Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Máquina Extrusora Monohusillo
Cargado por
Daniel Izquierdo MateuTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Máquina Extrusora Monohusillo
Cargado por
Daniel Izquierdo MateuCopyright:
Formatos disponibles
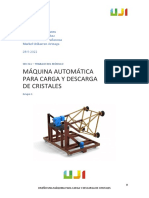
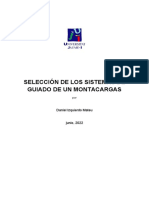
ESCUELA SUPERIOR DE TECNOLOGIA I CIENCIAS EXPERIMENTALES GRADO EN INGENIERÍA
MECÁNICA
DEFINICIÓN DE LAS VARIABLES DE DISEÑO PARA UNA EXTRUSORA DE PLÁSTICO
MONOHUSILLO PORTÁTIL DESTINADA A LA FABRICACIÓN DE FILAMENTO PARA
MODELADO POR DEPOSICIÓN DE HILO FUNDIDO (FDM) Y SU APLICACIÓN A UN CASO
Autor
Daniel Izquierdo Mateu
Director
Julio Serrano Mira
Castellón, 16 de noviembre de 2020
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
1
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Quiero mostrar mi agradecimiento a mi
familia, que siempre me han apoyado
durante la carrera, proyecto y trabajo, a mis padres y
hermano, María Isabel, Amable y Alejandro,
sin los cuales no habría sido posible.
También agradecer a mi tutor Julio,
por toda la ayuda y apoyo recibidos durante la
realización de este proyecto.
Finalmente, agradecer a mis compañeros de carrera,
especialmente a los que han formado parte de mi grupo de estudio,
por haberme acompañado durante la carrera
y convertirse en algo más que amigos.
Daniel Izquierdo Mateu
2
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Índice General
MEMORIA ........................................................................................................................ 4
ANEXO ........................................................................................................................... 57
PLIEGO DE CONDICIONES .............................................................................................. 102
PLANOS ........................................................................................................................ 109
Daniel Izquierdo Mateu
3
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
MEMORIA
Daniel Izquierdo Mateu
4
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
ÍNDICE DE LA MEMORIA
1 OBJETO ...................................................................................................................... 9
2 ALCANCE .................................................................................................................... 9
3 ANTECEDENTES ........................................................................................................ 10
3.1 HISTORIA DE LOS POLÍMEROS Y DEL PROCESO DE EXTRUSIÓN .....................................................10
3.2 EJEMPLOS FABRICADOS POR EXTRUSIÓN ...............................................................................11
3.3 ESQUEMA GENERAL DE UNA EXTRUSORA MONOHUSILLO DE PLASTIFICACIÓN ................................ 11
3.4 FASES EN QUE SE DIVIDE EL PROCESO DE EXTRUSIÓN ................................................................ 13
3.5 ABS ACRILONITRILO BUTADIENO ESTIRENO ...........................................................................14
3.6 LOCALIZACIÓN .................................................................................................................15
4 NORMATIVA APLICADA ............................................................................................ 15
5 DEFINICIONES Y ABREVIATURAS ............................................................................... 15
6 REQUISITOS DE DISEÑO ............................................................................................ 17
7 ANÁLISIS DE SOLUCIONES ......................................................................................... 18
8 MODELO DE CÁLCULO .............................................................................................. 19
8.1 DISEÑO DEL HUSILLO Y CAMISA ........................................................................................... 19
8.1.1 Cálculo del ángulo de hélice .................................................................................21
8.1.2 Profundidad del canal en la zona de alimentación y dosificación, y ratio de
compresión ........................................................................................................................ 21
8.1.3 Longitud del husillo y de las zonas que lo componen ..........................................24
8.1.4 Dimensionado de la holgura entre cilindro y husillo ............................................26
8.1.5 Amplitud del filete ................................................................................................ 26
8.2 CÁLCULO DINÁMICO .........................................................................................................27
8.2.1 Flujo de arrastre y velocidad de avance ............................................................... 27
8.2.2 Flujo de presión ....................................................................................................28
8.2.3 Flujo de filtración .................................................................................................28
8.2.4 Coeficiente de la forma geométrica de la boquilla o cabeza perfiladora ............30
8.2.5 Flujo total y velocidad de giro ..............................................................................32
8.2.6 Ratio de cizalladura.............................................................................................. 33
8.2.7 Presión y caudal de operación .............................................................................36
9 SELECCIÓN DE COMPONENTES ................................................................................. 38
9.1 TOLVA ........................................................................................................................... 38
9.2 HUSILLO Y CILINDRO O CAMISA DE EXTRUSIÓN ........................................................................40
9.3 ELEMENTOS DE UNIÓN Y ANCLAJE ........................................................................................ 44
9.4 SENSORES Y RESISTENCIAS TÉRMICAS EMPLEADAS ...................................................................45
Daniel Izquierdo Mateu
5
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.5 BOQUILLA ...................................................................................................................... 45
9.6 MOTOR, CAJA REDUCTORA Y COMPONENTES ELÉCTRICOS .............................................47
10 ANÁLISIS ENERGÉTICO ........................................................................................... 51
11 VIABILIDAD ECONÓMICA ....................................................................................... 51
12 PRESUPUESTO ....................................................................................................... 53
13 CONCLUSIONES ..................................................................................................... 54
14 BIBLIOGRAFÍA Y REFERENCIAS ............................................................................... 55
14.1 ARTÍCULOS Y LIBROS ......................................................................................................55
14.2 PÁGINAS WEB ..............................................................................................................56
14.3 PROGRAMAS EMPLEADOS............................................................................................... 56
Daniel Izquierdo Mateu
6
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Índice de figuras en memoria
FIGURA 1 REPRESENTACIÓN ESQUEMÁTICA DE UNA EXTRUSORA DE HUSILLO SENCILLO. ............................... 12
FIGURE 2 ZONAS DE UNA EXTRUSORA Y EVOLUCIÓN DE LA PRESIÓN A LO LARGO DE LAS MISMAS....................13
FIGURE 3 SÍMBOLO PARA PIEZAS FABRICADAS CON ABS DE ACUERDO CON LA NORMA ISO 11469 (DIN 58840)
...........................................................................................................................................14
FIGURE 4-DIFERENTES HUSILLOS QUE PODEMOS ENCONTRAR EN EL MERCADO ...........................................19
FIGURE 5-ESQUEMA DE UN HUSILLO DE EXTRUSIÓN, CON SECCIÓN VARIABLE Y PASO CONSTANTE ..................20
FIGURE 6-REPRESENTACIÓN DE LOS PARÁMETROS CRÍTICOS DEL HUSILLO DE EXTRUSIÓN .............................. 20
FIGURE 7-FIG VISTA DE PERFIL DEL HUSILLO ........................................................................................ 25
FIGURE 8 GRÁFICA DEL CAUDAL DE SALIDA EN FUNCIÓN DE LAS RPM ...................................................... 33
FIGURE 9 GRÁFICA DEL RATIO DE CIZALLADURA EN FUNCIÓN DE LAS RPM ................................................34
FIGURE 10-FIGURA. RECOMENDACIONES PARA LAS MEDIDAS DE ALIMENTACIÓN MEDIANTE TOLVA ...............39
FIGURE 11 COMPONENTE 1. TOLVA .................................................................................................39
FIGURE 12 COMPONENTE 2. HUSILLO ............................................................................................... 40
FIGURE 13 GUÍA DE EXTRUSIÓN DEL POLÍMERO ABS ............................................................................41
FIGURE 14-COMPONENTE 3. CILINDRO ZONA DE ALIMENTACIÓN, VISTA TRANSPARENTE PARA MAYOR
COMPRENSIÓN ....................................................................................................................... 41
FIGURE 15 COMPONENTE 3. CILINDRO ............................................................................................. 42
FIGURE 16 VALORACIÓN DE TRATAMIENTOS SUPERFICIALES APLICABLES AL HUSILLO ...................................42
FIGURE 17-ELEMENTOS DE UNIÓN EMPLEADOS EN EL MONTAJE DE LA EXTRUSORA MONOHUSILLO ................44
FIGURE 18-COMPONENTES 6. PLATO ROMPEDOR Y PANTALLAS FILTRADORAS ...........................................46
FIGURE 19-COMPONENTES 7. BOQUILLA ROSCADA .............................................................................47
FIGURE 20-MOTOR MONOFÁSICO 0,09KW 0,12CV 230V 3000 RPM ..................................................48
FIGURE 21-MOTOR ACOPLADO A CAJA REDUCTORA .............................................................................48
FIGURE 22-ARDUINO UNO ............................................................................................................49
FIGURE 23-PINS DEL ARDUINO UNO................................................................................................ 50
FIGURE 24-COSTE PROTOTIPO .........................................................................................................52
FIGURE 25-PVP EXTRUSORA ...........................................................................................................52
FIGURE 26-DIAGRAMA DE GANTT DE LA FABRICACIÓN Y DE LOS COMPONENTES .......................................54
Daniel Izquierdo Mateu
7
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Índice de ecuaciones en memoria
ECUACIÓN (1) .............................................................................................................................. 21
ECUACIÓN (2) .............................................................................................................................. 21
ECUACIÓN (3) .............................................................................................................................. 24
ECUACIÓN (4) .............................................................................................................................. 27
ECUACIÓN (5) .............................................................................................................................. 28
ECUACIÓN (6) .............................................................................................................................. 29
ECUACIÓN (7) .............................................................................................................................. 31
ECUACIÓN (8) .............................................................................................................................. 31
ECUACIÓN (9) .............................................................................................................................. 31
ECUACIÓN (10) ............................................................................................................................ 32
ECUACIÓN (11) ............................................................................................................................ 33
ECUACIÓN (12) ............................................................................................................................ 35
ECUACIÓN (13) ............................................................................................................................ 35
ECUACIÓN (14) ............................................................................................................................ 36
Daniel Izquierdo Mateu
8
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
1 OBJETO
Para la preparación del hilo termoplástico utilizado por las máquinas de fabricación aditiva
mediante la técnica FDM se utilizan equipos industriales de extrusión, cuyos tamaños,
requisitos de instalación, tasas de producción y coste son bastante elevados. En los últimos
años se han realizado, a nivel particular o de pequeñas empresas, varios prototipos de
pequeñas extrusoras de plastificación con el objetivo de darle una segunda vida al material
utilizado para la fabricación mediante técnicas de deposición de hilo fundido de piezas que
han resultado fallidas o que ya no son útiles, fomentando, a su vez, el reciclaje de plástico en
la sociedad. Además de suponer una gran reducción en los costes de adquisición del filamento
plástico; ya que el precio de la granza de plástico es en algunos casos hasta 5 veces más barata
que el filamento ya embobinado.
Sin embargo, estos prototipos no tienen un carácter medianamente profesional debido a que
se centran en el máximo ahorro de los costes de fabricación de la máquina y sus
componentes, dejando de lado muchas especificaciones de diseño críticas a la hora de diseñar
y fabricar dicha máquina, llegando incluso a utilizar una broca para taladrar madera como
husillo de plastificación en lugar de fabricar un husillo, siendo éste un factor clave en el
correcto procesado de material plástico.
2 ALCANCE
Queda dentro del alcance del proyecto la definición de las variables de diseño para la
fabricación de una extrusora de plástico monohusillo portátil. Cuya función será la fabricación
de filamento para modelado por deposición de hilo fundido (FDM), y su aplicación a un caso.
Daniel Izquierdo Mateu
9
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
3 ANTECEDENTES
3.1 HISTORIA DE LOS POLÍMEROS Y DE L PROCESO DE EXTRUSIÓN
El término polímero proviene del griego “polí-”, muchas, + “-mero”, parte; debido a que es
un material formado por muchas y grandes moléculas, llamadas monómeros, que se unen
formando cadenas.
La principal ventaja que aportan estos materiales a la industria es su versatilidad para
adaptarse a complejos procesos de deformación y la cantidad de propiedades que pueden
aportar a infinitos productos mediante la combinación de diferentes polímeros que forman
sus cadenas moleculares.
La primera vez que se empleó este término fue en 1883 por Jöns Jacob Berzelius, pero el
significado de entonces era diferente del actual, sin embargo, en 1920, Hermann Staudinger
propuso la definición que utilizamos hoy en día.
La gran versatilidad de este material y sus características únicas han hecho que su uso se haya
visto aumentado en gran medida desde su descubrimiento, y hoy en día lo tenemos en todas
partes y en toda clase de productos.
Existen diferentes procesos de conformado de este material, sin embargo, este trabajo se
centra en el conformado por extrusión mediante extrusora de plástico monohusillo. Donde el
material es introducido en forma de granza o polvo y empujado a la vez que cizallado
mediante un husillo hasta pasar a un estado fundido para ser perfilado mediante una boquilla
y solidificar de nuevo.
La máquina precursora de lo que actualmente conocemos como extrusora fue inventada a
principios del siglo 19. En 1820, Thomas Hancock diseñó una especie de masticador de
plástico para dar una segunda vida a restos de caucho. Años más tarde, en 1836 Edwin
Chaffee fabricó una máquina para añadir aditivos, también en caucho. Sin embargo, no sería
hasta el año 1935 cuando se diseñaría la primera extrusora de termoplásticos, por Paul
Troester y Ashley Gershoff.
La gran ventaja que aporta esta máquina a la industria es la agilidad en el reciclado, el
aprovechamiento tan alto de la materia prima; pero sobretodo, la continuidad en el proceso,
sustituyendo a la extrusión mediante pistón, ya que permite extruir perfiles con secciones
muy complejas y de la longitud que se requiriera, así como tuberías, recubrimiento de cable,
o muchos otros productos.
Daniel Izquierdo Mateu
10
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
3.2 EJEMPLOS FABRICADOS POR EXTRUSIÓN
Dependiendo del mandril o forma de la boquilla que se emplee a la salida del extrusor, del
polímero, y también del procesamiento que se le dé al fundido una vez sale de la extrusora,
se pueden obtener distintas formas o productos.
Para la fabricación de tubos o tuberías, se emplea normalmente PVC o poliolefinas, como
HDPE, PP y LDPE, para el transporte de líquidos o gases a presión. Para la fabricación, se
emplea una boquilla circular con un mandril centrado que hará que el material extruido
adopte la forma de tubo.
Este mismo método se utiliza para extruir perfiles de sección constante, cambiando,
obviamente la forma de la boquilla de salida. Mediante este proceso se fabrican perfiles de
ventanas, puertas, elementos para construcción, empaquetados, filamento, etc.
Para la obtención de películas y láminas mediante la pila de rodillos, donde el material
extruido, con sección rectangular muy fina y alargada, recorre un circuito de rodillos donde
se enfría y controla sus dimensiones; y acaba enrollado en una bobina.
Como último proceso particular del campo de la extrusión, cabe destacar las líneas de
películas sopladas, donde se emplea, sobre todo, HDPE y LDPE. Normalmente se emplea una
boquilla anular que apunta hacia arriba y se le inyecta aire a través de esta, generando una
especie de burbuja que se enfría de manera casi instantánea, y es recogida por los rodillos
situados a continuación. Esta técnica se emplea principalmente en la fabricación de bolsas de
plástico.
3.3 ESQUEMA GENERAL DE UNA EXTRUSORA MONOHUSILLO DE PLASTIFICACIÓN
Las principales partes de las que se compone una extrusora monohusillo de plastificación son
la tolva, a través de la cual se suministra el material a extruir en forma de granza, el husillo,
encargado de transportar y comprimir la granza y el material fundido, el cilindro, que contiene
al husillo en su interior, las resistencias eléctricas, necesarias en caso de querer un mayor
control de temperatura durante el transcurso del proceso, la boquilla, que es el elemento a
través del cual, mediante una diferencia de presiones el material acaba saliendo de la
extrusora y el cabezal que sostiene a la boquilla.
Daniel Izquierdo Mateu
11
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 1 Representación esquemática de una extrusora de husillo sencillo.
Las funciones básicas de cada uno de los componentes son las siguientes:
- Tolva: es el conducto en el cual se vierte la granza, y está se va depositando de manera
constante, a través de una cavidad en el cilindro (garganta de alimentación), en los
canales del husillo.
- Husillo o tornillo: es el elemento encargado de transportar, mediante su giro, la granza
hacia la salida de la extrusora. Éste que se compone de unos filetes separados por
canales donde se aloja el material triturado y avanza empujado por las paredes de
estos filetes. El husillo suele tener una forma cónica (se va agrandando su diámetro
en la dirección de avance del material) y gira por medio de un motor que regula el par
y la velocidad de avance de este.
Este aumento progresivo del diámetro del husillo, provoca la reducción de espacio
entre los canales que alojan el material y la cara interna del cilindro, aumentando así
la compresión del material y las tensiones de cizalladura. Esto favorece el aumento de
temperatura debido a la fricción, lo que funde la granza y da una mayor
homogeneidad del producto.
- El cilindro o camisa: la principal función del cilindro es albergar en su interior el husillo.
En ocasiones, se mecanizan en su cara interna una serie de muescas, que le aportan
una cierta rugosidad, para favorecer las fuerzas de cizalla que actúan sobre el material.
Y esta rugosidad debe ser siempre mayor que la del husillo, para evitar la adhesión del
material a las paredes exteriores y la consecuente pérdida de material a la salida.
- Resistencias eléctricas: ayudan a regular la temperatura para favorecer las
condiciones del proceso en cada una de sus etapas.
Daniel Izquierdo Mateu
12
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
- Cabezal y boquilla: el cabezal es la pieza situada al final del husillo, normalmente
atornillado al cilindro. Y su función es sujetar la boquilla y el plato rompedor, el cual
es un disco con filtros que se encarga de no dejar pasar las impurezas y de
redireccionar el flujo hacia la boquilla, a través de la cual saldrá el filamento extruido
adoptando la forma de la apertura de la boquilla.
3.4 FASES EN QUE SE DIVIDE EL P ROCESO DE EXTRUSIÓN
Para que la granza se transforme en el filamento plástico, que vemos a la salida de la
extrusora, debe atravesar tres zonas con funciones diversas:
- Zona de alimentación: mueve la granza o pellets desde la tolva hacia delante, y lo
compacta formando una masa sólida y densa, y lo transporta hacia la siguiente zona a
una velocidad determinada.
- Zona de fusión o plastificación: zona intermedia en la que disminuye la profundidad
del canal de manera gradual, comprimiendo y plastificando el material mediante un
aumento del diámetro del alma del husillo (conicidad) o reduciendo progresivamente
el paso. El aire que pudiera quedar atrapado escapa a través de la tolva.
- Zona de dosificación o de bombeo: profundidad del canal muy pequeña y constante.
En esta zona el material fundido es homogeneizado tanto en composición como en
temperatura y presurizado para forzarlo a atravesar a presión la boquilla de
conformado.
Figure 2 Zonas de una extrusora y evolución de la presión a lo largo de las mismas.
Daniel Izquierdo Mateu
13
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
3.5 ABS ACRILONITRILO BUTADIENO ESTIRENO
El ABS es un polímero de la familia de los termoplásticos, que son un conjunto de materiales
que a determinada temperatura se ablandan, y se convierten en materiales idóneos para
procesos de deformación, como inyección, extrusión, moldeo, etc.
Su nombre refleja los tres monómeros que lo forman y que le dan las características
siguientes:
- El butadieno, le proporciona tenacidad en un rango amplio de temperaturas,
sobretodo para entornos fríos, en los que otros polímeros serían más frágiles. El
butadieno es un polímero elastómero.
- El acrilonitrilo aporta mayor resistencia frente a agentes químicos, y estabilidad y
dureza en ambientes con temperaturas elevadas.
- Por último, el bloque de estireno aporta rigidez y resistencia mecánica.
Figure 3 Símbolo para piezas fabricadas con ABS de acuerdo con la norma ISO 11469 (DIN 58840)
Entre los usos más comunes de este material, predomina la fabricación de componentes
para la automoción, como son algunos componentes de los cascos de motocicleta; en
juguetes, como en el caso de las piezas de LEGO; electrónica, como carcasas de televisores y
ordenadores; en instrumentos musicales, en elementos de oficina y como novedad; en los
últimos años en técnicas de FDM, fundición por deposición fundida, o como comúnmente se
le llama Impresión 3D.
Entre los principales inconvenientes que presenta este polímero están su procedencia, ya
que el material virgen se obtiene a partir del petróleo, y otro gran inconveniente es su
emisión de gases cuando es fundido. Sin embargo, su gran versatilidad y sus altas
prestaciones hacen que sea indispensable el uso de este material para aplicaciones como las
anteriormente nombradas.
Debido a que el ABS es un derivado del petróleo en los últimos años se ha ido apostando
cada vez más, en el sector industrial, por el reciclaje de este material, sin embargo, en
Daniel Izquierdo Mateu
14
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
muchas ocasiones ese reciclaje conlleva técnicas de reprocesado, necesarias para eliminar
posibles impurezas, que podrían alterar las cadenas de monómeros haciendo menguar las
propiedades del polímero.
Recientes estudios como el realizado por la Universidad Politécnica de Valencia,
“Metodología para el cálculo de la viscosidad empleando como caso práctico el reprocesado
de ABS”, demuestran que la variación en las propiedades, como la viscosidad del ABS virgen
respecto de reprocesado es mínima, como se aprecia en la Figura 22; y en los casos en que
pudiera ser mayor; experimentos reológicos y aditivos podrían volver a estabilizar esas
propiedades alteradas.
Por tanto, se podría utilizar granza tanto de ABS virgen como reprocesado para la extrusora
monohusillo sin complicación alguna.
3.6 LOCALIZACIÓN
La localización del diseño y desarrollo de este proyecto es la Universidad Jaume I, en
la escuela superior de tecnología y ciencias experimentales, en colaboración con el
departamento de diseño y fabricación.
4 NORMATIVA APLICADA
- Real Decreto 1644/2008, por el que se establecen las normas para la comercialización
y puesta en servicio de las máquinas.
5 DEFINICIONES Y ABREVIATURAS
- p: paso del husillo (mm)
- D: diámetro nominal (mm)
- ϕ: ángulo de hélice (º)
- n: coeficiente de ley de potencia
- L: longitud del husillo en contacto con el polímero
Daniel Izquierdo Mateu
15
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
- hf: profundidad del canal en la zona de alimentación
- hm: profundidad del canal en la zona de dosificación o fundido
- 𝛿: holgura, tolerancia entre el filete del husillo y el cilindro
- N: velocidad de giro del husillo
- Vb: velocidad de avance del material en el husillo
- RC: ratio de compresión, cociente entre hf y hm.
- MFI: Melt Flow Index, coeficiente que indica como de fluido es un material en estado
fundido.
- Calor viscoso: energía liberada en forma de calor al llevar a cabo un proceso que
reduce la viscosidad de un material, en el proceso de extrusión se consigue mediante
la cizalladura del polímero procesado.
- Densidad aparente: en cualquier material polimérico es su peso respecto de un
volumen dado; y en el mundo del plástico se puede expresar de diferentes maneras,
como, (lb / cu ft), (g / cc) o (kg / L). Este parámetro se usa comúnmente para definir la
densidad de un material triturado en polvo o desmenuzado, su valor suele ser menor
respecto de la densidad normal debido a los huecos con aire entre las partículas.
- 𝛾: la tensión de cizalladura se define como el movimiento de la capa de un polímero
relativo a la capa adyacente dividido por el grosor de la capa.
- 𝑑𝛾/𝑑𝑡: ratio de cizalladura se define como el cambio de la tensión de cizalladura en el
tiempo.
- Viscosidad efectiva: es el grado de fluidez que tiene un material, se mide en Pa·s y
para los fluidos no Newtonianos se presenta en función de temperatura, presiones y
velocidades de corte específicas.
- Abrasión: desgaste provocado por la fricción que puede llegar a erosionar un material.
- Cohesión: tipo de desgaste causado por una fricción repetida en un área o amplitud
pequeña favoreciendo una reacción química de oxidorreducción.
- Adhesión: en el proceso de extrusión, la adhesión ocurre entre la cresta de los filetes
y la cara interna del cilindro, y es debida a la soldadura instantánea entre ambos
elementos, provocada por la fricción entre ambos. Esta soldadura se denomina
instantánea porque se forma de manera muy veloz y luego rompe, agrietando y/o
desgastando ambos componentes.
Daniel Izquierdo Mateu
16
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
6 REQUISITOS DE DISEÑO
El modelo se ha diseñado principalmente para la fabricación de ABS (Acrilonitrilo
Butadieno Estireno). Sin embargo, su capacidad no está limitada a extruir este material,
también puede extruir otro tipo de polímeros, con unos pasos previos de limpieza y testeo.
Además, una de las grandes ventajas que presenta esta máquina es la posibilidad de crear el
filamento que se desee, mediante mezclas o introducción de cargas a la granza que se utilice
de base.
Por último, la máquina ha de ser fácilmente desmontable para facilitar su posible traslado a
otras instalaciones.
Daniel Izquierdo Mateu
17
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
7 ANÁLISIS DE SOLUCIONES
En cuanto a las maneras de parametrizar la zona de compactación del fundido, existen varias
suposiciones, entre ellas la simulación de la compresión como si fuera flujo empujado por un
pistón, mediante densidades aparentes. Sin embargo, a día de hoy, los cálculos extraídos de
dichas suposiciones distan en considerable medida de los cálculos experimentales.
Como muchos expertos indican, los problemas de extrusión en la mayoría de los polímeros
están asociados con un mal diseño del husillo. Además, para cada tipo de extrusora hay un
tipo de husillo concreto que se adecua en mayor medida; de ello también depende la reología
y las propiedades del polímero a procesar.
Actualmente, para el diseño de los husillos de extrusión que podemos encontrar tanto en el
ámbito de la investigación como en el industrial, cada vez más, se emplea el método de
análisis por elementos finitos (FEA). Este método se realiza introduciendo parámetros, o
utilizando bibliotecas de datos internacionales, en los cuales se ven representadas las
características esenciales para definir el comportamiento del polímero durante el proceso de
extrusión.
Estos parámetros sirven para poder simular el proceso de extrusión y conseguir diseñar el
husillo idóneo sin tener que pasar por diseños o fabricaciones experimentales y cambios
constantes, ahorrando mucho dinero y tiempo de fabricación.
Otra forma de diseño comúnmente empleada en la industria es la escala de otros husillos
para la extrusión de polímeros con características similares, cuando se trata de dimensiones
no muy dispares. Sin embargo, este proceso de escalado también requeriría de un análisis por
software o de numerosos ensayos empíricos.
Para el diseño y la parametrización de los mecanismos que componen la máquina extrusora
monohusillo se emplearán las fórmulas y teoremas desarrollados por personas que fueron
referentes en la industria del plástico y cuyas ecuaciones son las que rigen hoy día los software
y bases de datos internacionales anteriormente nombradas.
Daniel Izquierdo Mateu
18
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8 MODELO DE CÁLCULO
8.1 DISEÑO DEL HUSILLO Y CAMISA
En el mercado podemos encontrar infinitos diseños en lo que respecta a husillos; las
diferentes variantes que se pueden mecanizar en ellos afectan a las tres funciones
primordiales del husillo o tornillo.
Estas variantes son:
- La presión con que se empuja el material hacia la boquilla.
- La velocidad de cizalladura, con la que se corta y funde el material.
- La capacidad de mezclado.
Si se requiere de un aumento de la presión o de la velocidad de cortadura, se ha de reducir la
cantidad de material que cabe entre filetes (canal), esto se puede conseguir incrementando
el número de filetes, o bien, aumentando el diámetro del husillo de manera progresiva.
Si lo que se requiere es aumentar la capacidad mezcladora, y así, la homogeneidad del
producto resultante; se debe seleccionar un husillo que contenga componentes que, de
alguna manera, obstaculicen la fluidez del fundido. Ya que de este modo se consiguen
mayores alteraciones en la dirección del flujo y una mayor capacidad de mezclado. Esos
obstáculos se pueden encontrar en forma de pines que sobresalen del husillo, en forma de
abrazadera con cavidades para reconducir el flujo o en forma de nuevos dientes ajenos al
filete principal que entorpecen la velocidad del flujo.
Figure 4-Diferentes husillos que podemos encontrar en el mercado
Daniel Izquierdo Mateu
19
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
En este caso, ya que el polímero a extruir es el ABS, el cual está dentro de la familia de los
amorfos y su dificultad para ser extruido es mínima, optaremos por un diseño estándar con
un aumento progresivo del diámetro, pero con una altura y anchura de filete constante
Figure 5-Esquema de un husillo de extrusión, con sección variable y paso constante
Se dimensiona la máquina para la extrusión del ABS, sin embargo, diferentes polímeros con
características parecidas, como podrían ser el LDPE, el HDPE, el HIPS y el PP, como se puede
comprobar en la figura 15 y 23 del Anexo, también podrían ser extruidos después de una
correcta limpieza de los componentes y modificaciones de los parámetros de operación. Los
pellets de estos polímeros no siempre se incorporarán en estado virgen, sino que pueden
provenir de reprocesados o materiales reciclados directamente.
A continuación, se dimensiona mediante las ecuaciones y siguiendo las recomendaciones
dispuestas en el Anexo. Partiendo de un diámetro nominal estándar de 30 mm.
Figure 6-Representación de los parámetros críticos del husillo de extrusión
Daniel Izquierdo Mateu
20
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.1.1 CÁLCULO DEL ÁNGULO DE HÉLICE
El ángulo de hélice (ϕ) empleado en los husillos convencionales es de 17.66º, debido a que la
ecuación para calcular dicho ángulo es la siguiente:
𝑝
𝜑 = 𝑡𝑎𝑛−1 · 𝜋·𝐷
Ecuación (1)
donde:
p = paso del husillo (mm)
D = diámetro nominal (mm)
(ϕ) = ángulo de hélice (º)
Por tanto, cuando p = D, como es el caso, tenemos que:
1
𝜑 = 𝑡𝑎𝑛−1 · = 17.66º
𝜋
Este ángulo de hélice, si no se selecciona el general, se puede conocer el óptimo en base a la
ley de potencia (n) característica de cada polímero, según la tabla de la figura 16 del Anexo;
Valor que en este caso se aproxima al valor general, ya que el ABS tiene una n = 0.25 (figura
15 del Anexo).
8.1.2 PROFUNDIDAD DEL CANAL EN LA ZONA DE ALIMENTACIÓN Y DOSIFICACIÓN , Y
RATIO DE COMPRESIÓN
La profundidad del canal en la zona de alimentación como norma general, suele tomar un
valor de entre 0.1 y 0.15 veces el diámetro del husillo.
Por tanto, para un diámetro nominal de 30 mm, la profundidad estará entre 3 y 4.5 mm.
Sabiendo que el ratio de compresión del ABS recomendado es de 2.75 (figura 4 del Anexo), y
que este es igual al cociente entre la profundidad del canal en la zona de alimentación (hf) y
la profundidad en la zona de dosificación (hm):
ℎ𝑓
𝑅𝐶 =
ℎ𝑚
Ecuación (2)
- para hf = 3; hm = 3 / 2.75 = 1.1 mm
Daniel Izquierdo Mateu
21
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
- siendo hf = 4.5; hm = 4.5 / 2.75 = 1.6 mm
Se selecciona una profundidad de canal de alimentación u otra en base a la guía general para
diseño de extrusoras (“Extrusion: The definitive Processing Guide and Handbook”). Ésta indica
que cuando:
- La densidad aparente del material en forma de pellets o polvo es al menos la mitad de
la densidad del mismo material, pero fundido, se utiliza una profundidad de canal de
alimentación estándar.
- Si, por el contrario, la densidad del material en pellets no es ni la mitad de la densidad
del material en estado fundido, se emplea una profundidad mayor.
La explicación a estas recomendaciones radica en que cuando la densidad del fundido es muy
grande en comparación a la densidad del material suministrado en estado sólido, la dificultad
para transportar el material es mayor y por tanto se requiere de una profundidad de canal
también mayor.
- Existe un último caso, más extremo, en el que, si la densidad aparente es menos del
30%, respecto de la del material fundido, sería necesario un husillo especial con un
alimentador tipo Cramer acoplado.
Características técnicas del ABS (Acrilonitrilo Butadieno Estireno), extraídas de la figura 31 del
Anexo:
- La densidad del ABS es de 1.04 g/cc
- La densidad aparente es de 0.66 g/cc
- Y la densidad en estado fundido (220 ºC) de 0.96 g/cc
Así pues, la densidad aparente es algo más de la mitad que la del fundido, por lo tanto nos
encontramos en el primer caso de los anteriormente nombrados y utilizaremos una
profundidad en el canal de alimentación estándar.
También sabemos, según las recomendaciones del libro de Tim Osswald y Enrique Giménez,
que la profundidad del canal en la zona de dosificación, también llamada zona de fundido,
generalmente está comprendida entre (datos extraídos de la figura 28 del Anexo):
- (0.05 y 0.07) · D, para D <= 30 mm, nuestro caso.
- (0.02 y 0.05) · D, para D > 30 mm
nuestro diseño se encuentra en el rango del primer supuesto, siendo nuestro diámetro
nominal de 30 mm, por tanto:
- el valor de hm estará entre 0.05 · 30 = 1.5 mm y 0.07 · 30 = 2.1 mm.
Daniel Izquierdo Mateu
22
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Ya que no se requiere una profundidad de canal en la zona de dosificación muy elevada,
porque se trata de un fundido con relativa facilidad para ser extruido y con una viscosidad
baja, seleccionaremos el menor parámetro posible para el diseño de este canal, cumpliendo
tanto la fórmula del Ratio de Compresión como las recomendaciones citadas. Ese valor es de
1.5 mm.
- Profundidad del canal en la zona de alimentación: hf = 4 mm.
- Profundidad del canal en la zona de dosificación: hm = 1.5 mm.
- Ratio de compresión = hf / hm = 2.66
Daniel Izquierdo Mateu
23
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.1.3 LONGITUD DEL HUSILLO Y DE LAS ZONAS QUE LO COMPONEN
El husillo debe tener una longitud total comprendida entre 20 y 30 veces su diámetro (figura
27 del Anexo), como el diámetro nominal seleccionado es de 30mm:
- Intervalo de longitud total en contacto con el polímero: [(20 · 30) : (30 · 30)] =
[600:900] mm
Para hallar la relación de compresión máxima y mínima que puede tener el husillo, operamos
el cociente de la longitud entre el diámetro, y este valor también nos da el número de filetes
aproximados que tendrá el husillo en su totalidad:
L/D = relación de compresión = nº de filetes
Ecuación (3)
- 600 / 30 = 20 filetes
- 900 / 30 = 30 filetes
Por tanto, el nº de filetes que se establece como mínimo es de 20 y como máximo de 30.
Para saber cuántos filetes corresponden a cada una de las zonas analizaremos las
dimensiones límites en ambos casos:
Como se sabe que la longitud de la zona de alimentación para extrusoras convencionales es
de entre 4 y 8 veces su diámetro, si se opera se sabe que la longitud de la zona de alimentación
estará comprendida entre (parámetro extraído de la figura 27 del Anexo):
- [(4 · 30) : (8 · 30)] = [120:240] mm
- Mínimo nº de dientes en la zona de alimentación: L min (alimentación) / D = 120 /
30 = 4 dientes
- Máximo nº de dientes en la zona de alimentación: L máx (alimentación) / D = 240 /
30 = 8 dientes
Para una longitud de la zona de dosificación o fundido de:
- Mínimo nº de dientes en la zona de dosificación: L min (dosificación) / D = 180 / 30
= 6 dientes
- Máximo nº de dientes en la zona de dosificación: L máx (dosificación) / D = 300 / 30
= 10 dientes
Daniel Izquierdo Mateu
24
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Ya que en el husillo que se quiere diseñar se utilizarán, no solo pellets de ABS virgen, sino
también reciclado de igual manera que con otros polímeros, se tendrán unas densidades
aparentes variables; todo esto se traduce como una alimentación también variable.
Así pues, cuando más larga sea la zona de alimentación más se asegura una correcta
incorporación de material al husillo, ayudando, a su vez, a mantener una presión y un flujo
constante.
Figure 7-Fig Vista de perfil del husillo
Para asegurar esa correcta alimentación, diseñaremos el husillo con la mayor cantidad de
filetes recomendados en dicha zona:
- Número de filetes en la zona de alimentación: 8.
- Longitud zona de alimentación: 240 mm.
Para el diseño de la zona de dosificación o fundido, se ha de tener en cuenta tanto
características del ABS, como la posibilidad de añadir cargas o extruir polímeros con
diferentes índices de viscosidad que el ABS. Para ello, necesitaremos un número de dientes
suficiente para acabar de cizallar los posibles restos sólidos sobrantes y mezclar, lo más
homogéneamente posible, las cargas con el material.
Para poder cumplir con estos requisitos tomaremos ocho, como número óptimo de dientes.
- Número de filetes en la zona de dosificación: 8.
- Longitud zona de dosificación: 240 mm.
La última zona que queda por definir es la de compresión, en esta zona es donde el husillo
comienza a ensancharse reduciendo la profundidad del canal. Como en este caso lo que se
requiere es un aumento del diámetro de manera progresiva para tener un aumento del grado
de compresión controlado. Así pues, se seleccionará un número de dientes que exceda de 5
para tener ese cambio de sección progresivo. Se decide emplear 6 dientes.
- Número de filetes en la zona de compresión: 6.
- Longitud zona de compresión: 180 mm.
Por tanto,
- Longitud total de las tres zonas: 240 + 240 + 180 = 660 mm.
Daniel Izquierdo Mateu
25
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.1.4 DIMENSIONADO DE LA HOLGURA ENTRE CILINDR O Y HUSILLO
Para dimensionar la holgura que debe haber entre el cilindro y el husillo (hueco que queda
entre la cara interna del cilindro y la cara superior de los filetes) se tiene en cuenta las
recomendaciones de la figura 27 del Anexo, pero como en el caso anterior, también se
contrasta con las indicaciones extraídas del libro “Procesado de polímeros, Fundamentos”
(figura 28 del Anexo).
Según la tabla y las dimensiones requeridas, la holgura debe ser de 0.075mm, y según las
indicaciones del libro, debe variar entre 0.1 y 0.15 (mm), como en este caso se requiere de
alta capacidad de compresión, pero a su vez la salida de gases será mediante estas cavidades,
se opta por la opción media de 0.1 mm de espacio entre cilindro y husillo.
- Holgura entre cilindro y husillo: 0.1 mm
Una vez se inicie el proceso y aumente la temperatura del equipo hasta alcanzar la óptimas
(entre 140 y 300 ºC), los componentes metálicos, como son, el husillo y el cilindro también
sufrirán un pequeño aumento en sus dimensiones. Este aumento está directamente
relacionado con su coeficiente de dilatación térmica característico.
Además, en el caso de que se aplique algún tipo de tratamiento de endurecimiento
superficial, algo muy común en la fabricación de los husillos, se habrá de tener en cuenta ese
incremento de espesor en función del tipo de tratamiento que se le aplique a la pieza. Todo
esto se expone y calcula más adelante.
8.1.5 AMPLITUD DEL FILETE
La anchura del filete será constante, ya que los filetes, a no ser que se especifique lo contrario,
han de ser perpendiculares al eje del husillo. Por lo tanto, su amplitud no varía a lo largo del
husillo de extrusión.
- Amplitud del filete (figura 22): 0.1 * D (30) = 3 mm
Daniel Izquierdo Mateu
26
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.2 CÁLCULO DINÁMICO
En el siguiente punto se calculan los diferentes flujos que intervienen en el proceso de
extrusión, además de las velocidades y tensiones de cizalla desarrolladas en cada una de las
zonas del husillo.
Para el cálculo de estas características dinámicas internas en los husillos de extrusión
polimérica existen diferentes libros y artículos que aportan unos métodos de cálculo
similares, aunque no idénticos.
Tanto para la resolución de los flujos como el cálculo de las revoluciones, velocidades o
potencias se utilizan las ecuaciones desarrolladas por Savgorodny, en su libro
“Transformación de Plásticos” y C. Rauwendaal, en el libro de Harold F. Giles, “Extrusion: The
definitive processing guide and handbook”; con parte de ellos establecidos a partir de los
modelos de Tadmor y Klein. Desarrollados más ampliamente en el Anexo.
8.2.1 FLUJO DE ARRASTRE Y VELOCIDAD DE AVANCE
El flujo de arrastre representa el volumen de material empujado (arrastrado) por los filetes
en dirección positiva (hacia la salida de la boquilla). En la siguiente ecuación se puede
observar los parámetros que intervienen en el cálculo de este flujo:
𝑝
𝜋 · 𝑚 · 𝐷 · ℎ · (𝑚 − 𝑒) · 𝑐𝑜𝑠𝜑2
𝑄𝑎 =
2
Ecuación (4)
Siendo:
D = Diámetro del tornillo
h = Profundidad del canal en la zona de dosificación
𝜑= Ángulo de hélice
m = Número de filetes diferentes del husillo (normalmente 1, para extrusoras
monohusillo)
e = Anchura del filete
p = Paso
Daniel Izquierdo Mateu
27
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
En nuestro caso:
3
𝜋 · 1 · 3 · 0.15 · (1 − 0.3) · 𝑐𝑜𝑠17.662
𝑄𝑎 = = 1.733 𝑐𝑚3
2
8.2.2 FLUJO DE PRESIÓN
El flujo de presión recibe este nombre debido a que representa el flujo de retorno (negativo)
debido a la presión que ejerce la boquilla sobre el fluido. Este flujo se genera en el momento
en que el material fundido se encuentra con el cambio de diámetro entre la parte final del
cilindro y la entrada al canal de la boquilla; esa reducción en la sección genera una presión
que hace retroceder una cantidad de flujo. El cálculo de ese volumen de retorno se expresa
mediante la siguiente ecuación:
𝑝
𝑚 · ℎ3 · (𝑚 − 𝑒) · 𝑠𝑒𝑛 𝜑 · 𝑐𝑜𝑠 𝜑
𝑄𝑝 =
12 · 𝐿
Ecuación (5)
Siendo:
L = Longitud del husillo en contacto con el polímero
3
1 · 0.153 · (1 − 0.3) · 𝑠𝑒𝑛 17.66 · 𝑐𝑜𝑠 17.66
𝑄𝑝 = = 3.326 · 10−6 𝑐𝑚3
12 · 66
8.2.3 FLUJO DE FILTRACIÓN
El flujo de filtración o también llamado flujo de fuga representa la cantidad de material que
se cuela entre la holgura que separa la cara interna del cilindro y la cara externa de los filetes.
Pese que en muchas ocasiones este cálculo suele considerarse despreciable frente a los otros
dos, se sabe que este flujo también va en sentido opuesto al flujo de arrastre; la constante de
este flujo se calcula con la siguiente ecuación:
Daniel Izquierdo Mateu
28
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
𝜋2 · 𝐷2 · 𝛿 3 · 𝑡𝑎𝑛 𝜑
𝑄𝑓 =
10 · 𝑒 · 𝐿
Ecuación (6)
Donde:
𝛿 = Holgura entre el filete y el cilindro
En nuestro caso la constante del flujo de filtración se calcula de la manera siguiente:
𝜋 2 · 32 · 0.013 · 𝑡𝑎𝑛 17.66
𝑄𝑓 = = 1.43 · 10−7 𝑐𝑚3
10 · 0.3 · 66
Daniel Izquierdo Mateu
29
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.2.4 COEFICIENTE DE LA FORMA GEOMÉTRICA DE LA BOQUILLA O CABEZA
PERFILADORA
Para el diseño del canal de la boquilla se ha de tener en cuenta el ensanchamiento que va a
experimentar el material, una vez salga de la boquilla y se relajen sus fibras o cadenas
monoméricas, se sabe que el ABS puede llegar a experimentar un aumento del diámetro de
su sección respecto del diámetro del perfil de extrusión de entre un 12 y un 17% (figura 19
del Anexo). Sin embargo, esta dilatación del filamento se reduce a medida que empleamos
una longitud de canal mayor, debido a que el fluido se redirecciona y homogeniza durante
más tiempo.
Teniendo en cuenta que el objetivo de la extrusora es generar filamento para FDM; el cual se
fabrica con dos diámetros normalizados, 1.75 y 2.85 mm, boquilla se modela para extruir
filamento con una sección de 1,75 mm de diámetro. Aunque también se llevarán a cabo los
cálculos para extruir filamento de 2.85 mm de diámetro:
Para la extrusión de filamento de 1.75 mm de diámetro, se considera que el ABS experimenta
un ensanchamiento de un 15%, y un estrechamiento posterior de hasta un 25%.
Para el cálculo se desarrolla el proceso inverso, si se requiere un diámetro de 1.75, sabemos
que el resultado se obtiene al experimentar tanto el ensanchamiento como su posterior
reducción de sección:
- 1.75 · 1.25 (ensancha un 25%) · 0.85 (se estrecha un 15%) = 1.85 mm; el diámetro de
la boquilla ha de ser de aproximadamente 1.85 mm
Para filamento de 2.85 mm de diámetro, parametrizando el diámetro de la boquilla para un
ensanchamiento también de un 15% y un posterior estrechamiento del 25%:
- 2.85 · 1.25 · 0.85 = 3 mm; el diámetro de la boquilla habría de ser de
aproximadamente 3 mm
Con estos resultados correspondientes a los diámetros del canal de ambas boquillas se puede
parametrizar su longitud según las recomendaciones (figura 20 del Anexo), para la extrusión
de ABS se recomienda una relación de 25:1, longitud respecto al diámetro del canal.
Por tanto:
- para un diámetro de 1.85 mm, se recomienda una longitud de canal de 25 · 1.85 =
46.25 mm
- para un diámetro de 3 mm, se recomienda una longitud de canal de 25 · 3 = 75 mm
Daniel Izquierdo Mateu
30
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Para controlar que el diámetro del filamento extruido sea estable y esté dentro de las
tolerancias deseadas se suele implantar diferentes sistemas, como puedan ser rodillos o
poleas, con el objetivo de aplicar tensión sobre el filamento, estirando de él, reduciendo ese
factor de ensanchamiento. A este sistema se le suma también algún elemento para control
de calidad, como podría ser un calibre digital para medir el diámetro continuamente y aplicar
mayor o menor tensión al polímero dependiendo de esta variación.
Este coeficiente determina la resistencia que opondrán los elementos como la boquilla y los
filtros que se coloquen en el transcurso del proceso y su incidencia en los flujos:
𝜋· 𝐷 (𝑏𝑜𝑞𝑢𝑖𝑙𝑙𝑎)4
𝐾𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 =
128 · 𝐿 (𝑏𝑜𝑞𝑢𝑖𝑙𝑙𝑎)
Ecuación (7)
𝜋 · 0.1854
𝐾𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 = = 6.25 · 10−6 𝑐𝑚3
128 · 4.6
𝜋· 𝑛 · 𝑑𝑜4
𝐾𝑝𝑙𝑎𝑡𝑜 𝑟𝑜𝑚𝑝𝑒𝑑𝑜𝑟 =
128 · 𝑏
Ecuación (8)
Siendo:
n: Cantidad de orificios de la malla
d: Diámetro de los orificios
b: Espesor de la malla
𝜋· 72 · 0.154
𝐾𝑝𝑙𝑎𝑡𝑜 𝑟𝑜𝑚𝑝𝑒𝑑𝑜𝑟 = = 1.79 · 10−3 𝑐𝑚3
128 · 0.5
Para el cálculo de la resistencia geométrica total que opondrán los elementos filtrantes y que
a su vez ayudarán a deshacer lo que se conoce como memoria de giro del fundido, se calcula
de la manera siguiente:
1
𝐾= 1 1
𝛴 +𝛴
𝐾𝑐𝑖𝑙𝑖𝑛𝑑𝑟𝑜 𝐾𝑝𝑙𝑎𝑡𝑜 𝑟𝑜𝑚𝑝𝑒𝑑𝑜𝑟
Ecuación (9)
Daniel Izquierdo Mateu
31
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
1
𝐾= = 6.23 · 10−6 𝑐𝑚3
1 1
+
6.25 · 10−6 1.79 · 10−3
8.2.5 FLUJO TOTAL Y VELOCIDAD DE GIRO
El flujo total se calcula como se ve a continuación y representa la cantidad de flujo que sale
de la extrusora:
𝑄𝑎 · 𝐾
𝑄𝑡 = ·𝑁
𝐾 + 𝑄𝑝 + 𝑄𝑓
Ecuación (10)
1.733 · 6.23 · 10−6
𝑄𝑡 = ·𝑁
6.23 · 10−6 + 3.326 · 10−6 + 1.43 · 10−7
𝑐𝑚3
= 1.113 · 𝑁
𝑚𝑖𝑛
Donde:
N = RPM del husillo
El flujo queda indicado en función de las RPM que aplique el motor sobre el husillo, en los
apartados que siguen se calcula este valor óptimo para la extrusión de ABS.
Daniel Izquierdo Mateu
32
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 8 Gráfica del caudal de salida en función de las RPM
8.2.6 RATIO DE CIZALLADURA
El ratio de cizalladura determina la variación de la tensión de cizalladura, que se aplica al
polímero, en función del tiempo. Este ratio es uno de los parámetros críticos en el proceso de
extrusión debido a que estas tensiones son las encargadas de fundir hasta el 80% del material
entrante en el cilindro, normalmente con la ayuda de las resistencias térmicas que completan
ese 100% de material fundido.
Así pues, el ratio de cizalladura en la zona de dosificación se define como:
𝜋·𝐷·𝑁
𝛾 =
ℎ
Ecuación (11)
𝜋 · 3 · 𝑁(𝑟𝑝𝑠)
𝛾 = = 62.83 · 𝑁 (𝑠 −1 )
0.15
Daniel Izquierdo Mateu
33
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 9 Gráfica del ratio de cizalladura en función de las RPM
El ABS presenta un coeficiente de ley de potencia de 0.25, lo cual indica que la viscosidad del
polímero varía en mayor medida con la velocidad de cizalladura que con la temperatura. Lo
cual significa que cuanto mayor es la velocidad de cizalladura más la viscosidad del polímero
y por tanto al cizallar a una velocidad demasiado rápida el lecho sólido formado en los canales
podría llegar a romperse generando partículas sólidas que posteriormente serán mucho más
complejas de cizallar, y por tanto de fundir.
Además de la teoría, se ha observado que el ABS se comporta bajo la ley de potencia de los
fluidos no Newtonianos mientras se le apliquen velocidades de cizalladura moderadas, ya
que, si se aumentan, la viscosidad disminuye de manera notable, como se cita anteriormente
y como se puede observar en la figura 14 del Anexo.
Las gráficas de la figura 26 del Anexo muestran como la viscosidad del ABS desciende de
manera más abrupta a partir de una velocidad de cizalladura de en torno a 100 (1/s). Así pues,
se selecciona este valor para conseguir una velocidad de cizalladura considerables sin perder
las cualidades viscosas del ABS. Ya que, si su viscosidad desciende, el efecto de la cizalladura,
y por tanto, el proceso de fundido, será menos efectivo.
Sustituyendo en la ecuación (11) y observando la gráfica de la figura (10) vemos que para un
ratio de cizalladura de 100 (1/s) la velocidad de giro del husillo ha de ser de unas 95 vueltas
por minuto. Y si esa RPM se sustituye en la ecuación (10), se obtiene un caudal de 105.75
(cm^3/min).
Por tanto, para el caso que se está trabajando, se tiene:
𝛾 = 100 𝑠 −1
𝑁 = 95 𝑅𝑃𝑀
Daniel Izquierdo Mateu
34
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
𝑐𝑚3
𝑄𝑡 = 105.75
𝑚𝑖𝑛
Una vez calculada la N, se puede despejar la Vz (Velocidad de avance del fluido):
𝑉𝑧 = 𝜋 · 𝐷 · 𝑁 · 𝑐𝑜𝑠𝜑
Ecuación (12)
𝑚
𝑉𝑧 = 𝜋 · 0.3(𝑚) · 95(𝑅𝑃𝑀) · 𝑐𝑜𝑠17.66 = 85.32
𝑚𝑖𝑛
𝑚 1 𝑚𝑖𝑛 𝑚
𝑉𝑧 = 85.32 ( )· ( ) = 1.42
𝑚𝑖𝑛 60 𝑠 𝑠
Sabiendo el caudal volumétrico total que circula en el cilindro y multiplicando por la densidad
del ABS en estado fundido podemos hallar el caudal másico que se extrae del proceso:
𝑐𝑚3 𝑔 𝑚𝑖𝑛 𝑘𝑔 𝑘𝑔
𝑚 = 105.75 · 0.96 · 60 · 0.001 = 6.09
𝑚𝑖𝑛 𝑐𝑚3 ℎ 𝑔 ℎ
Para el cálculo de la potencia necesaria para accionar el husillo, se supone que el material es
calentado hasta fundirse sólo a causa de las fuerzas generadas mediante el proceso de fricción
y que la producción total de la máquina extrusora no es la calculada de manera teórica sino,
un 80% de esta.
Por tanto, la potencia necesaria se calcula:
𝑃 = 𝑚 · 𝐶𝑝 · (𝑇𝑚 − 𝑇𝑜 ) + 𝑚 · 𝛥𝐻𝑓𝑢𝑠𝑖ó𝑛
Ecuación (13)
Donde:
Qt = Caudal másico máximo, en kg/h
Daniel Izquierdo Mateu
35
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Cp = Capacidad calorífica del material, en kJ/(kg·ºC)
Tm = Temperatura de la masa fundida, en ºC
To = Temperatura del material a la salida de la tolva, en ºC
𝛥𝐻𝑓𝑢𝑠𝑖ó𝑛 = Calor de fusión de la matriz polimérica, en kJ/kg; para polímeros amorfos
su valor es 0.
𝑃 = 6.09 · 1.4 · (227 − 25) = 1.722𝑘𝑊
Sin embargo, entre las pérdidas de calor por convección, tanto a través del cilindro como de
la boquilla, las pérdidas en la caja reductora y las pérdidas propias del panel de control, sólo
un 70 o 80% de la energía es realmente utilizada en el proceso de fundición del polímero.
8.2.7 PRESIÓN Y CAUDAL DE OPERACIÓN
Para calcular la P (op), presión de operación, será necesario conocer la viscosidad del material
empleado, a la temperatura y ratio de cizalladura característicos.
Según vemos en la figura 26 del Anexo, donde se exponen las gráficas de viscosidad del ABS
en función de la velocidad de cizalladura, tanto para una temperatura de 220 como 260ºC, se
puede determinar que la viscosidad del polímero en esas condiciones es de alrededor de 450
Pa · s, indiferentemente de si se trata de granza de ABS virgen o reprocesado, ya que la
variación es mínima.
2 ·𝜋 ·𝜇 · 𝐷2 · 𝑃 · ℎ𝑚 · 𝑠𝑒𝑛 𝜑 · 𝑐𝑜𝑠 𝜑
𝑃𝑜𝑝 = 𝑅4 𝐷 · ℎ𝑚 3 · 𝑠𝑒𝑛2 𝜑
2 · 𝐿𝑑
+ 3·𝐿
Ecuación (14)
Siendo:
𝜇 = Viscosidad efectiva del material a una determinada temperatura y velocidad de
cizalla
D = Diámetro nominal del husillo
P = Potencia
Daniel Izquierdo Mateu
36
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
2 · 𝜋 · 450 · 0.032 · 1.583 · 0.0015 · 𝑠𝑒𝑛 17.66 · 𝑐𝑜𝑠 17.66
𝑃𝑜𝑝 = = 9415539 𝑃𝑎
0.001854 0.03 · 0.00153 · 𝑠𝑒𝑛2 17.66
2 · 0.046 + 3 · 0.66
𝑃𝑜𝑝 = 9.415 𝑀𝑃𝑎
Daniel Izquierdo Mateu
37
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9 SELECCIÓN DE COMPONENTES
9.1 TOLVA
Para la fabricación de la tolva se emplea una plancha de acero inoxidable 304 de 2 mm de
espesor, se corta el contorno por láser y se le da forma mediante una máquina plegadora
manual de chapa.
El proceso de doblado, normalmente, se realiza en varias etapas, debido al endurecimiento
que se produce en la zona doblada. Por tanto, se suele doblar la mitad o tres cuartas partes
del ángulo deseado, y aplicar un tratamiento de recocido para aliviar las tensiones generadas,
para posteriormente acabar la doblez, teniendo en cuenta la sobre doblez y el radio de
acuerdo.
En el caso de la tolva, los doblajes son relativamente simples y no es necesario aplicar
tratamientos de recocido. Pero si se ha de tener en cuenta el radio de acuerdo y la sobre
doblez, que será de uno o dos grados más que el ángulo deseado. Esta sobre doblez se aplica
debido a que el material al tener una mayor concentración de tensiones de tracción que de
compresión en la zona doblada, ésta tenderá a desdoblarse.
Se mecanizan 4 agujeros para atornillarla a la entrada de alimentación. Y la forma de unir
cada extremo de la chapa, puede realizarse mediante soldadura TIG, o simplemente mediante
un perfil también cortado y doblado, de material sobrante de la plancha de acero inoxidable,
y unido a la tolva mediante remaches.
En caso de emplear como método de unión la soldadura, habrá de realizarse mediante un
equipo TIG, con aporte de material mediante una varilla de acero inoxidable 308L.
Se escoge el acero inoxidable como material de la plancha para la fabricación de la tolva,
debido a su facilidad para ser doblado, pero sobre todo por su poca conductividad térmica, lo
cual dificultará la transmisión de calor del sistema a la tolva. Ya que, si la temperatura
aumentará podría llegar a generar pegotes de plástico en las paredes de la tolva favoreciendo
la posibilidad de que se embozará la entrada.
Daniel Izquierdo Mateu
38
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 10-Figura. Recomendaciones para las medidas de alimentación mediante tolva
La capacidad de la tolva es de aproximadamente 700 cc, siendo la densidad aparente del ABS,
dependiendo del fabricante, de entre 0.66 y 0.80 g/cc; los gramos que caben en forma de
pellets en la tolva son alrededor de 500 cc.
Sin embargo, si se desea una capacidad mayor o un diseño diferente de la tolva, se podría
fabricar siempre y cuando se respeten las medidas de la base, ya que estas se han hecho para
unir la tolva al cilindro de la extrusora mediante 4 tornillos. Este método de unión, nos
permitirá extraer la tolva para limpiarla, en caso de atascarse, o cambiarla por una que se
ajuste mejor a los requisitos de alimentación exigidos.
Figure 11 Componente 1. Tolva
Daniel Izquierdo Mateu
39
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.2 HUSILLO Y CILINDRO O CAMISA DE EXTRUSIÓN
El husillo es el elemento principal de la máquina extrusora, ya que este interviene en
prácticamente todas las etapas que componen el proceso de extrusión.
Así pues, en el modelo de cálculo se puede ver todas las referencias y cálculos que se han
llevado a cabo para determinar las dimensiones de cada una de las zonas en que se divide.
Figure 12 Componente 2. Husillo
Las propiedades que ha de tener el husillo son similares a las del cilindro, pero con la única
diferencia de la fricción, el husillo ha de tener un bajo coeficiente de fricción, comparado con
el del cilindro. Esto se debe a que la granza no ha de adherirse al husillo sino a la camisa, ya
que son las crestas de los filetes las que cizallaran las partículas pegadas.
El resto de las propiedades, como son, una buena resistencia y el mantenimiento de sus
cualidades a altas temperaturas, las cumplirá perfectamente mediante el material que ya se
usa en la industria para fabricarlo, como es el acero al cromo-molibdeno.
En este proyecto, para la fabricación del husillo se usa un acero de 1.15% cromo y 0.2%
molibdeno; se mecaniza el filete y el resto de operaciones; y una vez mecanizado, se le aplica
un tratamiento térmico de cementación a unos 900-950 grados y dos baños en aceite; el
primero con una temperatura similar y el segundo, a unos 800 grados; a continuación se le
aplica un tratamiento de revenido a 200 grados para disminuir la fragilidad del husillo, ya que
este se va a emplear en un ámbito doméstico y un golpe contundente y concentrado podría
llegar a romperlo.
Este proceso de cementación aportará mayor dureza superficial y un núcleo muy resistente.
Para conseguir una superficie lisa y así reducir el coeficiente de rozamiento del husillo, se
mecaniza un pulido en toda la superficie en contacto con el polímero.
Daniel Izquierdo Mateu
40
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 13 Guía de extrusión del polímero ABS
Para el diseño del cilindro se siguen todas las indicaciones aportadas en el modelo de cálculo,
que principalmente vienen condicionadas por las dimensiones del husillo.
Las camisas se fabrican normalmente a partir de bloques de acero al carbono, y se aumenta
su resistencia superficial mediante nitruración o carbonitruración, aumentando hasta un
máximo de 0.15 mm el espesor.
En cambio, para extrusoras pequeñas se suele emplear acero inoxidable, pero este material
no es muy buen conductor térmico y su resistencia ante la corrosión no es demasiado buena.
Vistos estos puntos y las diferentes propiedades de los materiales que se suelen usar en la
industria, se opta por la fabricación del cilindro en dos partes.
En el primer tramo se mecaniza a partir de un tocho de acero inoxidable 304, este elemento
cubrirá la mayor parte de la zona de alimentación, en la que se requieren unas temperaturas
menores, para evitar la adhesión del material al husillo y en el cual, el desgaste es mucho
menor, haciendo que su no tan buena respuesta ante corrosión no sea un problema.
Figure 14-Componente 3. Cilindro Zona de alimentación, vista transparente para mayor comprensión
Para el diseño de la segunda parte del cilindro, se opta por un tubo, en el cual se mecanizan
3 chavetas, para, una vez introducido en el tocho, bloquear el giro de este componente y
Daniel Izquierdo Mateu
41
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
conseguir alinear la camisa. En el otro extremo se le mecaniza una rosca para la posterior
incorporación de la boquilla perfiladora.
Figure 15 Componente 3. Cilindro
Este componente se fabrica de acero al carbono y se le aplica un tratamiento superficial de
nitruración, mejorando su resistencia frente a abrasión y aportando una resistencia frente a
corrosión notable.
Recordemos que el elemento que se va a procesar, ABS, no tiene características abrasivas que
pudieran dañar la camisa, por tanto, su resistencia a abrasión será más que suficiente.
Por último, se le aplica un granallado, mediante shoot penning, aumentando más la dureza
de la superficie y generando rugosidades, que incrementaran el coeficiente de rozamiento de
la camisa, favoreciendo la adhesión de las partículas del polímero.
Figure 16 Valoración de tratamientos superficiales aplicables al husillo
Este segundo componente ha de tener una mayor dureza debido a que engloba la zona de
compresión y dosificación del husillo, y por tanto ha de ser capaz de soportar un incremento
de las presiones, un aumento en la velocidad de cizalladura y su consecuente el incremento
de la temperatura.
Pese a todos estos factores, el acero nitrurado aguantará de manera holgada estos continuos
ataques en su superficie, ya que la misma composición y tratamiento superficial se emplea
Daniel Izquierdo Mateu
42
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
en máquinas extrusoras industriales que soportan más del doble de los factores
anteriormente citados.
El diámetro interno del cilindro ha de ser de 29.8 mm, ya que la holgura diametral calculada
en el modelo de cálculo entre el diámetro del husillo, incluyendo los filetes, y el cilindro tiene
que ser de 0.2 mm. Siendo su holgura radial la mitad, 0.1 mm.
Conociendo las dimensiones que han de tener ambos elementos, se procede al cálculo de las
dimensiones limitantes, tolerancias, para un correcto ensamblaje y funcionamiento de la
máquina:
- Como valor mínimo, se ha de asegurar una holgura límite que permita el paso de cierto
flujo de filtración para el escape de gases, pero no de material fundido; ya que en ese
caso la cantidad de fundido que retrocedería debido a este flujo sería demasiado
elevada, reduciendo la velocidad de avance y el flujo de arrastre del material,
perjudicando en gran medida el suministro constante de material y la homogeneidad
de este.
- Como valor máximo de holgura se tendrá en cuenta el coeficiente de dilatación
térmica de ambos materiales, ya que el proceso se lleva a cabo a temperaturas que
rondan los 260 ºC, y el posible contacto entre la cresta de los filetes y la camisa
agravaría el desgaste de ambos, como se expone en la página anterior, reduciendo su
vida útil e imposibilitando el proceso de extrusión. Además, se debe tener en cuenta
el aumento del espesor debido a la nitruración de la camisa.
Tanto el husillo, como la camisa, se dilatarán en menor medida, debido a las dislocaciones de
grano, provocadas por los tratamientos de aumento de dureza empleados. Esto hace que la
holgura dimensional pase a ser un factor menos crítico que en el caso en que no se realizaran
dichos tratamientos. Además, si contactaran la cresta del filete con la camisa, el desgaste
ocasionado será mucho menor.
Daniel Izquierdo Mateu
43
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.3 ELEMENTOS DE UNIÓN Y ANCLAJE
Todos los elementos de unión entre componentes, a excepción del anclaje a la mesa de
trabajo, se han diseñado con el mismo diámetro, métrica 5, porque soportarán de manera
muy holgada las cargas y vibraciones de la máquina, ya que estos se emplean en maquinaria
mucho más pesada, y también, para la facilitación del montaje y desmontaje de los
componentes, debido a que se pretende comercializar con ese añadido de portabilidad y
facilidad de ensamblaje.
Para la unión del primer tocho que compone el cilindro, se emplean dos perfiles, que se
atornillan al tocho y se anclan a la mesa de trabajo, aportando así, una mayor sujeción.
Para realizar la unión entre las dos piezas que componen el cilindro, se mecanizarán chavetas
y ranuras para las chavetas en los componentes, bloqueando el giro del tubo, y para fijar su
posición dentro del tocho, se atornilla un anillo de acero que limita su salida en la dirección
del flujo gracias también a las chavetas.
Para la correcta alineación y fijación del husillo en la dirección axial de su eje, se emplea un
rodamiento angular de agujas que bloquea el movimiento del husillo en la dirección del flujo;
y otro anillo, también de acero, se utiliza para bloquear la otra dirección axial del rodamiento.
Figure 17-Elementos de unión empleados en el montaje de la extrusora monohusillo
Daniel Izquierdo Mateu
44
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.4 SENSORES Y RESISTENCIAS TÉRMICAS EMPLEADAS
Para un mayor conocimiento instantáneo del proceso de extrusión, se emplearán sensores
de temperatura de tipo J, con un alcance de medición de hasta 400 ºC. Estos sensores de
temperatura se colocarán al final de cada una de las zonas en que se divide el husillo y en
contacto con la boquilla; ya que estos son los elementos que albergan las temperaturas
críticas dentro del proceso. Además, en el transcurso entre la zona de dosificación y la entrada
a la boquilla situaremos un transductor de presión, justo después del plato rompedor; ya que
de este modo conoceremos, no sólo si se esta aportando la suficiente presión y constancia al
producto, sino también si es necesario el cambio de la malla del plato rompedor, debido a un
emboce o cualquier otro posible factor.
Como elemento para suavizar el inicio del proceso de extrusión y también, como elemento
de control y de estabilización, se emplean resistencias eléctricas del tipo abrazaderas;
mediante estos elementos se consigue elevar la temperatura de los componentes, evitando
así un desgaste muy elevado en los primeros pasos de cizallamiento del material, ya que tanto
la camisa como el husillo han elevado en decenas, o incluso, cientos de grados su temperatura
superficial, gracias a la transmisión de calor por conducción de estas resistencias calefactoras.
9.5 BOQUILLA
La boquilla se ha simplificado en una única pieza a la cual se mecaniza una rosca interna que
comparte la métrica exterior de la rosca del cilindro y de esta manera se une a él. La parte
interna de la pieza alberga al plato rompedor, dos chapas de acero perforadas con una tela
de alambre en medio, centrada por unos tetones y a presión. Estos alambres pueden estar
fabricados de acero galvanizado, acero al cormo, al cromo-níquel o en algunas ocasiones con
acero al cromo-níquel-molibdeno.
Los orificios que se mecanizan en las chapas son de 1.5 mm de diámetro y tanto, la malla
como el plato, realizan la función de filtros, además de reorientar el flujo, quitando la
memoria de giro del fundido, pasando de un movimiento en espiral a uno lineal. Mejorando
lo homogeneización del fundido, las propiedades y apariencia del material extruido.
Daniel Izquierdo Mateu
45
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 18-Componentes 6. Plato rompedor y pantallas filtradoras
Para el diseño del canal de la boquilla se ha de tener en cuenta el ensanchamiento que va a
experimentar el material una vez salga de la boquilla y se relajen sus fibras o cadenas
monoméricas, según la figura 19 del Anexo, el ABS puede llegar a experimentar un aumento
del diámetro de su sección respecto del diámetro del perfil de extrusión de entre un 12 y un
17%. Sin embargo, el ensanchamiento de la sección del filamento se reduce a medida que
empleamos una longitud de canal mayor.
Teniendo en cuenta que el objetivo de la extrusora es generar filamento para FDM; los dos
diámetros normalizados que se suelen emplear para ese tipo de modelado son 1.75 y 2.85
mm.
Para filamento de 1.75 mm de diámetro, parametrizando el diámetro de la boquilla para un
ensanchamiento de un 15%, pero un posterior estrechamiento de hasta un 25%.
Para el cálculo se desarrolla el proceso inverso, si se requiere un diámetro de 1.75, sabemos
que el resultado se obtiene al experimentar tanto el ensanchamiento como su posterior
reducción de sección:
1.75 · 1.25 (ensancha un 25%) · 0.85 (se estrecha un 15%) = 1.85 mm;
el diámetro de la boquilla ha de ser de 1.85 mm
Para filamento de 2.85 mm de diámetro, parametrizando el diámetro de la boquilla para un
ensanchamiento también de un 15% y un posterior estrechamiento del 25%:
2.85 · 1.25 · 0.85 = 3 mm;
el diámetro de la boquilla ha de ser de 3 mm
Con estos resultados correspondientes a los diámetros del canal de ambas boquillas se puede
parametrizar su longitud según las recomendaciones de la figura 20 del Anexo, para la
extrusión de ABS se recomienda una relación de 25:1, longitud respecto al diámetro del canal.
Por tanto:
Daniel Izquierdo Mateu
46
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
para un diámetro de 1.85 mm, se recomienda una longitud de canal de 25 · 1.85 = 46.25 mm
para un diámetro de 3 mm, se recomienda una longitud de canal de 25 · 3 = 75 mm
Figure 19-Componentes 7. Boquilla roscada
El material empleado para la fabricación de la boquilla es acero AISI 4140. Material que
mantiene su elevada resistencia superficial a elevadas temperaturas, tiene gran aguante ante
presiones como las que soportará la boquilla y su resistencia frente a fatiga térmica es muy
buena, lo cual alargará su vida útil.
Se debe establecer un control de la calidad del material fundido, se suele controlar que el
diámetro del filamento extruido sea estable y esté dentro de las tolerancias deseadas
mediante calibres digitales o sensores varios.
Además, en caso que las dimensiones del filamento de salida no fueran las deseadas se suelen
aplicar elementos para el post procesado, como pueden ser rodillos o poleas, con la función
de aplicar tensión sobre el filamento, estirando de él, reduciendo ese factor de
ensanchamiento.
9.6 MOTOR, CAJA REDUCTORA Y COMPONENTES ELECTRICOS
La máquina extrusora monohusillo que se está diseñando, tiene como público objetivo el
cliente particular o instalaciones que no son del ámbito industrial, por tanto, se empleará un
motor monofásico de corriente continua, el cual genera una potencia de 0,09 kW, y se le
habrá de acoplar una caja reductora de engranajes, de relación 1:30 a fin de conseguir el
rango de velocidades que requiere el husillo, alrededor de 100 RPM y obtener la potencia
necesaria para mover el husillo en su función, sobredimensionándola a fin de tener una salida
segura.
Daniel Izquierdo Mateu
47
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 20-Motor monofásico 0,09Kw 0,12CV 230V 3000 rpm
Se opta por este motor y relación de trasmisión ya que así el margen que de maniobra que
tenemos con esos kW evitarán que el motor pueda convertirse en un factor limitante del
proceso, en el caso que se requiera una mayor velocidad o un aumento de la producción.
Figure 21-Motor acoplado a caja reductora
Para la conexión/acoplamiento del eje de la salida de la caja reductora al husillo se aconseja
el uso de un elastomérico de mordaza redondeada. Respecto a la entrada de la caja reductora,
es decir, la conexión con el motor, se utilizará el acoplamiento rígido de bridas, que permite
que su instalación pueda ser montada y desmontada sin necesidad de separar las máquinas
que acopla, se emplea cuando la facilidad de montaje y desmontaje es un aspecto
Daniel Izquierdo Mateu
48
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
fundamental. Respecto del elastomérico, éste se dimensiona una vez adquiridos el resto de
componentes y establecidas las gráficas de funcionamiento. La utilidad de este elemento
radica en la protección del motor y de la instalación eléctrica, ya que, en caso de sobretensión
debido a un aumento de las presiones de trabajo del husillo, el elastomérico romperá antes,
habiendo establecido previamente las condiciones limitantes.
Para el control de los parámetros y de los sensores de la instalación se puede utilizar un
Arduino uno. Mediante un conversor analógico-digital se podrá realizar la entrada del
variador de frecuencia, ya que esta señal probablemente llegue de forma alterna. En el caso
de los sensores, se pueden adquirir de más económicos, pero darán una señal de baja calidad
y poco amplificada, debido, en gran medida, al ruido; lo cual obligaría al usuario a
implementar algún tipo de proceso para el tratado de estas señales, incrementando el coste.
Así pues, se opta por la opción de adquirir sensores más caros, pero de mayor resolución,
para una correcta interpretación y uso de los datos.
Figure 22-Arduino UNO
Se usará este Arduino uno como controlador de todos los elementos, con el objetivo de
programar una interfaz de cliente, haciendo más intuitiva la obtención de estos parámetros
y facilitar su control.
Daniel Izquierdo Mateu
49
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 23-Pins del Arduino UNO
Daniel Izquierdo Mateu
50
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
10 ANÁLISIS ENERGÉTICO
La potencia que consume el motor es de 0.09 kW/h, basándonos en la tarifa actual, a
16/11/2020, se deduce que tener la máquina en funcionamiento durante una hora, dentro
del horario de dicha tarifa nos cuesta 1 céntimo.
Si en lugar de una hora, se extruye material durante 4 horas, de lunes a viernes, el
sobrecoste será, de igual modo despreciable, de alrededor de 20 céntimos de euro.
11 VIABILIDAD ECONÓMICA
En este apartado se estudia, calcula y demuestra la viabilidad económica del proyecto, y las
hipótesis que se han planteado.
En primer lugar, el consumo del motor, cuando la máquina está en funcionamiento, es de
0.09 kW/h, aplicando un coste del Kw/h de 0.1147 €, se tiene un gasto económico de un
céntimo a la hora (0.01 €).
A continuación, se detalla una tabla en la que se puede observar el precio de los pellets,
pedido mínimo de 25Kg, siendo el precio del Kg de 13.99€, y sumado a este el consumo
eléctrico de producirlo, se observa que el ahorro es de casi 8€; tasando el precio del Kg de
filamento ABS del mercado, en 21.99€.
Sin embargo, si se adquieren 100 o más de 100 Kg de pellets de ABS, el precio por Kg se
reduciría notablemente.
Además, en el caso de emplear granza de ABS reciclado, se podría tener un ahorro mayor, lo
que también agilizaría la amortización de la máquina.
Poniendo un PVP de la máquina de 750€ y viendo el caso desde el punto de vista del cliente,
se calcula cuantos Kg fabricados de ABS, para un coste de 349.69€ por cada 25Kg, se
necesitarán para amortizar la máquina, sabiendo el ahorro que generamos fabricando el
filamento, en lugar de comprarlo. Se determina que cuando se alcanzan los 114 Kg de ABS
fabricados, el ahorro generado, 7.94€ por Kg, alcanza el valor de compra de la máquina, se
amortiza.
Daniel Izquierdo Mateu
51
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
En la tabla que aparece a continuación, se puede observar el coste total del proyecto, este
coste se considera no exento de IVA, ya que para la fabricación de este prototipo no se
contempla, todavía, la formalización de la empresa.
Figure 24-Coste prototipo
En la figura que se ve abajo, se puede observar el PVP (precio de venta al público) que se ha
decidido poner a la máquina extrusora monohusillo. En el caso del coste de la extrusora, se
le ha aplicado una reducción del 20%, este porcentaje representa la estimación considerada
de ahorro que se puede obtener comprando o mecanizando un mayor número de piezas o
componentes. Consecuentemente, se obtiene un mayor beneficio, de unos 290€.
Figure 25-PVP extrusora
Daniel Izquierdo Mateu
52
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
12 PRESUPUESTO
En el siguiente punto se detalla el precio de los componentes y materiales necesarios para la
realización del proyecto, además de un diagrama de Gantt donde se detalla la fabricación,
con el orden y el tipo de operaciones a realizar en cada pieza.
Daniel Izquierdo Mateu
53
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figure 26-Diagrama de Gantt de la Fabricación y de los Componentes
13 CONCLUSIONES
Como se expone en el presente documento, el proyecto de fabricación de la máquina de
extrusión de plástico monohusillo portátil para la fabricación de filamento para modelado por
deposición fundida, llevado a cabo en la Universidad Jaume I, es más que viable.
En primer lugar, este proyecto parte de la mejora de otros proyectos similares en los cuales
se emplean componentes reciclados o reusados, como la utilización de la broca de madera
como sustituto del husillo de extrusión.
Una de los puntos principales de este proyecto radica en el proceso de búsqueda de
documentación, acompañado de una exhaustiva investigación y filtrado de datos, el cual ha
sido constante y prolongado durante toda la realización del proyecto. Contrastando, a
menudo, opiniones o ecuaciones desarrolladas de manera diferente por autores distintos,
pero, especialistas en la materia.
Daniel Izquierdo Mateu
54
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Ese conjunto de procesos, situados en el marco teórico, han permitido la comprensión,
desarrollo y ejecución de unos cálculos. Y la posterior demostración de la viabilidad del
proyecto.
Se concluye que la fabricación de la máquina es ampliamente viable, tanto en el ámbito
técnico, como en el económico.
14 BIBLIOGRAFÍA Y REFERENCIAS
14.1 ARTÍCULOS Y LIBROS
[1] (Harold F. Giles, et al., 2014). Extrusion: The definitive processing guide and
handbook.
[2] (Tim Osswald, Enrique Giménez, et al. 2008): Proceso de polímeros.
Fundamentos.
[3] (Donald V. Rosato, Marlene G., Dominick V. Rosato, et al. 2000): Concise
Encyclopedia of
Plastics
[4] (C. Rauwendal, et al. 1998): Understanding Extrusion.
[5] (Tim A. Oswald, et al. 1998): Polymer Processing Fundamentals.
[6] (Pierre G. Lafleur, Bruno Vergnes, et al. 2014): Polymer Extrusion.
[7] (V. K. Savgorodny, et al. 2007): Transformación de Plásticos.
[8] 3Ciencias, revista de investigación, Universidad Politécnica de Valencia et al. 2012):
Metodología para el cálculo de la viscosidad empleando como caso práctico el
reprocesado
de ABS.
[9] pt online, página online de investigación en el campo de las transformaciones
plásticas,
Jim Frankland et al. 2015): Extrusion: The two main causes of Screw Wear
Daniel Izquierdo Mateu
55
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
14.2 PÁGINAS WEB
[1] www.mexpolimeros.com
[2] www.interempresas.net/Plastico/Articulos
[3] www.preciousplastic.com
[4] www.chinamasterbatch.com
[5] www.dynisco.com
[6] www.felfil.com
[7] www.sciencedirect.com
[8] www.ulprospector.com
[9] www.conairgroup.com
14.3 PROGRAMAS EMPLEADOS
[1] SolidWorks 2019
[2] Excel 2019
[6] Word 2019
Daniel Izquierdo Mateu
56
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
ANEXO
Daniel Izquierdo Mateu
57
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Índice General Anexo
1 INTRODUCCIÓN ........................................................................................................ 61
2 VARIABLES DIMENSIONALES DEL HUSILLO ................................................................ 61
3 FUNDICIÓN DEL PLÁSTICO EN EL PROCESO DE EXTRUSIÓN ........................................ 64
4 MFI, ÍNDICE DE FLUIDEZ EN UN FUNDIDO ................................................................. 67
5 TRANSPORTE DEL MATERIAL FUNDIDO..................................................................... 69
6 COEFICIENTE DE LEY DE POTENCIA Y OTRAS PROPIEDADES DE LOS POLÍMEROS ........ 71
7 ENSANCHAMIENTO Y POSIBLES DEFECTOS EN EL PROCESO DE EXTRUSIÓN ............... 73
8 DISEÑO DE UN EXTRUSOR ........................................................................................ 76
8.1 RENDIMIENTO .................................................................................................................76
8.2 PARÁMETROS DE DISEÑO ...................................................................................................77
8.3 TABLAS Y RECOMENDACIONES DE DISEÑO..............................................................................80
9 DATOS DE LOS ELEMENTOS ...................................................................................... 84
9.1 CARACTERÍSTICAS DEL MOTOR ............................................................................................. 84
9.2 CAJA REDUCTORA .............................................................................................................85
9.2.1 Reductor Taüsend Motoren. ................................................................................85
9.2.2 RSTV MOTORREDUCTORES DE CORONA Y SIN FIN ..............................................85
9.3 RODAMIENTOS SKF .........................................................................................................91
9.4 SOPORTE ANTIVIBRACIÓN ..................................................................................................93
9.5 TRANSDUCTOR DE PRESIÓN ................................................................................................ 96
9.6 RESISTENCIA TÉRMICA DE TIPO ABRAZADERA..........................................................................98
9.7 TERMOPAR TIPO J ............................................................................................................99
Daniel Izquierdo Mateu
58
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Índice de figuras en anexo
FIGURA 1. REPRESENTACIÓN ESQUEMÁTICA DE UN HUSILLO ...................................................................61
FIGURA 2. DIÁMETROS CARACTERÍSTICOS DE LOS HUSILLOS....................................................................62
FIGURA 3. CÁLCULO DEL RATIO DE COMPRESIÓN .................................................................................62
FIGURA 4. RATIOS DE COMPRESIÓN PARA DIFERENTES POLÍMEROS .......................................................... 63
FIGURA 5. ZONAS EN QUE SE DIVIDE EL PROCESO DE EXTRUSIÓN ............................................................. 64
FIGURA 6. COEFICIENTE DE FRICCIÓN ENTRE EL CILINDRO Y EL MATERIAL A EXTRUIR VS RATIO DE TRANSPORTE ..64
FIGURA 7. PROCESO DE FUNDIDO EN LA ZONA DE TRANSICIÓN................................................................ 65
FIGURA 8. RUPTURA DE LA CAMA SÓLIDA DEBIDO A ELEVADAS TENSIONES DE CIZALLADURA ......................... 66
FIGURA 9. REÓMETRO DE EXTRUSIÓN POR CAPILARIDAD PARA CÁLCULO DE MFI (MELT FLOW INDEX) ...........67
FIGURA 10. VARIABLES DE ENSAYO PARA REÓMETRO DE EXTRUSIÓN POR CAPILARIDAD PARA CÁLCULO DE MFI
(MELT FLOW INDEX) ...............................................................................................................68
FIGURA 11- TABLA DE MATERIALES PLÁSTICOS CON ENSAYOS ESPECÍFICOS PARA CÁLCULO DEL MFI ...............69
FIGURA 12. SIMULACIÓN DE TRANSPORTE DE UNA PARTÍCULA FUNDIDA (SPIRAL MOTION) ........................... 69
FIGURA 13. PERFIL DE VELOCIDADES EN LA ZONA DE FUNDIDO ............................................................... 70
FIGURA 14. CURVA VISCOSIDAD VS CIZALLADURA (COEFICIENTE DE LA LEY DE POTENCIA) ............................. 71
FIGURA 15. PROPIEDADES DE ALGUNOS POLÍMEROS ............................................................................71
FIGURA 16. ÁNGULO DE HÉLICE ÓPTIMO VS COEFICIENTE DE LEY DE POTENCIA ...........................................72
FIGURA 17. GRÁFICO DE CAUDAL DE SALIDA VS. PRESIÓN PARA DIFERENTES COEFICIENTES DE LEY DE POTENCIA
...........................................................................................................................................72
FIGURA 18. ENSANCHAMIENTO DE SECCIÓN A LA SALIDA DE LA BOQUILLA .................................................73
FIGURA 19. RATIO DE ENSANCHAMIENTO DE SECCIÓN DE ALGUNOS POLÍMEROS ........................................74
FIGURA 20. LONGITUD DEL CANAL DE LA BOQUILLA EN FUNCIÓN DEL DIÁMETRO Y RATIO DE ESTRECHAMIENTO DE
ALGUNOS POLÍMEROS .............................................................................................................. 74
FIGURA 21. TIPOS DE DEFECTOS: DE ESPIRAL, DE BAMBÚ, DE RIZOS ORDENADOS, O DE MANERA ALEATORIA ....75
FIGURA 22. DOS EJEMPLOS ESQUEMÁTICOS DE BOQUILLAS PARA FABRICACIÓN DE FILAMENTO .....................75
FIGURA 23. TEMPERATURAS EN LAS DIFERENTES ZONAS DE EXTRUSIÓN ....................................................76
FIGURA 24. RENDIMIENTO COMÚN EN FUNCIÓN DEL DIÁMETRO DEL HUSILLO ...........................................77
FIGURA 25. PRESIÓN EN LA BOQUILLA VS FLUJO DE MATERIAL DE SALIDA PARA DIFERENTES DIÁMETROS Y
PROFUNDIDAD DEL CANAL DE FUNDIDO ....................................................................................... 78
FIGURA 26. VISCOSIDAD VS. VELOCIDAD DE CIZALLA PARA ABS VIRGEN Y REPROCESADOS, PARA 220 Y 260 ºC
...........................................................................................................................................79
FIGURA 27. VALORES DE UN HUSILLO DE EXTRUSIÓN ESTÁNDAR, EXTRAÍDO DE “POLYMER EXTRUSION” .........80
FIGURA 28. DIMENSIONES DE UN HUSILLO COMÚN SEGÚN EL LIBRO “PROCESADO DE POLÍMEROS.
FUNDAMENTOS” ....................................................................................................................81
FIGURA 30. PARÁMETROS COMUNES EN EL PROCESO DE EXTRUSIÓN DE ABS
“WWW.PLASTICS.ULPROSPECTOR.COM” .....................................................................................81
FIGURA 31. CARACTERÍSTICAS TÉCNICAS DEL ABS “WWW.PLASTICS.ULPROSPECTOR.COM” ......................... 82
FIGURA 32. COMPARACIÓN DE LAS PROPIEDADES MECÁNICAS DE DIFERENTES POLÍMEROS TERMOPLÁSTICOS ...82
Daniel Izquierdo Mateu
59
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
FIGURA 33. GUÍA DE TEMPERATURAS DE EXTRUSIÓN PARA POLIPROPILENO CON DIFERENTES ÍNDICES DE FLUIDEZ
...........................................................................................................................................82
FIGURA 34. GUÍA DE TEMPERATURAS Y TIEMPOS DE SECADO DEL MATERIAL SEGÚN CONTENIDO DE HUMEDAD.83
FIGURA 35. GUÍA DE TEMPERATURAS DE EXTRUSIÓN POLÍMEROS ............................................................ 83
Daniel Izquierdo Mateu
60
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
1 INTRODUCCIÓN
En este anexo se justificarán y se explican en mayor medida todos los cálculos realizados para
el diseño y selección de los elementos necesarios para el funcionamiento de la extrusora de
plástico monohusillo.
Se definirán las condiciones de trabajo de la máquina y los diferentes componentes que
podrían mantener dichas condiciones. En caso de que varios componentes puedan llegar a
cumplir con un mismo cometido, el motivo de selección será el económico.
2 VARIABLES DIMENSIONALES DEL HUSILLO
Los parámetros principales que definen un husillo de extrusión son los siguientes:
- Profundidad del canal (h): distancia entre la cara superior del filete y la base.
- Canal (c): distancia entre filetes.
- Paso (p): distancia entre filetes consecutivos.
- Ángulo de hélice (φ): ángulo formado por los filetes y una recta perpendicular al eje
del husillo.
- Diámetro del husillo (d): diámetro tomando como referencia la cara externa del filete.
- Diámetro nominal (dn): diámetro del husillo sin tener en cuenta los filetes.
Figura 1. Representación esquemática de un husillo
En el mercado encontramos los husillos clasificados en función de su relación de longitud /
diámetro, cociente entre su longitud del husillo de la parte con dientes y su diámetro exterior
(L/D). Las relaciones de compresión más habituales son las siguientes:
- 20 o inferior para extrusoras convencionales de alimentación o fundido.
Daniel Izquierdo Mateu
61
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
- 25 para moldeo por soplado, película soplada y moldeo por inyección.
- 30 o superior para extrusoras con desgasificación o de alta producción.
Los husillos son normalmente, entre 20·D y 30·D de largo, siendo D el diámetro nominal.
Figura 2. Diámetros característicos de los husillos
El número de filetes en cada una de las zonas suele estar entre 4 y 8 dientes en la zona de
alimentación, entre 6 y 10 en la zona de fundido, y con los restantes en la zona de transición.
La profundidad del canal en la zona de alimentación suele estar entre 0.1 y 0.3 por el diámetro
del husillo; con un ratio de compresión de entre 2 y 4:1.
Figura 3. Cálculo del ratio de compresión
Daniel Izquierdo Mateu
62
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
El ratio de compresión de un husillo es el cociente de la profundidad del canal en la zona de
alimentación (hf) entre la profundidad del canal en la zona de fundido (hm).
(RC) Ratio de compresión = hf / hm
Ecuación (1)
Figura 4. Ratios de compresión para diferentes polímeros
Daniel Izquierdo Mateu
63
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
3 FUNDICIÓN DEL PLÁSTICO EN EL PROCESO DE EXTRUSIÓN
El plástico entra desmenuzado, pero sólido en la zona de alimentación, a través de la tolva,
sin embargo, sale en estado fundido o semi fundido a través de la boquilla. Esto se debe a
que el material experimenta una serie de cambios en su estado en el transcurso del proceso.
La granza se introduce en el husillo gracias a una cavidad en el cilindro situada en la base de
la tolva. Una vez la granza se asienta en los canales del husillo de la zona de alimentación,
ésta es empujada hacia delante con las caras frontales de los dientes, convirtiendo un
movimiento de rotación en un avance lineal.
Figura 5. Zonas en que se divide el proceso de extrusión
Para un correcto avance del plástico es necesario que la fricción entre el material y la cara
interna del cilindro sea elevada, facilitando la adhesión del plástico. Mientras que la fricción
entre el material y la cara externa del husillo debe ser mínima, permitiendo al polímero
deslizar sobre ésta, y no quedarse adherido, lo cual impediría su avance. Un mínimo
coeficiente de rozamiento entre el cilindro y el material a extruir daría como resultado unas
malas condiciones de alimentación.
Sin embargo, una fricción muy elevada podría generar un tapón debido a la acumulación de
pegotes de plástico.
Figura 6. Coeficiente de fricción entre el cilindro y el material a extruir vs ratio de transporte
Daniel Izquierdo Mateu
64
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
El plástico empieza a fundir, aproximadamente, a una distancia de entre 5 y 6 veces su
diámetro desde la apertura de alimentación.
La mayor parte del calor, alrededor del 85%, es generado por las tensiones de cizalladura
entre las capas del material, provocadas por la rotación del husillo. Mientras que el otro 15%
suele venir por parte de calefactores colocados en el cilindro.
Las tensiones de cizalladura provienen principalmente de dos fuentes, una causada por el
arrastre de la resina con la cara interna del cilindro, y la otra entre las propias capas del
material, deslizando unas sobre las otras durante el flujo laminar, generando calor viscoso.
La cizalladura en el extrusor es causada por el movimiento del fundido en dirección paralela
a la superficie interna del cilindro y externa del husillo. Cuando el ratio de cizalladura
aumenta, la viscosidad del polímero disminuye, incrementando la fluidez.
En la primera etapa del proceso de fundición de la granza se encuentra en estado sólido; no
es hasta los últimos filetes de la zona de alimentación, cuando se empieza a fundir el material.
El material se va fundiendo de una manera progresiva, la mayor parte del calor que se genera
para fundir el plástico se origina por la fricción entre el cilindro y la granza.
Las primeras zonas en las que se origina material fundido son las finas cavidades que separan
la cara superior del filete y la cara interna del cilindro, donde la granza es comprimida y
cizallada generando gran cantidad de calor, creando películas finas de material fundido.
Figura 7. Proceso de fundido en la zona de transición
Este material fundido se va acumulando en la parte trasera del canal creando un remolino
con mayor densidad que comprime y empuja la parte sólida, llamada también cama sólida,
hacia la parte delantera del canal.
El lecho sólido está compuesto por muchas partículas sólidas juntas y sus dimensiones se
reducen con el avance del husillo, esto ocurre gracias al incremento progresivo del diámetro
nominal del husillo que reduce la profundidad del canal y, consecuentemente, comprime la
cama sólida contra el cilindro provocando las tensiones de cizalladura entre esta y el cilindro.
Daniel Izquierdo Mateu
65
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Este proceso genera nuevas películas de material fundido que se van acumulando con el resto
de material fundido y reduce la cantidad de material en estado sólido.
Como se cita anteriormente el factor clave de este proceso es la fricción, ya que, si entre el
polímero y el cilindro hubiera un coeficiente de rozamiento muy pequeño, no se generarían
tensiones de cizalladura y no se fundiría el material. Y si por el contrario, tenemos una fricción
muy elevada se podría generar una tensión de cizalladura muy grande, provocando la ruptura
del material sólido, y generando pegotes sólidos más pequeños que serán muy difíciles de
fundir.
Figura 8. Ruptura de la cama sólida debido a elevadas tensiones de cizalladura
Las variables más determinantes para conseguir una correcta fundición de todo el material
son el espesor de la película de fundido, el calor aportado por el cilindro y la amplitud de la
cama sólida; esta última es crucial a la hora de generar una mayor área de contacto entre
plástico y cilindro, y así una mayor tensión de cizalladura entre capas y una mayor generación
de calor viscoso.
Daniel Izquierdo Mateu
66
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
4 MFI, ÍNDICE DE FLUIDEZ EN UN FUNDIDO
Hay diferentes tipos de ensayos para analizar las características de fluidez de un polímero
fundido, uno de ellos se realiza mediante un reómetro de extrusión por capilaridad. Este se
compone de un peso, un termómetro, un transductor de presión, un pequeño depósito o
camisa con un pistón y un capilar conectado en la base del depósito como salida del fundido.
Figura 9. Reómetro de extrusión por capilaridad para cálculo de MFI (Melt Flow Index)
Según la norma ASTM D1238, el test consiste en colocar un polímero fundido en la camisa o
depósito, y aplicar un peso normalizado de entre 2.16 Kg y 5 Kg sobre el pistón y dejarlo
durante 10 minutos a una temperatura determinada (habitualmente 190ºC), el peso del
material extruido en gramos transcurrido ese tiempo, será el MFI del polímero, expresado en
(gr. / 10 min).
Cuanto mayor sea el índice de fluidez de un material, menor será su viscosidad.
El MFI, también puede ser calculado en función de la presión, indicada por el transductor, y
una serie de parámetros físicos característicos de los componentes de la máquina y del
material de ensayo, como se ve a continuación:
MFI=(k·σ·π·P·R^4)/(8·η·L)
Ecuación (2)
Daniel Izquierdo Mateu
67
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
donde:
η = melt viscosity (g·cm^−1·s^−1)
σ = polymer density (g·cm^−3)
k = 600 (s/10 min)
P = pressure (g·cm^−1·s^−2)
R = radius of the die orifice (cm)
L = length of the orifice (cm)
Sin embargo, dependiendo del material con el que se desee ensayar, se toman temperaturas
o pesos diferentes, ya que no todos los materiales se pueden estudiar con las mismas
condiciones externas se ha elaborado una tabla con los diferentes condicionantes de ensayo
para distintos materiales:
Figura 10. Variables de ensayo para reómetro de extrusión por capilaridad para cálculo de MFI (Melt Flow Index)
Daniel Izquierdo Mateu
68
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 11- Tabla de materiales plásticos con ensayos específicos para cálculo del MFI
Para el caso en particular del ABS, como se puede comprobar en la Figur el ensayo que se
realiza es de tipo G, cuyas condiciones, según la norma ISO 1133, son las variables estándar
del proceso, con 190 ºC de temperatura, partiendo de una carga de 2.16 hasta 5 kg de peso,
y en intervalos de 10 minutos. De este proceso se obtienen los datos para modelar la gráfica
de viscosidad frente a ratio de cizalladura o frente a presión. El MFI del ABS a 220 ºC, 2.16 kg
de carga es de 30 g/10min
5 TRANSPORTE DEL MATERIAL FUNDIDO
Cuando el material entra en la tercera y última zona debe estar completamente fundido y su
comportamiento será como el que se muestra en la figura 8. El material avanza a través del
canal,
empujado por la pared del filete y por el plástico fundido que sigue entrando en la zona de
dosificación. Al ser empujado por la pared golpea con la pared de enfrente, mientras continúa
rotando, creando una especie de espiral que ayuda a mezclar y cizallar el fundido.
Figura 12. Simulación de transporte de una partícula fundida (spiral motion)
Daniel Izquierdo Mateu
69
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
El perfil de velocidades del fundido dentro del canal no es uniforme, ya que le afectan varios
tipos de flujo que se generan durante el proceso. El flujo de arrastre que hace que la velocidad
del fundido aumente de manera lineal a medida que se aleja del diámetro nominal del husillo
y el flujo debido a la presión ejercida por la boquilla, que provoca una repulsión de material
en dirección contraria a la salida y genera un perfil de velocidades que se opone al anterior.
Figura 13. Perfil de velocidades en la zona de fundido
La suma de ambos perfiles da como resultado una alta velocidad del fundido en contacto con
la cara interna del cilindro, debido al flujo de arrastre, y que se va reduciendo a medida que
nos acercamos al diámetro nominal del husillo, y es cero a ⅔ de la altura total del canal,
dibujando una curva de velocidades negativas desde ese punto hasta la cara externa del
husillo. Lo cual favorece la mezcla y homogeneización del fundido.
Daniel Izquierdo Mateu
70
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
6 COEFICIENTE DE LEY DE POTENCIA Y OTRAS PROPIEDADES DE LOS
POLÍMEROS
El coeficiente de ley de potencia determina cómo de cerca o lejos está un polímero de
comportarse como un fluido Newtoniano; cuando más cerca de 1, más se aproxima su
comportamiento al de un fluido Newtoniano, variando su viscosidad en mayor medida con la
temperatura que con la velocidad de cortadura. Por el contrario, cuanto más se aproxima a
0, mayor influencia toma el ratio de cizalladura.
Pese a que en este trabajo no se emplean sus ecuaciones, Rauwendaal hizo uso de este
parámetro para desarrollar el comportamiento del flujo para los fluidos no Newtonianos;
utilizándolo como factor de corrección.
Figura 14. Curva viscosidad vs cizalladura (coeficiente de la ley de potencia)
Según Rabinowitsch y Begley tanto las ecuaciones de flujo volumétrico como de cizalladura
tendrían validez sólo para fluidos Newtonianos, sin embargo, los plásticos tienen un
comportamiento viscoelástico, se trata de fluidos no-Newtonianos y ha de aplicarse un factor
de corrección que viene definido por estas correcciones en las que interviene el coeficiente
de ley de potencia, n.
Figura 15. Propiedades de algunos polímeros
Daniel Izquierdo Mateu
71
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Los primeros seis materiales de la tabla (fig. 14) no tienen puntos de fusión definidos (2ª
columna) porque se trata de polímeros amorfos, que se ablandan cuando superan la
temperatura de transición vítrea, Tg; al contrario que los polímeros semicristalinos que si
tienen temperatura o punto de fundición definido.
El coeficiente de ley de potencia no solo se emplea como factor de corrección, sino también
tiene una relación directa con el ángulo de hélice del husillo.
Figura 16. Ángulo de hélice óptimo vs coeficiente de ley de potencia
La mayoría de los polímeros presentan un coeficiente de ley de potencia de entre 0.25 y 0.90;
y pese a que la mayoría de los husillos sencillos presentan un ángulo de hélice de 17.66º,
podríamos encontrar un ángulo más óptimo en función de la (n) característica del polímero
que se vaya a extruir. Además, el índice de ley de potencia también permite conocer de una
manera aproximada la salida de material de la extrusora en función de la presión, como
vemos en la siguiente gráfica:
Figura 17. Gráfico de Caudal de salida vs. Presión para diferentes coeficientes de ley de potencia
Daniel Izquierdo Mateu
72
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
7 ENSANCHAMIENTO Y POSIBLES DEFECTOS EN EL PROCESO DE EXT RUSIÓN
Las funciones principales de la boquilla de extrusión son dar la forma que se requiere al
fundido bombeado por el husillo, dentro de unas tolerancias concretas; controlar la
orientación de las moléculas en el producto, factor de gran importancia para las propiedades
físicas de este; y que la superficie del polímero extruido tenga un acabado superficial
adecuado.
La boquilla del extrusor, al igual que el husillo, se compone de tres zonas principales. La
primera es la zona en la que se encuentra el plato rompedor junto con un conjunto de
pantallas que se usan como filtros, homogeneizando los puntos de presión y reorientando el
fundido, ya que este viene con un movimiento en espiral.
La siguiente zona es la encargada de inducir la forma deseada al fundido, dependiendo de su
posterior aplicación, y de dirigirlo hacia los labios de la boquilla. Y como tercera y última etapa
se encuentra una zona paralela o conducto, donde el polímero fundido adquiere sus
dimensiones finales y la forma de su sección antes de salir de la boquilla, esta zona se
denomina labio de la boquilla.
Figura 18. Ensanchamiento de sección a la salida de la boquilla
Normalmente, las dimensiones del labio de la boquilla suelen diferir de las dimensiones de la
forma que se desea obtener. Esto se debe a que el polímero una vez extruido experimenta
un ensanchamiento de su sección provocado por la relajación de las moléculas o cadenas que
lo forman, resultado de la componente elástica del material.
Este ensanchamiento depende de varios factores como son, las tensiones de cizalladura que
experimenta el material en la boquilla, la temperatura de fundición y la longitud del conducto
(die land). Altas tensiones de cizalladura junto con una baja temperatura de fundición
generan un ensanchamiento mayor cuando el material se relaja, sin embargo, una longitud
de conducto larga conduce a un menor ensanchamiento cuando el material se relaja, ya que
se consigue un mayor orden y homogeneidad.
Daniel Izquierdo Mateu
73
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 19. Ratio de ensanchamiento de sección de algunos polímeros
Figura 20. Longitud del canal de la boquilla en función del diámetro y ratio de estrechamiento de algunos polímeros
Para extruir de manera óptima algunos polímeros, sólo pueden usarse boquillas con
geometrías muy concretas, para así conseguir un flujo másico y unas dimensiones y
propiedades físicas constantes y uniformes.
Para saber si el polímero se está procesando de manera adecuada o si, por lo contrario, está
saliendo de la boquilla de manera defectuosa, se debe conocer los tipos de defectos más
comunes para poder reaccionar con mayor agilidad.
Los defectos que se presentan normalmente reflejados en el producto extruido están
relacionados con inestabilidades en el fundido. En ciertos casos se suele encontrar lo que se
denomina como la piel de tiburón, una especie de ennegrecimiento de la superficie del
filamento extruido, y otro posible defecto que puede aparecer son las fracturas en el propio
filamento al enfriarse.
Daniel Izquierdo Mateu
74
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
La piel de tiburón suele originarse en el conducto que precede a la boquilla y se debe a una
velocidad de salida del material demasiado rápida. Las formas de corregir este defecto son la
reducción de velocidad de avance del material, o también, se podría aumentar la temperatura
de la boquilla.
Los polímeros más susceptibles de sufrir el fenómeno de “sharkskin” son los que presentan
una alta viscosidad con unos rangos de peso molecular muy estrechos.
En cuanto al otro defecto común, la fractura del fundido, esta se ocasiona cuando hay
variaciones notables en la presión ejercida por la boquilla sobre el fundido, del orden de entre
0,1 y 0,4 MPa. No es apreciable a simple vista, ya que la superficie puede verse suave, pero
por dentro presenta distorsiones y fracturas que debilitan enormemente el material.
Figura 21. Tipos de defectos: de espiral, de bambú, de rizos ordenados, o de manera aleatoria
Las medidas para evitar la fractura del fundido pueden ser, cambiar o optimizar la boquilla,
reducir el rendimiento de material extruido, aminorar la viscosidad del fundido, incrementar
la temperatura de la cavidad antes de los labios de la boquilla, incrementar la sección del
material o añadir algún lubricante a la mezcla, entre otras.
Figura 22. Dos ejemplos esquemáticos de boquillas para fabricación de filamento
Daniel Izquierdo Mateu
75
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8 DISEÑO DE UN EXTRUSOR
A la hora de diseñar un extrusor se debe tener en cuenta, en primer lugar, el plástico o
plásticos que se desean extruir; ya que una misma máquina podría extruir diferentes
polímeros, pero no se obtendría una producción óptima para todos ellos.
Así pues, lo más común es diseñar una máquina para extruir un polímero en concreto, sin
embargo, si se desea producir más de uno, se podría cambiar el husillo, reducir el rendimiento
para obtener una correcta extrusión con un polímero diferente al habitual y/o modificar las
temperaturas de las diferentes zonas; pero siempre después de una limpieza de las
componentes internas del extrusor.
Figura 23. Temperaturas en las diferentes zonas de extrusión
8.1 RENDIMIENTO
La capacidad de una extrusora viene limitada por el diámetro del husillo, el par del motor y la
máxima velocidad del husillo. Lo primero que se debe tener en cuenta a la hora de diseñar
una extrusora de plástico monohusillo es, que material plástico vamos a procesar y que
rendimiento deseamos obtener. En función de esos dos factores diseñaremos el resto de
componentes, como son, la potencia del motor, el tipo de alimentación y la relación longitud
/ diámetro (L / D) del husillo.
Daniel Izquierdo Mateu
76
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 24. Rendimiento común en función del diámetro del husillo
Evidentemente, cuanto más alto sea el rendimiento que deseamos obtener, menos tiempo
tendrá el material para fundirse y mezclarse eficientemente.
En el caso de que el material que queramos extruir genere una cantidad considerable de gases
al fundirse, se habrá de instalar un sistema de ventilación en la zona de dosificación (fundido),
teniendo en cuenta que se necesitará un correcto bombeo del material en dicha zona para
mantener la presión cero en la zona de desvolatilización (zona de extracción de gases),
evitando la salida de material a través de los canales de ventilación.
8.2 PARÁMETROS DE DISEÑO
Cuando se trabaja con polvos o granza, como es el caso del plástico que se introduce en la
extrusora, la densidad se mide como densidad aparente, tomando la masa media de los
granos y el volumen total que ocupan como referencia.
Así pues, a la hora de parametrizar la profundidad de los canales de alimentación, donde se
transportan los pellets, existen una serie de recomendaciones:
- Si tenemos una densidad aparente de al menos un 50% de la densidad del fundido,
será fácil de transportar y se requerirá una profundidad de canal en la zona de
alimentación de entre 0.1 y 0.2 veces el diámetro del husillo, y un ratio de compresión
de entre 2:1 y 3:1.
- Si, en cambio, la densidad aparente es menos de la mitad de la densidad del fundido,
entonces se necesitará una mayor compresión, del orden de entre 3:1 a 5:1.
- Y si, por lo contrario, la densidad aparente de la granza no alcanza un 30% de la
densidad del material fundido, se necesitará de un alimentador Cramer con un diseño
más complejo del husillo, ya que el material será muy difícil de transportar de manera
homogénea.
Daniel Izquierdo Mateu
77
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Para el diseño de la zona de fundido, los factores a tener en cuenta son, las propiedades
reológicas del polímero y el nivel de presión que se requiere en la boquilla para una correcta
extrusión.
Figura 25. Presión en la boquilla vs flujo de material de salida para diferentes diámetros y profundidad del canal de fundido
En la figura 25 se aprecian diferentes curvas que servirán para encontrar el punto con la
profundidad de canal y la restricción de salida de flujo por la boquilla óptimas, ese punto se
ve representado donde se cortan ambas curvas.
Como es lógico, una boquilla con poca restricción requiere de un canal con una mayor
profundidad, para así tener una cantidad mayor de fundido que aportar al proceso. Por tanto,
su punto óptimo se encuentra en la zona de mayor rendimiento que si tuviera una
profundidad de canal menor. Sin embargo, en el segundo caso, la presión y por tanto la
homogeneidad del fundido sería mayor.
Por otro lado, si la boquilla se opone en mayor medida a la salida de material, la presión será
más elevada, y su punto óptimo, en el que la salida de flujo es mayor, se obtendrá con el uso
de canales menos profundos.
Los parámetros que definen en mayor medida la boquilla, son el diámetro y la longitud de su
canal, estas dos características determinarán el cambio de presión del cilindro a la boquilla,
provocando a su vez un incremento en la velocidad de cizalladura, que acarreará un aumento
en la temperatura del material y un mayor ensanchamiento de la sección del material a la
salida de la máquina.
Sin embargo, si la longitud del canal es lo suficientemente larga como para que las fibras del
polímero se relajen y orienten en la dirección de salida, el incremento en la sección será
mucho menor.
Daniel Izquierdo Mateu
78
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 26. Viscosidad vs. Velocidad de cizalla para ABS virgen y reprocesados, para 220 y 260 ºC
En las gráficas de la figura 26 se puede observar el resultado de cálculos de reometría llevados
a cabo en muestras de ABS virgen como muestras recicladas y reprocesadas, en ellas se puede
comprobar que la viscosidad del material reprocesado es algo menor que el ABS virgen. Lo
cual indica que su comportamiento dentro del extrusor también será parecido, facilitando las
tareas de rediseño y adaptabilidad de cada material.
Daniel Izquierdo Mateu
79
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
8.3 TABLAS Y RECOMENDACIONES DE DISEÑO
Dimensiones
Longitud total de las zonas en contacto con el polímero 20 - 30 ·D
Longitud de la zona de alimentación 4-8·D
Longitud de la zona de fundido 6 - 10 · D
Paso del husillo 1·D
Anchura del filete 0.1 · D
Profundidad del canal en la zona de alimentación 0.1- 0.15 · D
Espacio entre barril y parte superior del filete 0.0025 · D
Ratio de compresión (h feed / h metering) 2-4
Figura 27. Valores de un husillo de extrusión estándar, extraído de “Polymer Extrusion”
Daniel Izquierdo Mateu
80
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 28. Dimensiones de un husillo común según el libro “Procesado de Polímeros. Fundamentos”
Figura 30. Parámetros comunes en el proceso de extrusión de ABS “www.plastics.ulprospector.com”
Daniel Izquierdo Mateu
81
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 31. Características técnicas del ABS “www.plastics.ulprospector.com”
Figura 32. Comparación de las propiedades mecánicas de diferentes polímeros termoplásticos
Figura 33. Guía de temperaturas de extrusión para polipropileno con diferentes índices de fluidez
Daniel Izquierdo Mateu
82
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Figura 34. Guía de temperaturas y tiempos de secado del material según contenido de humedad
Figura 35. Guía de temperaturas de extrusión polímeros
Daniel Izquierdo Mateu
83
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9 DATOS DE LOS ELEMENTOS
9.1 CARACTERÍSTICAS DEL MOTOR
- Motor eléctrico monofásico 0,09kW (0,12CV) 230V 3000 rpm Brida B3 patas , medio
par de arranque, carcasa en aluminio. Fabricado bajo normativa europea IEC.
- Tensión: 230Vac 50Hz.
- Potencia: 0,09Kw - 0,12CV.
- Tipo: Medio par de arranque.
- Número de polos: 2.
- Revoluciones: 3000 rpm.
- Brida: B3 Patas.
- Diámetro de eje: 9mm.
- Tamaño: 56M1.
- Eficiencia energética: IE1.
- Motor eléctrico monofásico de 0,09kw (0,12CV) 230Vac 50Hz, 2 polos (3000 rpm),
brida tipo B3 (Patas) y medio par de arranque.
- Condensador permanente: 6uF/450V
- Servicio: continuo S1
- Grado de protección: IP55.
- Tipo sujeción: Brida B3 Patas.
- Diámetro del eje: Ø9mm
- Carcasa tamaño 56 (56M1).
- Material de la carcasa: Aluminio.
- Nivel sonoro (dBA): 70.
- Peso: 2,8 Kg.
- Marcado CE.
Motores eléctricos monofásicos normalizados para usos generales, fabricados bajo
normativa europea IEC en aluminio con patas desmontables. Bobinados en cobre
esmaltado con un aislamiento clase F. La ejecución de la carcasa es cerrada, dispone de
retén en el eje de salida que le confiere un grado de protección IP55. El condensador se
encuentra totalmente alojado en la caja de bornas del motor.
Mediante la posición adecuada de las pletinas de conexionado, en la caja de bornas, el
motor puede girar tanto a derechas como a izquierdas.
Daniel Izquierdo Mateu
84
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.2 CAJA REDUCTORA
9.2.1 REDUCTOR TAÜSEND MOTOREN.
- Modelo RSTV-025.
- Cinematismo con vis de acero cementado y rectificado.
- Corona de aleación de bronce sobre hierro fundido esferoidal.
- Carcasa de aluminio.
- Eje de salida de 11 mm.
- Peso:1 kg.
- El ratio de reduccion se aplica sobre motores de 1500 rpm.
- Relación de reducción para modelo RSTV-25.i= 30.Para motores desde 0,05 kw hasta
0,25 kw.
9.2.2 RSTV MOTORREDUCTORES DE CORONA Y SIN FIN
PR + MOTO REDUCTORES Y VARIADORES
Los reductores de vis sin fin de la serie RSTV son una nueva generación de productos
desarrollados por TAÜSEND MOTOREN sobre la base de un compromiso de satisfacción a las
exigencias de los clientes, se caracterizan por un cinematismo compuesto por un vis de acero
cementado y rectificado y una corona fabricada con una aleación de bronce sobre un núcleo
de hierro fundido esferoidal.
La serie está compuesta por 9 tamaños con relaciones de reducción entre 1:7:5 hasta 1:100,
se fabrican con carcasa de aluminio hasta el modelo 90 y en fundición las carcasas de los
modelos 110 y 130.
Complementan la gama 4 tamaños de pre-producciones de un tren de engranajes helicoidales
PR, motorreductores combinados con doble reductor, ejes de salida simples, dobles y brazos
de reacción.
Daniel Izquierdo Mateu
85
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
86
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
87
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
88
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
89
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
90
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.3 RODAMIENTOS SKF
Daniel Izquierdo Mateu
91
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
92
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.4 SOPORTE ANTIVIBRACIÓN
Daniel Izquierdo Mateu
93
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
94
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
95
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.5 TRANSDUCTOR DE PRESIÓN
Daniel Izquierdo Mateu
96
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
97
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.6 RESISTENCIA TÉRMICA DE TIPO ABRAZADERA
Daniel Izquierdo Mateu
98
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
9.7 TERMOPAR TIPO J
Daniel Izquierdo Mateu
99
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
100
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
101
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
PLIEGO DE CONDICIONES
Daniel Izquierdo Mateu
102
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
1 ALCANCE ................................................................................................................ 104
2 CARACTERÍSTICAS GENERALES ................................................................................ 104
3 ESPECIFICACIONES TÉCNICAS DE LOS MATERIALES .................................................. 104
4 ESPECIFICACIONES DE PRODUCCIÓN....................................................................... 104
5 ESPECIFICACIONES DE COMPRA O FABRICACIÓN DE COMPONENTES ...................... 105
6 PROCESO DE MONTAJE Y AJUSTE............................................................................ 105
7 SEGURIDAD ............................................................................................................ 105
8 CONDICIONES DE USO Y MANTENIMIENTO............................................................. 107
9 PLIEGO DE CONDICIONES TÉCNICAS PARTICULARES. ............................................... 107
Daniel Izquierdo Mateu
103
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
1 ALCANCE
El contenido de este apartado tiene como objetivo definir y especificar las condiciones
técnicas, económicas y legales que engloba el producto, con la finalidad de que el proyecto
pueda llevarse a cabo de manera correcta.
2 CARACTERÍSTICAS GENERALES
La máquina ocupa de largo 1.142 metros.
La anchura máxima es de 18 cm.
La altura máxima es de 21 cm.
Su peso total es de 22.350 kg
3 ESPECIFICACIONES TÉCNICAS DE LOS MATERIALES
Para la tolva y el tocho, que contiene la primera parte de la camisa, se utiliza acero inoxidable
304, y para los elementos de unión, como los anillos de fijación se emplea acero AISI 4140.
El cilindro se fabrica de acero al carbono y se le aplica un tratamiento superficial de
nitruración, mejorando su resistencia frente a abrasión y aportando una resistencia frente a
corrosión notable. Por último, se le aplica un granallado, mediante shoot penning.
Para la fabricación del husillo se emplea acero de 1.15% cromo y 0.2% molibdeno; se
mecaniza en primer lugar el filete junto con el resto de rebajes y la chaveta, seguidamente se
aplica un tratamiento térmico por cementación, se sumerge la pieza en aceite y se le aplica
un tratamiento de revenido, el tiempo y temperaturas están detalladas en la memoria.
4 ESPECIFICACIONES DE PRODUCCIÓN
En cuanto a los acabados y la calidad de las piezas fabricadas, será labor del diseñador comprobar que
las piezas están dentro de los estándares de calidad del proyecto, dando el visto bueno para el
posterior ensamblaje de las mismas.
En caso de que las piezas no se ajusten a las dimensiones y tolerancias establecidas por los planos
serán rechazadas y fabricadas de nuevo hasta su correcto mecanizado.
Daniel Izquierdo Mateu
104
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
El personal que ejecute el mecanizado de las piezas habrá de usar en todo momento equipo de
protección individual (EPI), para garantizar su seguridad.
5 ESPECIFICACIONES DE COMPRA O FABRICACIÓN DE COMPONENTES
Las piezas, sensores o componentes que se compren deben ajustarse a los estándares de
calidad del proyecto, en caso contrario, se rechazará y se comprará otro de mejores
prestaciones.
Todos los elementos comprados deberán tener marcado CE y contraseña de homologación
europea, con una garantía mínima de 6 meses y con servicio de postventa, para la resolución
de posibles complicaciones que puedan aparecer durante su instalación.
6 PROCESO DE MONTAJE Y AJUSTE
Si durante el proceso de montaje se detecta que alguno de los componentes está desgastado
o en mal estado se procederá a su sustitución. En el caso de que el componente forme parte
de los elementos de unión o tornillería, bajo ningún concepto se continuara con la instalación,
ya que la puesta en marcha de la máquina, en esas condiciones, podría dañar seriamente
otros componentes de la máquina.
Para evitar problemas eléctricos o problemas en la composición del material extruido, se debe
hacer un uso de la máquina en un recinto cerrado y bajo unas condiciones de humedad y
temperatura estables y controladas. Con el fin de evitar la entrada de agua o humedad en el
sistema.
7 SEGURIDAD
Cuando se quema el plástico se desprenden unas toxinas realmente dañinas para la salud y
es por eso que se debe mantener una distancia prudencial con la máquina extrusora o en caso
de tener que manipularla o comprobar datos mientras está en funcionamiento, se deberá
hacer con las medidas de seguridad oportunas.
Entre los plásticos más perjudiciales para la salud, se encuentra el PVC, el cual, al quemarse
libera partículas que incrementan la posibilidad de padecer alteraciones genéticas que
inducen al cáncer, problemas reproductivos y daños en el sistema inmunológico.
Daniel Izquierdo Mateu
105
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
El humo que desprende un material plástico al quemarse está compuesto por COV
(compuestos orgánicos volátiles) y estos compuestos están clasificados como dañinos para la
salud y han de tomarse una serie de recomendaciones. Ya que entre sus síntomas se
encuentran la irritación de los ojos, nariz y pulmones. Y si la exposición es prolongada podría
derivar en cáncer o enfermedades varias.
El siguiente gráfico muestra la cantidad de partículas nocivas para la salud recogidas durante
la fundición de diferentes polímeros. En él se puede apreciar que el ABS destaca con
diferencia sobre el resto, generando una cantidad de humo de 1000 miligramos por metro
cúbico, casi el doble del polímero posicionado en segundo lugar, PS.
Figura 1-Cantidad de sustancias nocivas al quemarse diferentes polímeros
Durante el proceso de extrusión, estos gases se localizan o tienen como vía de escape, la tolva,
debido a las pequeñas holguras que hay entre los filetes del husillo y la cara interna de la
camisa, y a través de la boquilla junto con el material fundido.
Así pues, se han de tomar varias medidas como; la instalación de un sistema de extracción y
filtrado de humos y el uso de una mascarilla con filtros de carbono, en caso de estar
manipulando la máquina durante su funcionamiento.
Consejos de uso de la máquina:
- En caso de querer introducir plástico reciclado, se debe lavar el material para remover
las posibles impurezas o productos químicos aplicados en estos, ya que al quemarse
podrían incrementar enormemente la nocividad de los humos.
- No usar máscara para el polvo, sino máscara con filtros de carbono y asegurar su
fijación y estanqueidad.
- Cuando se trabaje con ABS o PS, asegurarse de portar una máscara de gas y tener una
correcta ventilación en la sala.
- Siempre que sea posible, tratar de fundir material a la menor temperatura posible y
durante el máximo periodo de tiempo, para conseguir un mejor mezclado y evitar
quemar el material, debido a temperaturas demasiado elevadas.
Daniel Izquierdo Mateu
106
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
- Mantenerse alejado de la máquina, mientras esté trabajando, al menos una distancia
de 2 metros.
- Si se presentan síntomas de irritación o dificultad respiratoria, salir de la habitación a
un espacio abierto con aire limpio.
- Nunca se deben fundir plásticos diferentes al mismo tiempo, ya que tienen
temperaturas de fundición diferentes y uno se acabaría quemando y produciendo
gases nocivos.
8 CONDICIONES DE USO Y MANTENIMIENTO
La máquina extrusora monohusillo se ha diseñado específicamente para la extrusión de ABS,
tanto virgen, como reciclado. Se recomiendan una serie de valores para la fabricación de
estos materiales, y el fabricante no se hace cargo de los posibles desperfectos que se
puedan ocasionar en experimentaciones fuera de estos rangos recomendados, que puedan
derivar en el desgaste o rotura de los componentes.
Siempre que se realice la extrusión de cualquier material, se ha de comprobar que todos los
elementos están correctamente atornillados y engrasados, en el caso del rodamiento.
Además, se han de conectar las resistencias para generar un precalentamiento que ahorrará
tiempo de procesado y desperdicio de material.
En caso de que el polímero que se vaya a extruir sea un polímero higroscópico, como en el
caso del ABS, se debe llevar a cabo un proceso de secado antes de introducir la granza en la
tolva de alimentación, siguiendo el tiempo y temperatura recomendado por el fabricante.
Al finalizar el proceso de extrusión se debe dejar en funcionamiento la máquina hasta que
se elimine el último resto de plástico que haya podido entrar en el proceso de extrusión; ya
que, el enfriamiento de éste, podría provocar un emboce a la hora de reiniciar la máquina.
Se recomienda utilizar polímeros de menor densidad cuando finalice un proceso de
extrusión y no se vaya a usar la máquina en un periodo superior a dos días, como podría
ocurrir en el periodo de fin de semana; ya que de este modo conseguimos una mejor
limpieza y purga de los elementos que hayan podido quedar adheridos en el husillo.
9 PLIEGO DE CONDICIONES TÉCNICAS PARTICULARES.
Los productos, equipos y sistemas suministrados deberán cumplir las condiciones que sobre
ellos se especifican en los distintos documentos que componen el Proyecto. Asimismo, sus
calidades serán acordes con las distintas normas que sobre ellos estén publicadas y que
Daniel Izquierdo Mateu
107
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
tendrán un carácter de complementariedad a este apartado del pliego. Tendrán preferencia
en cuanto a su aceptabilidad aquellos materiales que estén en posesión de documento de
idoneidad técnica que avale sus cualidades, emitido por organismos técnicos reconocidos.
Daniel Izquierdo Mateu
108
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
PLANOS
Daniel Izquierdo Mateu
109
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
110
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
111
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
112
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
113
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
114
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
115
Definición de las variables de diseño para una extrusora de plástico monohusillo portátil destinada a la
fabricación de filamento para modelado por deposición de hilo fundido (FDM) y su aplicación a un caso
Daniel Izquierdo Mateu
116
También podría gustarte
- Termodinámica básica para ingenierosDe EverandTermodinámica básica para ingenierosCalificación: 4 de 5 estrellas4/5 (4)
- Diagrama Del Proceso Del CompostDocumento1 páginaDiagrama Del Proceso Del CompostMARIA MUNERAAún no hay calificaciones
- Tesis Diseño Máquina RotomoldeoDocumento111 páginasTesis Diseño Máquina RotomoldeoFernando LindoAún no hay calificaciones
- Paco Yunque en QheshwaDocumento69 páginasPaco Yunque en QheshwaMarcos van Lukaña100% (1)
- CNC LASer 2.0Documento43 páginasCNC LASer 2.0Nando Martinez Sandoval100% (1)
- Influencia de la cavitación sobre el desarrollo del chorro diéselDe EverandInfluencia de la cavitación sobre el desarrollo del chorro diéselAún no hay calificaciones
- Modelado Euleriano de flujo bifásico para el cálculo CFD de chorros diéselDe EverandModelado Euleriano de flujo bifásico para el cálculo CFD de chorros diéselAún no hay calificaciones
- Diseño de estructuras metálicasDocumento103 páginasDiseño de estructuras metálicasBryan Saenz100% (1)
- Modelación y Análisis de Una Base de Columna Rígida Mediante El MEF PDFDocumento104 páginasModelación y Análisis de Una Base de Columna Rígida Mediante El MEF PDFmjAún no hay calificaciones
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredCalificación: 5 de 5 estrellas5/5 (1)
- Preguntas Sobre El Documental BarakaDocumento5 páginasPreguntas Sobre El Documental BarakaMaria Paula Gutierrez Jacobo0% (1)
- MI4-206 Esc-Pn MP de Caballería PDFDocumento342 páginasMI4-206 Esc-Pn MP de Caballería PDFEugenio Garcés Bonet100% (1)
- Ficha Valor Posicional para Tercero de PrimariaDocumento7 páginasFicha Valor Posicional para Tercero de PrimariaCinthia Alvarado100% (1)
- Diseño de experimentos. Estrategias y análisis en ciencias e ingenieríasDe EverandDiseño de experimentos. Estrategias y análisis en ciencias e ingenieríasAún no hay calificaciones
- Op Art-Arte CineticoDocumento31 páginasOp Art-Arte CineticoCristian Quispe Ccallo100% (2)
- Guías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasDe EverandGuías educativas: para el procesamiento, caracterización y aplicaciones de recubrimientos-capas delgadasAún no hay calificaciones
- Evitando estereotipos y prejuiciosDocumento9 páginasEvitando estereotipos y prejuiciosMilagros Castillo SeminarioAún no hay calificaciones
- 06 La Decena Matematica Primero de PrimariaDocumento5 páginas06 La Decena Matematica Primero de Primariadanycata84Aún no hay calificaciones
- Circuitos Integrados Digitales CMOS: Análisis y DiseñoDe EverandCircuitos Integrados Digitales CMOS: Análisis y DiseñoAún no hay calificaciones
- Istram Ispol Obra LinealDocumento684 páginasIstram Ispol Obra LinealJorge Manosalva100% (2)
- MK José Alejandro López Leyva 2012Documento103 páginasMK José Alejandro López Leyva 2012Lobsang Kevyn HCAún no hay calificaciones
- 2021 JuanvillalobosDocumento90 páginas2021 Juanvillalobosandresf.nocobeAún no hay calificaciones
- TGT 1316Documento77 páginasTGT 1316Hans Asto BozaAún no hay calificaciones
- TesisDocumento149 páginasTesisCivil OzzAún no hay calificaciones
- Informe de Extrusora PETDocumento41 páginasInforme de Extrusora PETJosé RomeraAún no hay calificaciones
- Recomendaciones para El Uso de Fibras Como Reemplazo Parcial de Armadura en Casas de Hormigon PDFDocumento115 páginasRecomendaciones para El Uso de Fibras Como Reemplazo Parcial de Armadura en Casas de Hormigon PDFfrancisco villanuevaAún no hay calificaciones
- SpaceDocumento52 páginasSpaceAlejo AgudeloAún no hay calificaciones
- Diseño de Mecanismos (1) 1montesDocumento26 páginasDiseño de Mecanismos (1) 1montesJohn WickAún no hay calificaciones
- Conformado de PLÁSTICOS PDFDocumento54 páginasConformado de PLÁSTICOS PDFjuan miguel calzada100% (1)
- Pastilla de FrenoDocumento167 páginasPastilla de Frenoadri7_05Aún no hay calificaciones
- Nada Eduardo - DiezDocumento160 páginasNada Eduardo - DiezJavierAún no hay calificaciones
- PIM - Entrega Final - TOMI, Federico PDFDocumento86 páginasPIM - Entrega Final - TOMI, Federico PDFFederico TomiAún no hay calificaciones
- Diseño de Un Sistema de Corte LongitudinalDocumento167 páginasDiseño de Un Sistema de Corte Longitudinalleonel perezAún no hay calificaciones
- Diseño de Una Obra de Excedencias para Su Implementación en Un LaboratorioDocumento61 páginasDiseño de Una Obra de Excedencias para Su Implementación en Un LaboratorioCamilaAún no hay calificaciones
- TFM - Cobos Maldonado, C.M.Documento59 páginasTFM - Cobos Maldonado, C.M.Viviana RodriguezAún no hay calificaciones
- TFG I 1489Documento86 páginasTFG I 1489Juan Carlos Quispe CharaAún no hay calificaciones
- Desarrollo de Un Prototipo de Brazo Robótico - Daniel Osorio C - VersiónFinal - PG PDFDocumento86 páginasDesarrollo de Un Prototipo de Brazo Robótico - Daniel Osorio C - VersiónFinal - PG PDFDANIEL OSORIO CARDENASAún no hay calificaciones
- Diseno Fabtroquel ORDENADODocumento0 páginasDiseno Fabtroquel ORDENADOJavier OrzcoAún no hay calificaciones
- 02 Luis Fernandez Ruiz MoronDocumento366 páginas02 Luis Fernandez Ruiz MoronMiguel Matias ReineroAún no hay calificaciones
- Nuevo Proyecto Senati - ActualDocumento54 páginasNuevo Proyecto Senati - ActualRobert Alexander Calva RuidiasAún no hay calificaciones
- Monografia Estribos en PuentesDocumento56 páginasMonografia Estribos en PuentesMejia Elvis50% (2)
- Juan Felipe GonzálezDocumento71 páginasJuan Felipe GonzálezMiguel RobalinoAún no hay calificaciones
- Spartan 3Documento109 páginasSpartan 3Javier RivasAún no hay calificaciones
- TFG Ana Martinez DiazDocumento109 páginasTFG Ana Martinez DiazANAHI ALVARADO TOLENETINOAún no hay calificaciones
- UntitledDocumento110 páginasUntitledJesus SojoAún no hay calificaciones
- FlexiDocumento67 páginasFlexiLucasAún no hay calificaciones
- Documento Final Opción de GradoDocumento151 páginasDocumento Final Opción de GradoHernando Torres IbarraAún no hay calificaciones
- Modelamiento pandeo local vigas aceroDocumento94 páginasModelamiento pandeo local vigas acerojfchavezbAún no hay calificaciones
- Escuela Politécnica Superior de Jaén Departamento de InformáticaDocumento275 páginasEscuela Politécnica Superior de Jaén Departamento de InformáticaDania HernándezAún no hay calificaciones
- Tesis Titulacion - 2021Documento79 páginasTesis Titulacion - 2021Yhoe N. Ortiz TrujilloAún no hay calificaciones
- Monografia de Estrivos de PuentesDocumento57 páginasMonografia de Estrivos de PuentesMarycielo MLAún no hay calificaciones
- Delgado - Tesis Brazo TelescopicoDocumento152 páginasDelgado - Tesis Brazo TelescopicoHENRY LLOFREL CORREA LOPEZAún no hay calificaciones
- Black Litterman - Analisis Costo BenificioDocumento60 páginasBlack Litterman - Analisis Costo BenificioMarcial VegaAún no hay calificaciones
- TFG I 2022Documento115 páginasTFG I 2022CamiloZapataAún no hay calificaciones
- Bobina de Tesla repotenciadaDocumento75 páginasBobina de Tesla repotenciadaHans Asto BozaAún no hay calificaciones
- Alicia Oliver RamirezDocumento386 páginasAlicia Oliver RamirezcaprionAún no hay calificaciones
- CEM108992Documento137 páginasCEM108992jose guadalupeAún no hay calificaciones
- TFG I 1977Documento183 páginasTFG I 1977Naim RejalAún no hay calificaciones
- Tesis - Ramos - Hernanz - Jose AntonioDocumento224 páginasTesis - Ramos - Hernanz - Jose AntonioIrene GuijarroAún no hay calificaciones
- Universidad Autónoma de Nuevo León: Facultad de Ingeniería Mecánica Y EléctricaDocumento184 páginasUniversidad Autónoma de Nuevo León: Facultad de Ingeniería Mecánica Y Eléctricanico toscano0% (1)
- Diseño y Simulación de Un Molde de Inyección de PlásticoDocumento32 páginasDiseño y Simulación de Un Molde de Inyección de PlásticoFernando Maldonado PáezAún no hay calificaciones
- UPDS1Documento33 páginasUPDS1mateoAún no hay calificaciones
- Informe PMF - G5 - Impulsor de CompresorDocumento34 páginasInforme PMF - G5 - Impulsor de CompresorSergio RosalesAún no hay calificaciones
- U Los AndesDocumento46 páginasU Los AndesFelipe Alberto Varela RomeroAún no hay calificaciones
- Prácticas de laboratorio de Dibujo Mecánico DMEN+De EverandPrácticas de laboratorio de Dibujo Mecánico DMEN+Aún no hay calificaciones
- Posturas de Fuerza en El TrabajoDocumento3 páginasPosturas de Fuerza en El TrabajoDaniel Izquierdo MateuAún no hay calificaciones
- Estudio de Un Mecanismo de 4 Barras para Transporte de CristalesDocumento76 páginasEstudio de Un Mecanismo de 4 Barras para Transporte de CristalesDaniel Izquierdo MateuAún no hay calificaciones
- Resguardos y Componentes de Seguridad para MáquinasDocumento13 páginasResguardos y Componentes de Seguridad para MáquinasDaniel Izquierdo MateuAún no hay calificaciones
- Sistemas de Guiado Sobre PatinesDocumento17 páginasSistemas de Guiado Sobre PatinesDaniel Izquierdo MateuAún no hay calificaciones
- Las Reacciones Psicofisiológicas en Los Colores-Pérez López Andrea VictoriaDocumento8 páginasLas Reacciones Psicofisiológicas en Los Colores-Pérez López Andrea VictoriaandreavpeloAún no hay calificaciones
- Resumen de Variación Del Coeficiente de Rugosidad Ks en Tuberías Instaladas Por El Método de PipejackingDocumento5 páginasResumen de Variación Del Coeficiente de Rugosidad Ks en Tuberías Instaladas Por El Método de PipejackingMelissa GuerraAún no hay calificaciones
- Creación de Capacidades ODS-17Documento7 páginasCreación de Capacidades ODS-17Víctor A. SantosAún no hay calificaciones
- TerDocumento10 páginasTerAndreaAún no hay calificaciones
- Ejemplo Auditoria ErgonómicaDocumento12 páginasEjemplo Auditoria ErgonómicaMax75Aún no hay calificaciones
- Transferencias intergubernamentalesDocumento12 páginasTransferencias intergubernamentalesLuisa GutierrezAún no hay calificaciones
- Hager Tarifa 918 Distribución de La Energía y Gestión Del CableadoDocumento400 páginasHager Tarifa 918 Distribución de La Energía y Gestión Del CableadoVEMATELAún no hay calificaciones
- Monitoreo-Y-Medicion Politica Integral Economia NaranjaDocumento26 páginasMonitoreo-Y-Medicion Politica Integral Economia NaranjalibardoAún no hay calificaciones
- Analisis Foda: Fortalezas AmenazasDocumento2 páginasAnalisis Foda: Fortalezas AmenazasJacquelin Andrea Corado BautistaAún no hay calificaciones
- Catálogo de Productos RUKA HOUSE STORE-4Documento11 páginasCatálogo de Productos RUKA HOUSE STORE-4ernesto alonsoAún no hay calificaciones
- Espacios Moduli de Haces Vectoriales y Parejas de Tipo (N, D, K)Documento59 páginasEspacios Moduli de Haces Vectoriales y Parejas de Tipo (N, D, K)jhon franklinAún no hay calificaciones
- Vivitos y ColeandoDocumento197 páginasVivitos y ColeandoFran AragónAún no hay calificaciones
- Aplicaciones Del Grafeno KARIDocumento4 páginasAplicaciones Del Grafeno KARIKarina XimenaAún no hay calificaciones
- PD Calor y Temperatura 2017-II-1Documento2 páginasPD Calor y Temperatura 2017-II-1Carlos Caruajulca Tiglla50% (2)
- 1s1 Diodos y Rectificadores Apuntes Parte1Documento5 páginas1s1 Diodos y Rectificadores Apuntes Parte1goku saiyanAún no hay calificaciones
- Practica 1 BiocaDocumento7 páginasPractica 1 BiocaVAZQUEZ GOMEZ DEL VILLAR MICHELLEAún no hay calificaciones
- Practica #1 A.V.TDocumento3 páginasPractica #1 A.V.TJuan LaurenteAún no hay calificaciones
- Adquisición yeso estadio UrubambaDocumento4 páginasAdquisición yeso estadio UrubambaSharon LeivaAún no hay calificaciones
- Ingeniería Clínica en Latinoamérica SOMIB 27 Sept. 2016Documento49 páginasIngeniería Clínica en Latinoamérica SOMIB 27 Sept. 2016luisherdanAún no hay calificaciones
- Evaluación de La Unidad 4Documento5 páginasEvaluación de La Unidad 4Lucy Mar100% (1)
- Cuadro SinopticoDocumento3 páginasCuadro SinopticoYessy CalderonAún no hay calificaciones
- PDF-U2-PDD A Feb 2023 - CompressedDocumento13 páginasPDF-U2-PDD A Feb 2023 - Compressedalejandra aguirreAún no hay calificaciones
- Conclusiones, Recomendaciones, Referencias y AnexosDocumento17 páginasConclusiones, Recomendaciones, Referencias y AnexosAlith ARAún no hay calificaciones