Documento23 páginasMantenimiento de Cámaras de Refrigeración y Congelación.LuisAlbertoMartínezAún no hay calificaciones
- Taller#1 Septimo GradoDocumento3 páginasTaller#1 Septimo Gradocarlosdavid.ramirez1Aún no hay calificaciones
- LABORATORIO 06 LEYES DE KIRCHHOFF KatmkarenDocumento41 páginasLABORATORIO 06 LEYES DE KIRCHHOFF KatmkarenWilfredo Torres PacherresAún no hay calificaciones
- G3 Ejercicios Cap2Documento30 páginasG3 Ejercicios Cap2Darío Sinchi Torres0% (1)
- El trasvase de oxígeno entre Hb y Mb gracias al hierro (FeDocumento6 páginasEl trasvase de oxígeno entre Hb y Mb gracias al hierro (FeCelia MartinezAún no hay calificaciones
- Defectos de Los Embutidos NDocumento3 páginasDefectos de Los Embutidos Nbetto veenAún no hay calificaciones
- Guia 4 Ciencias 3°aDocumento4 páginasGuia 4 Ciencias 3°aYulieth HeToAún no hay calificaciones
- Funciones continuas de reacciones a drogas y epidemia de influenzaDocumento10 páginasFunciones continuas de reacciones a drogas y epidemia de influenzaJHON CenaAún no hay calificaciones
- Control en El Espacio Del Cluster de Un Sistema de 3 Robots Moviles PDFDocumento6 páginasControl en El Espacio Del Cluster de Un Sistema de 3 Robots Moviles PDFJeampool LuchoAún no hay calificaciones
- Presión hidráulica ascendente en pilares de puentesDocumento15 páginasPresión hidráulica ascendente en pilares de puentesEddy Santiago Vasquez MolinaAún no hay calificaciones
- Ejercicios EstadisticaDocumento10 páginasEjercicios EstadisticaOmar DjarinAún no hay calificaciones
- TALLER Grupal 06 CostosDocumento7 páginasTALLER Grupal 06 CostosJair0% (1)
- HV Roberto VillegasDocumento35 páginasHV Roberto VillegasAndreaKaroVasqueleMartinAún no hay calificaciones
- Cómo modificar estructura de celdas en ExcelDocumento11 páginasCómo modificar estructura de celdas en ExcelNely Agustina AbarcaAún no hay calificaciones
- Experiment OsDocumento69 páginasExperiment OsLeonardo AlfaroAún no hay calificaciones