También podría gustarte
- Control neuronal y difuso para sistemas fotovoltaicosDe EverandControl neuronal y difuso para sistemas fotovoltaicosAún no hay calificaciones
- Modelos y SimulaciónDocumento22 páginasModelos y SimulaciónAngy ClementeAún no hay calificaciones
- Problema1 - Modelos y SimulacionDocumento8 páginasProblema1 - Modelos y SimulacionJanneth Pineda MurilloAún no hay calificaciones
- UNIDAD 1 - Taller 2 - GRUPO - 212026 - 54Documento20 páginasUNIDAD 1 - Taller 2 - GRUPO - 212026 - 54francisco javier arregui quinteroAún no hay calificaciones
- Unidad1 Paso 2 Yaneth Pineda MurilloDocumento15 páginasUnidad1 Paso 2 Yaneth Pineda MurilloCamilo Suarez CastilloAún no hay calificaciones
- Taller 1 - Diego - MartinezDocumento11 páginasTaller 1 - Diego - MartinezOctavioAún no hay calificaciones
- Taller 1 SimulacionDocumento6 páginasTaller 1 Simulacionmargarita diazAún no hay calificaciones
- Problema 1. Programación Lineal DinámicaDocumento8 páginasProblema 1. Programación Lineal DinámicapabloAún no hay calificaciones
- Paso2 - MalorisMuñoz - Parte 2Documento44 páginasPaso2 - MalorisMuñoz - Parte 2JUAN CAMILO MIRANDA MERCADOAún no hay calificaciones
- Taller 1 AndreaDocumento11 páginasTaller 1 AndreaDanielAún no hay calificaciones
- Fase - 2 - Punto - 1Documento19 páginasFase - 2 - Punto - 1Maury SantiagoAún no hay calificaciones
- Jennifer Ordoñez - Taller1Documento10 páginasJennifer Ordoñez - Taller1AndresbdfAún no hay calificaciones
- Paso2 - 212026 - 16Documento20 páginasPaso2 - 212026 - 16Julieth PeñaAún no hay calificaciones
- Aportes Individuales - Sandra GomezDocumento22 páginasAportes Individuales - Sandra GomezYonatan PalacioAún no hay calificaciones
- Ejercicio 1Documento4 páginasEjercicio 1Luis TapascoAún no hay calificaciones
- Modelaje y Simulación Fase 2Documento13 páginasModelaje y Simulación Fase 2Lorena ArtunduagaAún no hay calificaciones
- Tarea Extra-Programación Lineal PDFDocumento7 páginasTarea Extra-Programación Lineal PDFtravijrAún no hay calificaciones
- Tarea Extra Programacion Lineal PDFDocumento7 páginasTarea Extra Programacion Lineal PDFJorge Silva RiañoAún no hay calificaciones
- Actividad 2 Mery RodriguezDocumento19 páginasActividad 2 Mery RodriguezPaola HernandezAún no hay calificaciones
- Tarea 3 - VDocumento101 páginasTarea 3 - Vrekiam93Aún no hay calificaciones
- Modelos y SimulacionDocumento4 páginasModelos y SimulacionalexandralaraAún no hay calificaciones
- Angie Lizeth Sabogal-Taller 1.Documento10 páginasAngie Lizeth Sabogal-Taller 1.Angie SabogalAún no hay calificaciones
- Paso - 3 - Problema 1Documento5 páginasPaso - 3 - Problema 1AdelaAún no hay calificaciones
- Ejercicios de Aplicados A MineriaDocumento26 páginasEjercicios de Aplicados A MineriaJosé AbantoAún no hay calificaciones
- Carlos Montoya Taller 1Documento12 páginasCarlos Montoya Taller 1Maria Alejandra Torres PeñaAún no hay calificaciones
- Taller 1 - Modelos y SimulacióDocumento9 páginasTaller 1 - Modelos y SimulacióKarina Salazar NuñezAún no hay calificaciones
- Analisis de Sensibilidad (2008-2)Documento25 páginasAnalisis de Sensibilidad (2008-2)AlbertAlbertParedesAún no hay calificaciones
- Paso 3 Luis SuarezDocumento14 páginasPaso 3 Luis SuarezEduar suarezAún no hay calificaciones
- Modelos y SimulacionDocumento14 páginasModelos y SimulacionywilchespAún no hay calificaciones
- Investigacion Operativa Ii Solución de Problemas de Programación Por Metas Usando QM For WindowsDocumento16 páginasInvestigacion Operativa Ii Solución de Problemas de Programación Por Metas Usando QM For WindowsMaria Victoria Fernandez MaciasAún no hay calificaciones
- Generadores Todo TerminadoDocumento10 páginasGeneradores Todo TerminadoCarlosAlfredoSoriaAún no hay calificaciones
- T1. Taller - Laboratorio Modelos de Programacion DinamicaDocumento10 páginasT1. Taller - Laboratorio Modelos de Programacion DinamicaKlaudia HasselbrinkAún no hay calificaciones
- INVESTIGACION OPERATIVA CorregidoDocumento8 páginasINVESTIGACION OPERATIVA CorregidoKELVIN MegoAún no hay calificaciones
- DocxDocumento4 páginasDocxalvaroCTAún no hay calificaciones
- ColaborativoDocumento14 páginasColaborativoalberto macarenoAún no hay calificaciones
- Libreria Retardos en MPLABDocumento4 páginasLibreria Retardos en MPLABFabian GuarinAún no hay calificaciones
- Ejemplo Funcion ObjetivoDocumento24 páginasEjemplo Funcion ObjetivoronyeAún no hay calificaciones
- 1enunciados Ejercicios Fuerzas de CorteDocumento2 páginas1enunciados Ejercicios Fuerzas de CorteJose Felipe Arce MateosAún no hay calificaciones
- Conferencia 2 Optimizacion ModelacionDocumento13 páginasConferencia 2 Optimizacion ModelacionjuanpereAún no hay calificaciones
- Prog Mixta CompletoDocumento22 páginasProg Mixta CompletoAYUDA.COMAún no hay calificaciones
- Ejercicios de Estabilidad - SDocumento27 páginasEjercicios de Estabilidad - SDIBOR,C.A DIBORAún no hay calificaciones
- Jairo Guerrero-Taller1Documento11 páginasJairo Guerrero-Taller1pabloAún no hay calificaciones
- Ivs OprDocumento4 páginasIvs OprAnderson GonzálezAún no hay calificaciones
- OptimizacionDocumento9 páginasOptimizacionKarissa SotoAún no hay calificaciones
- Taller No.4 (Intersemestral Costos.2019-1)Documento7 páginasTaller No.4 (Intersemestral Costos.2019-1)ytrxdmc4qcAún no hay calificaciones
- Taller IoDocumento11 páginasTaller IoDivina Barceló MessinoAún no hay calificaciones
- 1ra Evaluación AlgoritmosDocumento9 páginas1ra Evaluación AlgoritmosJuan SanchezAún no hay calificaciones
- Caso Resuelto de Dualidad y Analisis de Sensibilidad UnmsmDocumento13 páginasCaso Resuelto de Dualidad y Analisis de Sensibilidad Unmsmjavier carasasAún no hay calificaciones
- Estabilidad en Sistemas de Potencia: - EjerciciosDocumento27 páginasEstabilidad en Sistemas de Potencia: - EjerciciosJuanAún no hay calificaciones
- Unidad 2 Programacion LinealDocumento25 páginasUnidad 2 Programacion Linealpablo cesar gonzalez camachoAún no hay calificaciones
- 05.-Fuerzas y Potencias de Corte en El TornoDocumento10 páginas05.-Fuerzas y Potencias de Corte en El Tornoleidy.parraAún no hay calificaciones
- Teoriadedecisioneslibro 18 24Documento7 páginasTeoriadedecisioneslibro 18 24leonardoAún no hay calificaciones
- Ejercicio 3Documento16 páginasEjercicio 3carlos mario mayorga parraAún no hay calificaciones
- Lab03 Mkong 2019 2Documento14 páginasLab03 Mkong 2019 2Juan Eulises Reyes ValleAún no hay calificaciones
- INVOPEDocumento17 páginasINVOPEMelissa RosasAún no hay calificaciones
- Somengil, SA - CatálogoDocumento36 páginasSomengil, SA - CatálogoSomengil Sa100% (1)
- sOLUCIÓN EJERCICIOS LABORATORIO 2Documento6 páginassOLUCIÓN EJERCICIOS LABORATORIO 2juan quispeAún no hay calificaciones
- SeleneCarrillo Tarea3Documento42 páginasSeleneCarrillo Tarea3Selene Carrillo100% (1)
- Tarea 2-Solucion Modelos de Decision DeterministicosDocumento56 páginasTarea 2-Solucion Modelos de Decision DeterministicosWILLIAMAún no hay calificaciones
- Problema 1,3 y 4 Daniel MarínDocumento10 páginasProblema 1,3 y 4 Daniel Marínalexxgil98Aún no hay calificaciones
- Solución Proyecto Fase 2 PDFDocumento4 páginasSolución Proyecto Fase 2 PDFmiguelAún no hay calificaciones
- Modelos de Asignación.Documento24 páginasModelos de Asignación.tatiana sanchezAún no hay calificaciones
- Taller 1Documento19 páginasTaller 1tatiana sanchezAún no hay calificaciones
- ModelosDocumento9 páginasModelostatiana sanchezAún no hay calificaciones
- Modelos de Asignación.Documento33 páginasModelos de Asignación.tatiana sanchezAún no hay calificaciones
- SubsitemasDocumento1 páginaSubsitemastatiana sanchezAún no hay calificaciones
- Paso 4 - Fernanda - Cardenas - 18Documento21 páginasPaso 4 - Fernanda - Cardenas - 18tatiana sanchezAún no hay calificaciones
- Fase 2. Proyecto NacionalDocumento2 páginasFase 2. Proyecto Nacionaltatiana sanchezAún no hay calificaciones
- Tarea Fisica ElectronicaDocumento7 páginasTarea Fisica Electronicatatiana sanchezAún no hay calificaciones
- Cartel de Trabajo de InvestigaciónDocumento4 páginasCartel de Trabajo de Investigaciónsamir0504Aún no hay calificaciones
- Medidas AntropometricasDocumento10 páginasMedidas Antropometricastatiana sanchezAún no hay calificaciones
- Dialnet LaFlexibilidadDeLaCadenaDeSuministro 2162970Documento25 páginasDialnet LaFlexibilidadDeLaCadenaDeSuministro 2162970A Paola CercaAún no hay calificaciones
- David Bermúdez Campo - Tarea 4 - ElaboraciónDocumento6 páginasDavid Bermúdez Campo - Tarea 4 - Elaboracióntatiana sanchezAún no hay calificaciones
- Propuesta y Sustentos XXDocumento44 páginasPropuesta y Sustentos XXDarwin Vladimir Villar SandovalAún no hay calificaciones
- Diagnostico SituacionalDocumento2 páginasDiagnostico SituacionalAndrea CondeAún no hay calificaciones
- Naed-502 Ejercicio T001Documento4 páginasNaed-502 Ejercicio T001JeanCarlosAlccalaicoHuaychoAún no hay calificaciones
- Taller 4 - Servicio Al ClienteDocumento5 páginasTaller 4 - Servicio Al ClienteMELISSA CANTILLO CASTIBLANCOAún no hay calificaciones
- Un Impuesto Sobre El Comprador GeneraDocumento13 páginasUn Impuesto Sobre El Comprador GeneraAntonio Del charco100% (2)
- Simulación e Informe de Análisis - Matriz DOFADocumento2 páginasSimulación e Informe de Análisis - Matriz DOFAYulian Andres Lugo PalomnoAún no hay calificaciones
- Comportamiento: LibretonDocumento6 páginasComportamiento: LibretonFelix Rodriguez CuevaAún no hay calificaciones
- TR026 - Actividad PrácticaDocumento12 páginasTR026 - Actividad PrácticaGabriela DonaAún no hay calificaciones
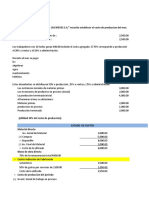
- Consigna: La Empresa Industrial "VIRGEN DE LAS NIEVES S.A." Necesita Establecer El Costo de Produccion Del MesDocumento6 páginasConsigna: La Empresa Industrial "VIRGEN DE LAS NIEVES S.A." Necesita Establecer El Costo de Produccion Del MesLUCERO CURI PALACIOSAún no hay calificaciones
- ADMINISTRACION Y CONTROL DE INVENTARIOS TerminadoDocumento4 páginasADMINISTRACION Y CONTROL DE INVENTARIOS TerminadoLuisa CortesAún no hay calificaciones
- Ley de Transparencia Oct 04 2019Documento6 páginasLey de Transparencia Oct 04 2019Karla EscalanteAún no hay calificaciones
- Auditoria Susuki Coban S.A. CancheDocumento179 páginasAuditoria Susuki Coban S.A. CancheERIK BALDOMERO JUAREZ CUCAún no hay calificaciones
- Cuidar Igv Venta de Activos PeruDocumento25 páginasCuidar Igv Venta de Activos PeruUGEL SUR AREQUIPA 2021Aún no hay calificaciones
- EXAMEN DE MERCADEO No 1-DOMINGOS-2-PARCIAL-1-PERIODO-2020Documento8 páginasEXAMEN DE MERCADEO No 1-DOMINGOS-2-PARCIAL-1-PERIODO-2020Johan MendozaAún no hay calificaciones
- Conclusión para La GuiaDocumento3 páginasConclusión para La GuiaCamila Trillo Perea50% (2)
- Para Qué Sirve La Publicidad: Informa y Educa Al PúblicoDocumento11 páginasPara Qué Sirve La Publicidad: Informa y Educa Al PúblicoKarime PalacioAún no hay calificaciones
- ITIL Quiz 1Documento33 páginasITIL Quiz 1carlos davidAún no hay calificaciones
- Grupo 5 Responabilidad Social en RD.Documento15 páginasGrupo 5 Responabilidad Social en RD.Didin MartinAún no hay calificaciones
- SGPD-09ASE-BASGS-0001 - Bases Calidad ContratosDocumento22 páginasSGPD-09ASE-BASGS-0001 - Bases Calidad ContratosPATRICIAAún no hay calificaciones
- 0apuntes y Cuestiones Cortas de Organizacion Industrial Uc3mDocumento4 páginas0apuntes y Cuestiones Cortas de Organizacion Industrial Uc3mcarlesgolla95Aún no hay calificaciones
- Universidad Autónoma de Baja CaliforniaDocumento29 páginasUniversidad Autónoma de Baja CaliforniaVicente LunaAún no hay calificaciones
- Las 5 Fuerzas de Porter en TeslaDocumento14 páginasLas 5 Fuerzas de Porter en TeslaDaniel Salgado RamosAún no hay calificaciones
- Modelo SAFE Acciones OrdinariasDocumento7 páginasModelo SAFE Acciones OrdinariasHubs appAún no hay calificaciones
- F1803407c CC RS18 Papelera DL Ebro VianaDocumento5 páginasF1803407c CC RS18 Papelera DL Ebro VianaalAún no hay calificaciones
- Canvas (Proyecto de Vida)Documento7 páginasCanvas (Proyecto de Vida)Luis AndradeAún no hay calificaciones
- Mercado InternacionalDocumento14 páginasMercado InternacionalMoises RicaldiAún no hay calificaciones
- Activos BiologicosDocumento4 páginasActivos BiologicoscarlosAún no hay calificaciones
- Contrato de LEASINGDocumento4 páginasContrato de LEASINGalfonso maradiagaAún no hay calificaciones
- Semana 2Documento23 páginasSemana 2Alexandra JavierAún no hay calificaciones
- Marco Integrado Coso IIIDocumento22 páginasMarco Integrado Coso IIIJhony Yanayaco AlbinesAún no hay calificaciones
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- Métodos de compensación basados en competenciasDe EverandMétodos de compensación basados en competenciasAún no hay calificaciones
- UF0519 - Gestión auxiliar de documentación económico-administrativa y comercialDe EverandUF0519 - Gestión auxiliar de documentación económico-administrativa y comercialAún no hay calificaciones
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- UF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)De EverandUF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)Calificación: 2 de 5 estrellas2/5 (1)
- 51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoDe Everand51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoCalificación: 5 de 5 estrellas5/5 (4)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Administración financiera del circulanteDe EverandAdministración financiera del circulanteCalificación: 4.5 de 5 estrellas4.5/5 (5)