También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Fabricación de bloques de piedra molidaDocumento40 páginasFabricación de bloques de piedra molidaJuan'z PlayfieldAún no hay calificaciones
- Aplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109De EverandAplicación de productos superficiales de acabado en carpintería y mueble. MAMD0109Aún no hay calificaciones
- Actividad 7 Entregar El Reporte Completo Del ProyectoDocumento32 páginasActividad 7 Entregar El Reporte Completo Del ProyectoXavier ZúñigaAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Distribucion de Planta v2Documento36 páginasDistribucion de Planta v2LuisSalvadorPacherresVargasAún no hay calificaciones
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Actividad 2 - Planeacion de NegociosDocumento9 páginasActividad 2 - Planeacion de NegociosArturo SoberanisAún no hay calificaciones
- Aplicación de productos superficiales de acabado en carpintería y mueble. MAMR0208De EverandAplicación de productos superficiales de acabado en carpintería y mueble. MAMR0208Aún no hay calificaciones
- ACA 3 - Herramientas de Diagramación de ProcesosDocumento18 páginasACA 3 - Herramientas de Diagramación de ProcesosJames BartoloAún no hay calificaciones
- Proyecto DiablitoDocumento28 páginasProyecto DiablitoCarlos Roman100% (1)
- Ucan Rodolfo - U 2-Integradora IIDocumento33 páginasUcan Rodolfo - U 2-Integradora IIRodolfo Ucan CamaraAún no hay calificaciones
- Auditoria de SistemasDocumento9 páginasAuditoria de SistemasHonorioCusihuamánAún no hay calificaciones
- PI - Pablo Andrés DíazDocumento102 páginasPI - Pablo Andrés DíazRONALD JHONATAN TURPO VARGASAún no hay calificaciones
- TF 22Documento29 páginasTF 22Klaudia HasselbrinkAún no hay calificaciones
- Disposición de planta en la UNACCDocumento11 páginasDisposición de planta en la UNACCYessenia Yaranga de la TorreAún no hay calificaciones
- Actividad 1 - Identificación de La Idea de Un ProyectoDocumento6 páginasActividad 1 - Identificación de La Idea de Un ProyectoMaria Trochi100% (3)
- Ulloa CJDocumento100 páginasUlloa CJValeriaTovarAún no hay calificaciones
- TAREA 2 Administración Moderna 1Documento10 páginasTAREA 2 Administración Moderna 1Eyby63% (8)
- Proyecto Distribucion de PlantaDocumento86 páginasProyecto Distribucion de PlantaAlejandraAún no hay calificaciones
- Estudio Del Diseño Distribución y Rediseño de La Empresa San Miguel Industrias PetDocumento19 páginasEstudio Del Diseño Distribución y Rediseño de La Empresa San Miguel Industrias PetJeremy DiazAún no hay calificaciones
- Estudio del trabajo en empresa textil Tejidos RamisDocumento50 páginasEstudio del trabajo en empresa textil Tejidos RamisPilar Santa CruzAún no hay calificaciones
- Actividad 1.2 Unidad 1.Documento21 páginasActividad 1.2 Unidad 1.Jair EsquivelAún no hay calificaciones
- Simulación de ProcesosDocumento23 páginasSimulación de ProcesosAaron Rodriguez100% (1)
- Proyecto Final Distribución de PlanDocumento20 páginasProyecto Final Distribución de PlanCarolina SantgoAún no hay calificaciones
- Puntos clave procesos producciónDocumento16 páginasPuntos clave procesos producciónadrianaAún no hay calificaciones
- Trabajo Planta CerveceraDocumento16 páginasTrabajo Planta CerveceraCris Medina PoolAún no hay calificaciones
- Extrusoras Proyecto34Documento42 páginasExtrusoras Proyecto34emilioAún no hay calificaciones
- 1-Informe Procesos2 Equipo5Documento38 páginas1-Informe Procesos2 Equipo5erikAún no hay calificaciones
- Plan de Negocios TecnofruitDocumento45 páginasPlan de Negocios TecnofruitAntonio Castañeda CaballeroAún no hay calificaciones
- Estudio de Mercado, Técnico, Administrativo y Financiero de Un Proyecto de Inversión Gomez Luna Ana VictoriaDocumento25 páginasEstudio de Mercado, Técnico, Administrativo y Financiero de Un Proyecto de Inversión Gomez Luna Ana VictoriaVictoria LunaAún no hay calificaciones
- Proyecto Distribucion de PlantaDocumento86 páginasProyecto Distribucion de PlantaAlejandraAún no hay calificaciones
- Planeación y Diseño de Procesos - GRUPO 3Documento23 páginasPlaneación y Diseño de Procesos - GRUPO 3Sofía ArresteguiAún no hay calificaciones
- UNAM Trabajo Profesional (Sistema Kanban)Documento72 páginasUNAM Trabajo Profesional (Sistema Kanban)ORI2000Aún no hay calificaciones
- Diseño de Instalaciones de ProducciónDocumento4 páginasDiseño de Instalaciones de ProducciónRaul David Ordoñez GarzonAún no hay calificaciones
- HelpdeskDocumento174 páginasHelpdeskFabian Fadull gutierrezAún no hay calificaciones
- Agua-De-Mesa-3 ModDocumento24 páginasAgua-De-Mesa-3 ModUrsulaSaraviaVillegasAún no hay calificaciones
- MóduloVirtualOrganizaciónDocumento42 páginasMóduloVirtualOrganizaciónTatiana Mejia GranadosAún no hay calificaciones
- Diseño Plan de Mantenimiento PreventivoDocumento17 páginasDiseño Plan de Mantenimiento PreventivoDiego Fernando Cadena ArangoAún no hay calificaciones
- Estudio Cacao Peru Julio 2016Documento94 páginasEstudio Cacao Peru Julio 2016Wilmer Sanchez GuivarAún no hay calificaciones
- C172 - Planificación Del Traslado de Una Planta Industrial (1)Documento87 páginasC172 - Planificación Del Traslado de Una Planta Industrial (1)Virginia CaccuriAún no hay calificaciones
- Parcial 2 LayoutDocumento37 páginasParcial 2 LayoutAdonis Cabrera100% (1)
- Tesina Cardenas Cueva Jefferson-Arcila Cespedes JoseDocumento35 páginasTesina Cardenas Cueva Jefferson-Arcila Cespedes JoseBrayan Santamaría AsaldeAún no hay calificaciones
- Proceso de Cortado y Doblado de Planchas de AceroDocumento23 páginasProceso de Cortado y Doblado de Planchas de AceroAnonymous phosYMdhRAún no hay calificaciones
- Mejora de tiempos inspección automotriz Kavak GuadalajaraDocumento21 páginasMejora de tiempos inspección automotriz Kavak GuadalajaraLUIS ANTONIO VELAZQUEZ BAUTISTAAún no hay calificaciones
- Mejora de procesos y distribución en planta metalmecánicaDocumento110 páginasMejora de procesos y distribución en planta metalmecánicaEdgar David HuallpamaitaAún no hay calificaciones
- El Factor MaquinariaDocumento8 páginasEl Factor MaquinariaGuillermo R CastroAún no hay calificaciones
- DISENOCAMIONDocumento96 páginasDISENOCAMIONMisael RamirezAún no hay calificaciones
- Ige 2013 51Documento30 páginasIge 2013 51EduardoAún no hay calificaciones
- Proceso Productivo PDFDocumento41 páginasProceso Productivo PDFJUAN DIEGO MUÑOZ CORTESAún no hay calificaciones
- FINALLLL-IMT (1) Plancha CocinaDocumento263 páginasFINALLLL-IMT (1) Plancha Cocinaoh crepeAún no hay calificaciones
- Ávila MEDocumento360 páginasÁvila MEHuber Jhonatan EscobedoAún no hay calificaciones
- Tarea 4 AdministracionDocumento12 páginasTarea 4 Administracion7 SPORTSAún no hay calificaciones
- Anteproyecto OsmanDocumento30 páginasAnteproyecto OsmanNelson PinedaAún no hay calificaciones
- Estudio factibilidad fábrica tubos PVCDocumento63 páginasEstudio factibilidad fábrica tubos PVCteodoroAún no hay calificaciones
- MAKE TO ORDER TesisDocumento169 páginasMAKE TO ORDER TesisFederico González LópezAún no hay calificaciones
- Estudio Del CasoDocumento11 páginasEstudio Del CasoKAREN MÁRQUEZ GARCIAAún no hay calificaciones
- Implementación 5S en empresa de pinturasDocumento197 páginasImplementación 5S en empresa de pinturaseri67% (3)
- Implementación de 5SDocumento197 páginasImplementación de 5SXavi YagamiAún no hay calificaciones
- Planificación de plantas industrialesDocumento9 páginasPlanificación de plantas industrialesHenry CorreaAún no hay calificaciones
- Memoria Descriptiva Habilitacion Urbana Uros ChulluniDocumento38 páginasMemoria Descriptiva Habilitacion Urbana Uros ChulluniLucero Belen Quispe VasquezAún no hay calificaciones
- Congreso Nacional de Estudiantes de Ingeniería AgroindustrialDocumento49 páginasCongreso Nacional de Estudiantes de Ingeniería AgroindustrialSaulAltamiranoCusiAún no hay calificaciones
- Formato de Prácticas de LaboratorioDocumento5 páginasFormato de Prácticas de LaboratorioAlex Santiago GSAún no hay calificaciones
- Aplicacion de La Computadora en La IndustriaDocumento3 páginasAplicacion de La Computadora en La IndustriaAriel RamirezAún no hay calificaciones
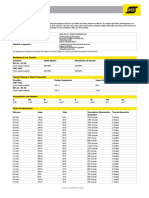
- Spoolarc 83Documento3 páginasSpoolarc 83adanmeneses1Aún no hay calificaciones
- Estructura metodológica de programas SHDocumento22 páginasEstructura metodológica de programas SHMichel Ahumada100% (1)
- Taller02 03 Linea Tiempo BiografiasDocumento2 páginasTaller02 03 Linea Tiempo BiografiasSamir TorresAún no hay calificaciones
- 1.1 - Introducción y ClasificaciónDocumento27 páginas1.1 - Introducción y ClasificaciónJavier UtrerasAún no hay calificaciones
- Pruebas A Cables de PotenciaDocumento8 páginasPruebas A Cables de Potenciaalex409091010Aún no hay calificaciones
- ZF8HP45 transmisión automática: características y funcionamientoDocumento156 páginasZF8HP45 transmisión automática: características y funcionamientoAlberto Del Rio Mejia100% (3)
- Ayuda 2 Clases de Mantto SubirDocumento45 páginasAyuda 2 Clases de Mantto SubirDiana Alejandra Gil GonzalezAún no hay calificaciones
- Trabajo-Marco LegalDocumento12 páginasTrabajo-Marco LegalJezuleym GonzalezAún no hay calificaciones
- Conceptos e importancia de la calidad en sus etapas de evoluciónDocumento10 páginasConceptos e importancia de la calidad en sus etapas de evoluciónMaritsa Elizabeth Huerta ReyesAún no hay calificaciones
- Rues ConcayDocumento10 páginasRues ConcayPedro TorresAún no hay calificaciones
- Trabajo Totos Pizza PESIDocumento31 páginasTrabajo Totos Pizza PESIMardonius Yupanqui100% (1)
- 930e-4se O&m A31035 + Esp Ceam024502Documento210 páginas930e-4se O&m A31035 + Esp Ceam024502Fernando Pinto Montero50% (2)
- EJERCICIO PARA PRACticar EFDocumento4 páginasEJERCICIO PARA PRACticar EFKobaAún no hay calificaciones
- Ipc1 Tarea Primer Parcial 20110222Documento3 páginasIpc1 Tarea Primer Parcial 20110222anayaottoAún no hay calificaciones
- Leccion 2 Curso Uso Basico de MaprexDocumento5 páginasLeccion 2 Curso Uso Basico de Maprexalejaruiz5Aún no hay calificaciones
- UNEDocumento3 páginasUNEbenji monterosAún no hay calificaciones
- Geometría Descriptiva - EjerciciosDocumento3 páginasGeometría Descriptiva - EjerciciosJoshua CareyAún no hay calificaciones
- Nueva Organización CosapiDocumento2 páginasNueva Organización Cosapiruben sejje100% (1)
- ACUsDocumento143 páginasACUskarla castilloAún no hay calificaciones
- Funciones y Responsabilidades Del Jefe de ObraDocumento2 páginasFunciones y Responsabilidades Del Jefe de ObraPablo Lopez Estepa100% (1)
- Determinación experimental de la frecuencia natural de un péndulo de torsiónDocumento9 páginasDeterminación experimental de la frecuencia natural de un péndulo de torsiónAlainIslasAún no hay calificaciones
- CAUEDocumento2 páginasCAUEcarlosAún no hay calificaciones
- 858 Texrope HFXDocumento4 páginas858 Texrope HFXAlejandro ObregonAún no hay calificaciones
- Aplicación de Las Tablas de Valores Referenciales para Determinar El Valor Referencial para Detracción Al Transporte de Bienes II PARTEDocumento4 páginasAplicación de Las Tablas de Valores Referenciales para Determinar El Valor Referencial para Detracción Al Transporte de Bienes II PARTEAnonymous wRkQ9XFRTBAún no hay calificaciones
- 03 Información de LubricantesDocumento8 páginas03 Información de Lubricantesdiego andradeAún no hay calificaciones
- Práctica 1 Unidad 4Documento3 páginasPráctica 1 Unidad 4Omar Alexis Sanchez PerezAún no hay calificaciones
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Métodos de compensación basados en competenciasDe EverandMétodos de compensación basados en competenciasAún no hay calificaciones
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Freedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasDe EverandFreedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasCalificación: 4.5 de 5 estrellas4.5/5 (39)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Ideas que pegan (2ª Edición): Por qué algunas ideas sobreviven y otras muerenDe EverandIdeas que pegan (2ª Edición): Por qué algunas ideas sobreviven y otras muerenCalificación: 4.5 de 5 estrellas4.5/5 (20)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaDe EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaCalificación: 4.5 de 5 estrellas4.5/5 (813)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Cómo Invertir En El Mercado De Valores Para PrincipiantesDe EverandCómo Invertir En El Mercado De Valores Para PrincipiantesCalificación: 4 de 5 estrellas4/5 (22)
- Si es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2De EverandSi es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2Calificación: 4 de 5 estrellas4/5 (13)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)