También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Ejercicios Resueltos de BalanceoDocumento11 páginasEjercicios Resueltos de BalanceoPeralta Ramirez Frank80% (5)
- Aplicacion de Carburo TugstenoDocumento6 páginasAplicacion de Carburo TugstenoEdgar Moreira FernandezAún no hay calificaciones
- SOLDADURADocumento3 páginasSOLDADURAEdgar Moreira FernandezAún no hay calificaciones
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocumento10 páginas1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezAún no hay calificaciones
- EETT 020-01 Extintores de 6 KG CO2Documento5 páginasEETT 020-01 Extintores de 6 KG CO2Sebastián SemideiAún no hay calificaciones
- De OxiacetilenicaDocumento10 páginasDe OxiacetilenicaMoises CatuntaAún no hay calificaciones
- Cabeceo Con Mortero de Azufre de Especimenes Ci PDFDocumento4 páginasCabeceo Con Mortero de Azufre de Especimenes Ci PDFSamuel Rodriguez InumaAún no hay calificaciones
- Procedimiento de Trabajo Cambio Del Fondo Del Tanque de 1500m3 de Almacenamiento de Alcohol Coazucar - 21Documento11 páginasProcedimiento de Trabajo Cambio Del Fondo Del Tanque de 1500m3 de Almacenamiento de Alcohol Coazucar - 21Paul Paredes FloresAún no hay calificaciones
- Prueba de Work IndexDocumento7 páginasPrueba de Work IndexJerson AmezquitaAún no hay calificaciones
- Ejercicios Practicos Soldadura OxigasDocumento38 páginasEjercicios Practicos Soldadura OxigasKent RobinsonAún no hay calificaciones
- Proc. Resane de Planchas Con SoldaduraDocumento4 páginasProc. Resane de Planchas Con SoldaduraricardodelatorreAún no hay calificaciones
- CM 10501Documento10 páginasCM 10501Querubin EboliAún no hay calificaciones
- Sig-Sst-Grap-Pets-02 Habilitacion de Acero para ConstruccionDocumento3 páginasSig-Sst-Grap-Pets-02 Habilitacion de Acero para ConstruccionJX AlarconAún no hay calificaciones
- Procedimiento de ReparaciónDocumento2 páginasProcedimiento de ReparaciónPaul Miranda GuzmanAún no hay calificaciones
- Procedimiento de Reparación - TKDocumento2 páginasProcedimiento de Reparación - TKPaul Miranda Guzman50% (2)
- Refrigeracion 2021Documento27 páginasRefrigeracion 2021andersonAún no hay calificaciones
- Trabajo Final de OxiacetilenicaDocumento12 páginasTrabajo Final de OxiacetilenicaMoises CatuntaAún no hay calificaciones
- Manual Instalacion Casing Head Housing 2mDocumento10 páginasManual Instalacion Casing Head Housing 2mEdwin Patricio Taco ChuseteAún no hay calificaciones
- Resane de PlanchasDocumento6 páginasResane de Planchasfreddy.sucuytanaAún no hay calificaciones
- PRIMERA ENTREGA SOLDADURA OXIACETELENICADocumento8 páginasPRIMERA ENTREGA SOLDADURA OXIACETELENICAcesiaruth73Aún no hay calificaciones
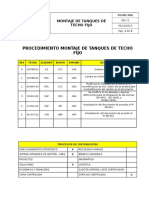
- PO-MC-006 Montaje de Tanques de Techo FijoDocumento9 páginasPO-MC-006 Montaje de Tanques de Techo FijomekanicobucaroAún no hay calificaciones
- Arreglo rodamientos ventilador extracciónDocumento2 páginasArreglo rodamientos ventilador extracciónJuan David Yepez MonterosAún no hay calificaciones
- Bottom Hole AssemblyDocumento7 páginasBottom Hole AssemblyNataly Peña RojasAún no hay calificaciones
- VACIADO BOLAS MOLINODocumento2 páginasVACIADO BOLAS MOLINOAntony GuerraAún no hay calificaciones
- Dossier Estructura MetálicaDocumento44 páginasDossier Estructura MetálicaCarlos Alberto Villegas CéspedesAún no hay calificaciones
- Pets-Min-16 Instalación de Pernos Helicoidales en Pique CiegoDocumento2 páginasPets-Min-16 Instalación de Pernos Helicoidales en Pique CiegoAlditho Pomatay Paquiyauri100% (1)
- Pernos de anclaje ERBBDocumento24 páginasPernos de anclaje ERBBAlexis LuarteAún no hay calificaciones
- EI-005 - S Rev. 11 - Pernos de AnclajeDocumento25 páginasEI-005 - S Rev. 11 - Pernos de AnclajeDavid Ricardo Lozano RondonAún no hay calificaciones
- Pets-Min-11 Perforación de Muros de ConcretoDocumento2 páginasPets-Min-11 Perforación de Muros de ConcretoJhonatanCusicheEnriquezAún no hay calificaciones
- Procedimiento-Corte y Biselado ECCOSISDocumento12 páginasProcedimiento-Corte y Biselado ECCOSISMary JeanAún no hay calificaciones
- Montaje Tuberias de FundiciónDocumento27 páginasMontaje Tuberias de FundiciónpacoAún no hay calificaciones
- EST-EPO-MIN-06 - Sostenimento Con Cable BoltingDocumento5 páginasEST-EPO-MIN-06 - Sostenimento Con Cable BoltingEFRAIN TORRES LLACCTAHUAMANAún no hay calificaciones
- GFPInFn019nFormatonGuiandenAprendizajentuberia 545e862d3ab819fDocumento11 páginasGFPInFn019nFormatonGuiandenAprendizajentuberia 545e862d3ab819fMichelle CamayoAún no hay calificaciones
- 1° Reco Fisura en Brida Odm 40129553-P-106a - Rec-50013592 - CL 4100007376Documento7 páginas1° Reco Fisura en Brida Odm 40129553-P-106a - Rec-50013592 - CL 4100007376Gerardo Santos CastilloAún no hay calificaciones
- Esp-Tec-Val-05Documento1 páginaEsp-Tec-Val-05Fernando Martinez BravoAún no hay calificaciones
- Lab 4.docx ListoDocumento8 páginasLab 4.docx ListoJorge Luis GabrielAún no hay calificaciones
- 503 Soldadura Oxiacetilenica (Metales Ferrosos) Soldadura Oxiacetilenica (Metales Ferrosos)Documento89 páginas503 Soldadura Oxiacetilenica (Metales Ferrosos) Soldadura Oxiacetilenica (Metales Ferrosos)LUISAún no hay calificaciones
- 930 Instalación e Inspección de BandejaDocumento6 páginas930 Instalación e Inspección de Bandejasantiago barrionuevoAún no hay calificaciones
- Imco Pets Cald 19Documento8 páginasImco Pets Cald 19vicvargAún no hay calificaciones
- PR-SGSST - 06 - Armado y Habilitado para Estructura de AceroDocumento3 páginasPR-SGSST - 06 - Armado y Habilitado para Estructura de AcerobrayanjaraaldanaAún no hay calificaciones
- SER-5705093-PLN14-004 - B Relleno ReforzadoDocumento10 páginasSER-5705093-PLN14-004 - B Relleno ReforzadomvelarenasAún no hay calificaciones
- Procedimiento TorqueDocumento10 páginasProcedimiento TorqueFrancesco0% (1)
- Montaje de bombas sobre concretoDocumento15 páginasMontaje de bombas sobre concretojuan fuentesAún no hay calificaciones
- TC Veliz Hinostroza 7777777777Documento8 páginasTC Veliz Hinostroza 7777777777Danilo Rivera bojorquezAún no hay calificaciones
- Pets 03 - Perforacion y Picado Con RotomartilloDocumento2 páginasPets 03 - Perforacion y Picado Con RotomartilloAlexis0% (1)
- Pets Uso de Equipo Oxicorte JPDocumento2 páginasPets Uso de Equipo Oxicorte JPAlditho Pomatay PaquiyauriAún no hay calificaciones
- Reacond. Drill Pipe y Heavy WateDocumento12 páginasReacond. Drill Pipe y Heavy Watejorge vargas zapataAún no hay calificaciones
- Ae Rau Min Sbo Pro 036 Sostenimiento Con BolterDocumento5 páginasAe Rau Min Sbo Pro 036 Sostenimiento Con BolterElvis Gary Daniel GomezAún no hay calificaciones
- Soldadura de Alambre TubularDocumento122 páginasSoldadura de Alambre Tubularalberto celedonio garcia100% (1)
- SST-PETS-006 PETS Habilitacion, Cosido y Manteo de Poza V05Documento6 páginasSST-PETS-006 PETS Habilitacion, Cosido y Manteo de Poza V05robert toledo arrolloAún no hay calificaciones
- Reparación Viseras y Muros en Buzones QTDocumento11 páginasReparación Viseras y Muros en Buzones QTRoberto Esteban Mandiola OpazoAún no hay calificaciones
- Campaña de Registro de Presiones Fondo de Pozos CAMPO LA PEÑADocumento45 páginasCampaña de Registro de Presiones Fondo de Pozos CAMPO LA PEÑARomina CZAún no hay calificaciones
- IT-09-CAÑ-01 Curvado de Cañeria Rev 5Documento9 páginasIT-09-CAÑ-01 Curvado de Cañeria Rev 5Cristian Rodrigo González CepedaAún no hay calificaciones
- PST Fabricación de VigaDocumento20 páginasPST Fabricación de VigaMarco SalazarAún no hay calificaciones
- Instalación y ensamble de tuberías de procesoDocumento10 páginasInstalación y ensamble de tuberías de procesoJairo Gonzalez ViloriaAún no hay calificaciones
- KHB-P 04 - Procedimieto de Habilitado de Tuberia - KHBDocumento7 páginasKHB-P 04 - Procedimieto de Habilitado de Tuberia - KHBDavid RosasAún no hay calificaciones
- Cuestionario Probeta y Ataque QuimicoDocumento6 páginasCuestionario Probeta y Ataque QuimicoFERNANDO PEDRO SOTO HUAMANVILCAAún no hay calificaciones
- 2) Procedimiento de Alineacion y Soldadura para AccesoriosDocumento13 páginas2) Procedimiento de Alineacion y Soldadura para AccesoriosPedrito PerezAún no hay calificaciones
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Gradiente de FracturaDocumento12 páginasGradiente de FracturaEdgar Moreira FernandezAún no hay calificaciones
- 1.-Misión - VisiónDocumento1 página1.-Misión - VisiónEdgar Moreira FernandezAún no hay calificaciones
- Procedimiento para La Aplicación Y Reparación de Soldadura: Fecha: Diciembre / 2000Documento27 páginasProcedimiento para La Aplicación Y Reparación de Soldadura: Fecha: Diciembre / 2000Edgar Moreira FernandezAún no hay calificaciones
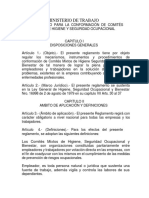
- 00 Reglamento de Comites Mixtos OficialDocumento11 páginas00 Reglamento de Comites Mixtos OficialEdgar Moreira FernandezAún no hay calificaciones
- Soldadura Arco Electrico y Electrodo Revestido IDocumento174 páginasSoldadura Arco Electrico y Electrodo Revestido Ined123100% (3)
- Monografia Elaboracion de Un Procedimiento Especifico de Soldadura PDFDocumento82 páginasMonografia Elaboracion de Un Procedimiento Especifico de Soldadura PDFNelson AlvarezAún no hay calificaciones
- 18f26801 - Eslingas de Cable de Acero Alma TextilDocumento1 página18f26801 - Eslingas de Cable de Acero Alma TextilJuan Pablo MorenoAún no hay calificaciones
- Glosario de Terminologia Sobre CalidadDocumento7 páginasGlosario de Terminologia Sobre CalidadJulio SocarrasAún no hay calificaciones
- Informacion AngulosDocumento8 páginasInformacion AngulosMaan Ripi100% (1)
- Guía Técnica para La Elaboración de Manuales de Procedimientos, Cinestav.Documento38 páginasGuía Técnica para La Elaboración de Manuales de Procedimientos, Cinestav.Teckelino100% (3)
- Glosario de Terminologia Sobre CalidadDocumento7 páginasGlosario de Terminologia Sobre CalidadJulio SocarrasAún no hay calificaciones
- Calibración de instrumentos de medición de temperatura, humedad y presiónDocumento118 páginasCalibración de instrumentos de medición de temperatura, humedad y presiónJuan Carlos Colodro GuillenAún no hay calificaciones
- Plan de Transición de La Certificación ISO-9001 - 14001 PDFDocumento6 páginasPlan de Transición de La Certificación ISO-9001 - 14001 PDFEdgar Moreira FernandezAún no hay calificaciones
- PREDICCIÓN2Documento17 páginasPREDICCIÓN2Edgar Moreira FernandezAún no hay calificaciones
- ELECTROTECNIA - 0bDocumento17 páginasELECTROTECNIA - 0bEdgar Moreira FernandezAún no hay calificaciones
- Balance de MaterialesDocumento17 páginasBalance de MaterialesEdgar Moreira FernandezAún no hay calificaciones
- Examen Parcial de Química - Agronomia - Mayo 2022Documento5 páginasExamen Parcial de Química - Agronomia - Mayo 2022Oliver EscobarAún no hay calificaciones
- Acido Acetil SalicílicoDocumento4 páginasAcido Acetil SalicílicoAndres Felipe Navarro Serrano0% (1)
- Taller de Equilibrio QuimicoDocumento10 páginasTaller de Equilibrio QuimicoJorge Angulo GomezAún no hay calificaciones
- Durabilidad 20-21Documento44 páginasDurabilidad 20-21EstIngCivilUmssAún no hay calificaciones
- S01.s1 - Resolver Ejercicios #01 Quimica Inorganica.Documento7 páginasS01.s1 - Resolver Ejercicios #01 Quimica Inorganica.liz mariela fernandez ramosAún no hay calificaciones
- Identificaion de Cationes Por Coloración de La LlamaDocumento12 páginasIdentificaion de Cationes Por Coloración de La LlamaAstrid RolonAún no hay calificaciones
- Enlace IonicoDocumento4 páginasEnlace IonicoKiumi CuiteAún no hay calificaciones
- Guia Lab 222-2014 1er Eib EiqDocumento50 páginasGuia Lab 222-2014 1er Eib EiqDaniiela Tapia DelgadoAún no hay calificaciones
- Analisis SGS-Residuo de MN y CoDocumento3 páginasAnalisis SGS-Residuo de MN y CoCarlos Daniel Cuba JaraAún no hay calificaciones
- AlquenosDocumento24 páginasAlquenosDario RoseroAún no hay calificaciones
- NVF 936-1-2007Documento37 páginasNVF 936-1-2007ANA ACOSTAAún no hay calificaciones
- Experimento de Mezclas Homogeneas y HeterogeneasDocumento8 páginasExperimento de Mezclas Homogeneas y HeterogeneasomAún no hay calificaciones
- Visita Al IngemmetDocumento19 páginasVisita Al IngemmetErick Enrique Mallqui SantosAún no hay calificaciones
- Hoja de Ruta N°13 Alcanos HalogenaciónDocumento12 páginasHoja de Ruta N°13 Alcanos HalogenaciónLususフリークAún no hay calificaciones
- Primer Trabajo EncargadoDocumento4 páginasPrimer Trabajo EncargadoOswaldo MoralesAún no hay calificaciones
- A C P MDocumento6 páginasA C P Mzt3ven100% (2)
- Actividad Uso Del BuscatoxDocumento3 páginasActividad Uso Del BuscatoxMauricioelvergazAún no hay calificaciones
- Aspectos Positivo y Negativo CurtiembreDocumento2 páginasAspectos Positivo y Negativo CurtiembreAntony VasquezAún no hay calificaciones
- NaranjaDocumento45 páginasNaranjaJonathan Monzon LozaAún no hay calificaciones
- Canales Madelyn Informe 06Documento9 páginasCanales Madelyn Informe 06Madelyn canalesAún no hay calificaciones
- WPQ - Doc Versión 1Documento2 páginasWPQ - Doc Versión 1WaldomiroCanoAún no hay calificaciones
- Química orgánica: Hibridación, grupos funcionales e isomeríaDocumento8 páginasQuímica orgánica: Hibridación, grupos funcionales e isomeríaPAULA DANIELA BOTIA ORJUELAAún no hay calificaciones
- P5 TemplabilidadDocumento10 páginasP5 TemplabilidadJosé María Rueda PortillaAún no hay calificaciones
- Guía Sobre Estequiometría 11Documento6 páginasGuía Sobre Estequiometría 11MiguelAún no hay calificaciones
- 2110-Texto Del Artículo-5178-1-10-20180302Documento28 páginas2110-Texto Del Artículo-5178-1-10-20180302Silena Lopez0% (1)
- Informe Tecnico, Riesgos QuimicosDocumento10 páginasInforme Tecnico, Riesgos QuimicosJairo Alejandro MERCHAN PARRAAún no hay calificaciones
- Tratamientos SuperficialesDocumento8 páginasTratamientos SuperficialesYuLio SolerAún no hay calificaciones
- Norma Venezolana sobre expendios de combustiblesDocumento12 páginasNorma Venezolana sobre expendios de combustiblesOswaldo Villarroel100% (2)
- Guia Digital Champú Sólidos TallerDocumento26 páginasGuia Digital Champú Sólidos TallerAntonieta Palma100% (2)