También podría gustarte
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209De EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Aún no hay calificaciones
- Curso de Tolerancias Geométricas ASME Y14Documento46 páginasCurso de Tolerancias Geométricas ASME Y14Jose A. EstradaAún no hay calificaciones
- Tipos de RoscasDocumento23 páginasTipos de RoscasRobert WagnerAún no hay calificaciones
- 15 - Tolerancias y AjustesDocumento32 páginas15 - Tolerancias y AjustesrublasterAún no hay calificaciones
- 01 Guía TP FresadoDocumento14 páginas01 Guía TP FresadoAlejandro AltamiranoAún no hay calificaciones
- Formacion de La VirutaDocumento31 páginasFormacion de La VirutaTzuika Rios Aranda100% (3)
- Copia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFDocumento10 páginasCopia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFSebastian Aguirre BenavidesAún no hay calificaciones
- TaladradoDocumento23 páginasTaladradoKevin López100% (1)
- Tallado de RoscasDocumento49 páginasTallado de RoscasEder Mendoza0% (1)
- Fresado de LevasDocumento6 páginasFresado de LevasBrian Sarzosa ZuletaAún no hay calificaciones
- ROSCADocumento11 páginasROSCARevilla BrayanAún no hay calificaciones
- Tipos de RoscasDocumento33 páginasTipos de RoscasJose Chuyes Bustamante100% (1)
- Acabado Superficial Dibujo MecánicoDocumento13 páginasAcabado Superficial Dibujo MecánicoEsmelimar Perdomo100% (1)
- Fórmulas para ROSCASDocumento9 páginasFórmulas para ROSCASManuel P. AlvaradoAún no hay calificaciones
- MedAlturaDocumento11 páginasMedAlturaCarlos Arturo Guerrero MeunierAún no hay calificaciones
- Esparrago Allen Din 913 Din 916Documento2 páginasEsparrago Allen Din 913 Din 916Andrés Felipe MeloAún no hay calificaciones
- Limpieza de Inyectores Por UltrasonidoDocumento3 páginasLimpieza de Inyectores Por UltrasonidoCaroline Alejandra Gonzalez MonrroyAún no hay calificaciones
- Leccion 2.5 Ajustes y ToleranciasDocumento61 páginasLeccion 2.5 Ajustes y Toleranciasisabelsu1100% (1)
- Conformado de La Chapa MetalicaDocumento20 páginasConformado de La Chapa MetalicaJonathan Araya Carvajal100% (1)
- FRESADODocumento6 páginasFRESADOJudith CervantesAún no hay calificaciones
- Fabricación de roscas en torno manualDocumento3 páginasFabricación de roscas en torno manualLuz HernandezAún no hay calificaciones
- Cadenas cinemáticas y sistemas de transmisión en maquinariaDocumento13 páginasCadenas cinemáticas y sistemas de transmisión en maquinariaEDWIN FERRER SUCASACA AMBROCIOAún no hay calificaciones
- Clases de TornillosDocumento8 páginasClases de TornillosLauren HarrisAún no hay calificaciones
- Tipos de Tolerancias de RoscasDocumento3 páginasTipos de Tolerancias de Roscasjordizs100% (2)
- Manual para El Rectificado-2-55-4-54Documento51 páginasManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCAAún no hay calificaciones
- MoleteadoDocumento9 páginasMoleteadoFernando MercedesAún no hay calificaciones
- Marco Teórico - Vernier.Documento7 páginasMarco Teórico - Vernier.Missa PérezAún no hay calificaciones
- Tipos de roscas y su representaciónDocumento10 páginasTipos de roscas y su representaciónandres reyesAún no hay calificaciones
- SOLUCIONARIO RoscasDocumento18 páginasSOLUCIONARIO RoscasAli Mosqueira100% (1)
- Elemento Del Simbolo de SuperficieDocumento11 páginasElemento Del Simbolo de SuperficieAngel Galindo100% (1)
- Vernier PDFDocumento16 páginasVernier PDFQUIMIS VILLACRES DOUGLAS ALBERTOAún no hay calificaciones
- Herramientas de Corte para TornoDocumento1 páginaHerramientas de Corte para TornoGabriel BritoAún no hay calificaciones
- Chavetas FinalDocumento20 páginasChavetas FinalDiegoMallegasAún no hay calificaciones
- Machos Roscar Por LaminacionDocumento16 páginasMachos Roscar Por LaminacionvaronibericoAún no hay calificaciones
- Dimensiones Geométricas y Tolerancias en El DiseñoDocumento23 páginasDimensiones Geométricas y Tolerancias en El DiseñoLuis Angel Martinez SotoAún no hay calificaciones
- Limado ManualDocumento11 páginasLimado Manualyesica50% (4)
- Tipos de PernosDocumento1 páginaTipos de PernosAnellys Lyneth Domínguez HerreraAún no hay calificaciones
- Tolerancias en Las Roscas 2Documento4 páginasTolerancias en Las Roscas 2Carlos MamaniAún no hay calificaciones
- 4.3 Tipos de Tolerancias GeometricasDocumento6 páginas4.3 Tipos de Tolerancias GeometricasDanny SoledispaAún no hay calificaciones
- Catalog Inele Siguranta Din471Documento2 páginasCatalog Inele Siguranta Din471cipraduAún no hay calificaciones
- Ajustes y tolerancias en sistemas de fabricaciónDocumento30 páginasAjustes y tolerancias en sistemas de fabricaciónAlfredoAún no hay calificaciones
- Brocas de CentrosDocumento27 páginasBrocas de CentrosjexxxuxxxAún no hay calificaciones
- La Fresadora Engrane HelicoidalDocumento7 páginasLa Fresadora Engrane HelicoidalEduardo Felix Ramirez PalaciosAún no hay calificaciones
- Preparacion de Moldes Grupo 3Documento15 páginasPreparacion de Moldes Grupo 3Jose Castillo BurgosAún no hay calificaciones
- Medicion de Roscas y EngranesDocumento81 páginasMedicion de Roscas y Engranesnjarac197250% (2)
- Fundamentos de Geotecnia SaezDocumento47 páginasFundamentos de Geotecnia SaezAnonymous W3NHorg9tAún no hay calificaciones
- Calculo de RoscaDocumento14 páginasCalculo de RoscaEdinson Villalobos Amaya100% (1)
- Norma ISO 1101Documento13 páginasNorma ISO 1101Sergio Gallegos MartínezAún no hay calificaciones
- Cuáles Son Los Distintos Tipos de Roscas y Cómo Se ClasificanDocumento22 páginasCuáles Son Los Distintos Tipos de Roscas y Cómo Se ClasificanLa Ruta DiegoAún no hay calificaciones
- Tolerancias GeometricasDocumento9 páginasTolerancias GeometricasAlexis DarioAún no hay calificaciones
- CUESTIONARIO El Tornillo y Roscado MaualDocumento3 páginasCUESTIONARIO El Tornillo y Roscado MaualWilfredo Tallacagua Turpo100% (1)
- Catalogo FandeliDocumento172 páginasCatalogo FandelipradojuanAún no hay calificaciones
- Práctica 1 Calibrador VernierDocumento8 páginasPráctica 1 Calibrador VernierLeonardoAún no hay calificaciones
- Pernos y TornillosDocumento9 páginasPernos y TornillosCamila RamosAún no hay calificaciones
- Herramientas de torno de metal duro soldadas según normas ISO y DINDocumento20 páginasHerramientas de torno de metal duro soldadas según normas ISO y DINAndres OsorioAún no hay calificaciones
- Tipos de FresadorasDocumento4 páginasTipos de Fresadoras'Aguusz Gomez'Aún no hay calificaciones
- Roscado en El Torno MercedesDocumento29 páginasRoscado en El Torno MercedesFernando MercedesAún no hay calificaciones
- Informe Roscado MultipleDocumento8 páginasInforme Roscado MultipleAnonymous 6x30LjCYAún no hay calificaciones
- UD 3 - Dispositivos de FijaciónDocumento32 páginasUD 3 - Dispositivos de FijaciónMiguel GonzalezAún no hay calificaciones
- Medicion y Instrumentos de Un PernoDocumento6 páginasMedicion y Instrumentos de Un PernoALAN DAVID SURCO HUAHUASONCCOAún no hay calificaciones
- Idoc - Pub Tipos de Engranes y Sus FormulasDocumento8 páginasIdoc - Pub Tipos de Engranes y Sus FormulasDaniela MendezAún no hay calificaciones
- INFOGRAFIADocumento1 páginaINFOGRAFIADaniela MendezAún no hay calificaciones
- Najera NDocumento1 páginaNajera NDaniela MendezAún no hay calificaciones
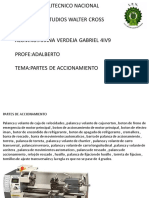
- Partes de AccionamientoDocumento2 páginasPartes de AccionamientoDaniela MendezAún no hay calificaciones
- Tipos de TornosDocumento4 páginasTipos de TornosDaniela MendezAún no hay calificaciones
- Dispositivos de TronoDocumento3 páginasDispositivos de TronoDaniela MendezAún no hay calificaciones
- Higiene y Seguridad en El TornoDocumento8 páginasHigiene y Seguridad en El TornoDaniela MendezAún no hay calificaciones
- Tipos de OperacionesDocumento3 páginasTipos de OperacionesDaniela MendezAún no hay calificaciones
- CONICIDADDocumento5 páginasCONICIDADDaniela MendezAún no hay calificaciones
- Partes Del TornoDocumento2 páginasPartes Del TornoDaniela MendezAún no hay calificaciones
- Partes PrincipalesDocumento3 páginasPartes PrincipalesDaniela MendezAún no hay calificaciones
- Partes de Accionamiento1Documento3 páginasPartes de Accionamiento1Daniela MendezAún no hay calificaciones
- Libro No Solo de Tinta Se Vive Ugo VerniDocumento164 páginasLibro No Solo de Tinta Se Vive Ugo VerniCarolina Trujillo AguilarAún no hay calificaciones
- Formación Del Lomo Mediante Costura CruzadaDocumento6 páginasFormación Del Lomo Mediante Costura CruzadaAlicee WinehouseAún no hay calificaciones
- Tejidos de CaladaDocumento3 páginasTejidos de CaladajcrodgonAún no hay calificaciones
- InfografiaDocumento1 páginaInfografiaFanny Raquel GsAún no hay calificaciones
- Vida GoyaDocumento12 páginasVida GoyaRivero Morato SusanaAún no hay calificaciones
- Como Hacer Un Comic de Manera SencillaDocumento4 páginasComo Hacer Un Comic de Manera Sencillacentro_londonAún no hay calificaciones
- Decoracion Tela CinderellaDocumento6 páginasDecoracion Tela CinderellaDEWAún no hay calificaciones
- H9168 - Pictionary ManíaDocumento1 páginaH9168 - Pictionary ManíaDaniela KrivohlavyAún no hay calificaciones
- Herraminetas Confipetrol Cuajone 2023Documento17 páginasHerraminetas Confipetrol Cuajone 2023AdrianVargasAún no hay calificaciones
- Guias 8Documento2 páginasGuias 8carlos rojasAún no hay calificaciones
- Clases de LíneasDocumento9 páginasClases de LíneasJose ChuyesAún no hay calificaciones
- Arte y Arquitectura Del Renacimiento UpcDocumento7 páginasArte y Arquitectura Del Renacimiento UpcAntonella RojasAún no hay calificaciones
- Bordado típico MezquitalDocumento31 páginasBordado típico MezquitalSusy CastillaAún no hay calificaciones
- TarifasAlquilerMaquinaria PDFDocumento7 páginasTarifasAlquilerMaquinaria PDFAntonio LloretAún no hay calificaciones
- Blues Clues HatDocumento3 páginasBlues Clues HatVeronica Maria Ralil FernandezAún no hay calificaciones
- Carpinteria y CanceleriaDocumento23 páginasCarpinteria y CanceleriaCAROLINA GUTIERREZ FELIXAún no hay calificaciones
- Slot IslayDocumento1 páginaSlot Islayjoshep arroyo quiñonesAún no hay calificaciones
- Catalogo - Salon - Pedro - 2020 Oct.Documento32 páginasCatalogo - Salon - Pedro - 2020 Oct.joe adsAún no hay calificaciones
- Bases Biciletas Alegòricas 2022Documento2 páginasBases Biciletas Alegòricas 2022Anonymous OjuNehAún no hay calificaciones
- Bitacora de ArquitecturaDocumento27 páginasBitacora de ArquitecturaRaul SoteloAún no hay calificaciones
- Transforma objetos de tu hogar con pintura ChalkedDocumento3 páginasTransforma objetos de tu hogar con pintura ChalkedPaula Andrea Huertas PeñarandaAún no hay calificaciones
- CHIMENEADocumento1 páginaCHIMENEARENA ALVAREZAún no hay calificaciones
- Actividad de Aprendizaje N°4Documento12 páginasActividad de Aprendizaje N°4JEFFERSON HERNAN LOZANO MASMELAAún no hay calificaciones
- Requisitos Cadro 2023Documento8 páginasRequisitos Cadro 2023inggbm999Aún no hay calificaciones
- Oso de Girasol PDF Amigurumi Patron GratisDocumento4 páginasOso de Girasol PDF Amigurumi Patron GratisCarmen Jorquera100% (1)
- Ejemplo EdtDocumento5 páginasEjemplo EdtAndy RockAún no hay calificaciones
- Guia 1 SenaDocumento15 páginasGuia 1 SenaFamilia Villa100% (1)
- Rembrandt, maestro barrocoDocumento59 páginasRembrandt, maestro barrocoRosa AnfelaAún no hay calificaciones
- CARACAS Info Monster ClassDocumento4 páginasCARACAS Info Monster ClassLuis MachadoAún no hay calificaciones
- Llavero Vaca Amigurumi PDF Patron Gratis Paso A PasoDocumento5 páginasLlavero Vaca Amigurumi PDF Patron Gratis Paso A PasoAna Daren100% (2)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- La revolución de Netflix en el cine y la televisión: Pantallas, series y streamingDe EverandLa revolución de Netflix en el cine y la televisión: Pantallas, series y streamingCalificación: 5 de 5 estrellas5/5 (2)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Las leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)De EverandLas leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)Calificación: 5 de 5 estrellas5/5 (1)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)