También podría gustarte
- Deformación Volumétrica Extrusion CPEL 2022M3Documento22 páginasDeformación Volumétrica Extrusion CPEL 2022M3Giuliana Sicha TenorioAún no hay calificaciones
- Extrusion 20182Documento25 páginasExtrusion 20182melisamontoyaAún no hay calificaciones
- UNIDAD 3 PROCESOS DE DEFORMACIÓN PLÁSTICA. Tema EXTRUSIÓN (III)Documento26 páginasUNIDAD 3 PROCESOS DE DEFORMACIÓN PLÁSTICA. Tema EXTRUSIÓN (III)IVAN ANDRES CORTES CASTROAún no hay calificaciones
- ExtrusionDocumento12 páginasExtrusionPablo FdezAún no hay calificaciones
- 02 - Perforacion RotopercutivaDocumento32 páginas02 - Perforacion Rotopercutivaflo696869100% (1)
- 2.9 SPTF (Deformación-Extrusión) (13L)Documento20 páginas2.9 SPTF (Deformación-Extrusión) (13L)María AlmeidaAún no hay calificaciones
- ExtrusionDocumento18 páginasExtrusioncristianAún no hay calificaciones
- 13 ExtrusionDocumento46 páginas13 ExtrusionrodrigoAún no hay calificaciones
- Extrusión DirectaDocumento11 páginasExtrusión DirectaHel Resendiz0% (1)
- Resumen Defor PDFDocumento1 páginaResumen Defor PDFMarco Antonio Soto SonccoAún no hay calificaciones
- Procesos de Extruccion e InyeccionDocumento27 páginasProcesos de Extruccion e InyeccionMILLER JAVIER OCAMPO GOMEZAún no hay calificaciones
- Tema 3.3 - Procesos de Deformacion Volumétrica - Extrusión - EstiradoDocumento25 páginasTema 3.3 - Procesos de Deformacion Volumétrica - Extrusión - EstiradoMaxwell RodriguezAún no hay calificaciones
- Clase Magistral Extrusic3b3nDocumento30 páginasClase Magistral Extrusic3b3nJosueValdiviaAún no hay calificaciones
- 06 Extrusión de MetalesDocumento10 páginas06 Extrusión de MetalesfatamariAún no hay calificaciones
- ForjadoDocumento10 páginasForjadoEmilio GarcíaAún no hay calificaciones
- Procesos de Extrusión: ResumenDocumento5 páginasProcesos de Extrusión: Resumen220193 JOSE ORLANDO HERRERA ESPINOZAAún no hay calificaciones
- EXTRUSIONDocumento15 páginasEXTRUSIONCharli Garcia TorresAún no hay calificaciones
- MPM ExtrusionDocumento34 páginasMPM ExtrusionHantory CamusAún no hay calificaciones
- Tema 5Documento85 páginasTema 5Kevin RodriguezAún no hay calificaciones
- Cap 15Documento10 páginasCap 15Andres ReinoAún no hay calificaciones
- Tema 7. Extrusión y Trefilado de MetalesDocumento86 páginasTema 7. Extrusión y Trefilado de MetalesAndrea Agreda SejasAún no hay calificaciones
- S13.Conformado Polímeros Inyección21-1Documento10 páginasS13.Conformado Polímeros Inyección21-1Paolo Chavez CernaAún no hay calificaciones
- Introducción A La Ingeniería de FabricaciónDocumento32 páginasIntroducción A La Ingeniería de Fabricaciónmatina14Aún no hay calificaciones
- Aguilar Quicha FlorentinoDocumento5 páginasAguilar Quicha FlorentinoTino Aguilar QuichaAún no hay calificaciones
- Balistica de EfectoprofDocumento13 páginasBalistica de EfectoprofDiegoFernandoQuinteroMarmolejoAún no hay calificaciones
- ExtrusionDocumento38 páginasExtrusionSantiago Bonilla100% (1)
- UPN - P&V. - Clase 07 Perforacion A Percusion Percussive Drilling (EC) PDFDocumento70 páginasUPN - P&V. - Clase 07 Perforacion A Percusion Percussive Drilling (EC) PDFGerson SmithAún no hay calificaciones
- Procdef PR8 21 - 2Documento12 páginasProcdef PR8 21 - 2Oscar UribeAún no hay calificaciones
- Trabajo Inv. 2-3er ParcialDocumento18 páginasTrabajo Inv. 2-3er ParcialWilfredo CondoriAún no hay calificaciones
- Tecnología de Los Procesos de Conformado de PolímerosDocumento90 páginasTecnología de Los Procesos de Conformado de PolímerosGabriel CamaAún no hay calificaciones
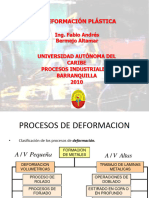
- Presentación Procesos de Deformación Plastica VolumétricaDocumento49 páginasPresentación Procesos de Deformación Plastica VolumétricaFabio Andres Bermejo AltamarAún no hay calificaciones
- Extrusion y TrefiladoDocumento50 páginasExtrusion y TrefiladoOscar Jimenez100% (1)
- Perforacion y Voladura I-Tema - 05Documento34 páginasPerforacion y Voladura I-Tema - 05BenjaminRamosAún no hay calificaciones
- DEFECTOS EN PRODUCTOS EXTRUIDOS 3 ExpoDocumento17 páginasDEFECTOS EN PRODUCTOS EXTRUIDOS 3 ExpoShirley Alexa Ortega MojicaAún no hay calificaciones
- ExtrusionDocumento12 páginasExtrusionJHOAN LEONARDO MONTEJO RINCONAún no hay calificaciones
- Cementación PrimariaDocumento6 páginasCementación PrimariaYoshoa EstebanAún no hay calificaciones
- Sesion 04 Pi - ExtrusionDocumento23 páginasSesion 04 Pi - ExtrusionDanna Veliz HuangalAún no hay calificaciones
- TP4 IM2 2020 Deformacion VolumetricaDocumento7 páginasTP4 IM2 2020 Deformacion VolumetricaMartin GiovanellaAún no hay calificaciones
- ExtrusionDocumento21 páginasExtrusionMaria Molina GaviriaAún no hay calificaciones
- Unidad 3 Trituracion y MoliendaDocumento106 páginasUnidad 3 Trituracion y Moliendajose lópez100% (1)
- Moldeo Por ExtrusiónDocumento22 páginasMoldeo Por ExtrusiónVasquez Aguilera DanteAún no hay calificaciones
- Estirado YestrusionDocumento22 páginasEstirado YestrusionArnaldo Carlos Guevara TicllaAún no hay calificaciones
- Extrusin Casi ListoDocumento24 páginasExtrusin Casi ListoAsly NohemiAún no hay calificaciones
- ExtrusionDocumento10 páginasExtrusionnelsondrAún no hay calificaciones
- Proceso de ExtrusiónDocumento9 páginasProceso de ExtrusiónOfir Elieser RamosAún no hay calificaciones
- Extrusion 2020Documento11 páginasExtrusion 2020Carlos Outten PadillaAún no hay calificaciones
- Prevencion de Fallas Carga de Variable p2Documento10 páginasPrevencion de Fallas Carga de Variable p2Carlos Correa FloreAún no hay calificaciones
- Deformacion Volumetrica Laminado 2022 2Documento33 páginasDeformacion Volumetrica Laminado 2022 2Giuliana Sicha TenorioAún no hay calificaciones
- Extrusión y Estirado de Metales.Documento17 páginasExtrusión y Estirado de Metales.Mario MolinaAún no hay calificaciones
- Procesos de Deformacion - PRMDocumento26 páginasProcesos de Deformacion - PRMEzequiel GutiérrezAún no hay calificaciones
- Tema 14-MG - Labores MinerasDocumento66 páginasTema 14-MG - Labores MinerasElkin Gabriel PerezAún no hay calificaciones
- ExtrusiónDocumento14 páginasExtrusiónEduardo GarcíaAún no hay calificaciones
- Esfuerzos CortantesDocumento56 páginasEsfuerzos CortantesJulio UmerezAún no hay calificaciones
- Preguntas Exam Ingeniería EconómicaDocumento8 páginasPreguntas Exam Ingeniería EconómicaDecksAún no hay calificaciones
- GrassDocumento1 páginaGrassDecksAún no hay calificaciones
- Termodinamica-Calor-Ing - Industrial-Fisica IiDocumento169 páginasTermodinamica-Calor-Ing - Industrial-Fisica IiDecksAún no hay calificaciones
- Cap 6 - Calor TemperaturaDocumento47 páginasCap 6 - Calor TemperaturaDecksAún no hay calificaciones
- INFORME 6 Deformacion PlasticaDocumento22 páginasINFORME 6 Deformacion PlasticaCesar Imba AAún no hay calificaciones
- Semana 3 Solucionario de EjemplosDocumento7 páginasSemana 3 Solucionario de EjemplosDecksAún no hay calificaciones
- Lecture 04 - Ejemplos (Resuelto)Documento6 páginasLecture 04 - Ejemplos (Resuelto)Decks100% (1)
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocumento16 páginasManual de Programacion Torno CNC Con Fanuc Series 0iJorge Robles100% (3)
- Semana 4 CONFORMADO DE PRODUCTOS - PARAMETROSDocumento9 páginasSemana 4 CONFORMADO DE PRODUCTOS - PARAMETROSDecksAún no hay calificaciones
- Caso 2 TornoDocumento1 páginaCaso 2 TornoDecksAún no hay calificaciones
- Dirigida de CNCDocumento4 páginasDirigida de CNCDecksAún no hay calificaciones
- 1ra Dirigida Torno Procesos de Fabricacion 20201Documento3 páginas1ra Dirigida Torno Procesos de Fabricacion 20201DecksAún no hay calificaciones
- Semana 2 LABO2 - INTROD.-METROLOGIA-TEORIADocumento9 páginasSemana 2 LABO2 - INTROD.-METROLOGIA-TEORIADecksAún no hay calificaciones
- Semana 5 - DEFORMACION PLASTICADocumento12 páginasSemana 5 - DEFORMACION PLASTICADecksAún no hay calificaciones
- Dap Metodo ActualDocumento2 páginasDap Metodo ActualDecksAún no hay calificaciones
- Desarrollo UMLDocumento184 páginasDesarrollo UMLDecksAún no hay calificaciones
- Semana 3 Economía MecanizadoDocumento14 páginasSemana 3 Economía MecanizadoDecksAún no hay calificaciones
- Metrologia MICROMETRO LaboratorioDocumento19 páginasMetrologia MICROMETRO LaboratorioLev21Aún no hay calificaciones
- Semana 3 Labo3-Metrologia VernierDocumento11 páginasSemana 3 Labo3-Metrologia VernierDecksAún no hay calificaciones
- Sesión 1 - Logística y SCMDocumento38 páginasSesión 1 - Logística y SCMDecksAún no hay calificaciones
- TornoDocumento23 páginasTornoDecksAún no hay calificaciones
- 1 Intro ISDocumento39 páginas1 Intro ISJPabloCLeoAún no hay calificaciones
- MetrologiaDocumento42 páginasMetrologiaDecksAún no hay calificaciones
- Metodología EmpleadaDocumento17 páginasMetodología EmpleadaDecksAún no hay calificaciones
- Cap8 1-6Documento10 páginasCap8 1-6DecksAún no hay calificaciones
- Practica ErgonomíaDocumento2 páginasPractica ErgonomíaDecksAún no hay calificaciones
- Ejercicios Besterfield Capitulo 2Documento7 páginasEjercicios Besterfield Capitulo 2DecksAún no hay calificaciones
- Proceso RigatoniDocumento6 páginasProceso RigatoniDecksAún no hay calificaciones
- Normas Tecnicas de Calidad Comp QuimicoDocumento3 páginasNormas Tecnicas de Calidad Comp QuimicoDecksAún no hay calificaciones
- Tabla de Suplementos OIT-040325Documento1 páginaTabla de Suplementos OIT-040325Enrique EspinozaAún no hay calificaciones
- Ensayos en SoldaduraDocumento23 páginasEnsayos en SoldadurabrayanAún no hay calificaciones
- Tipo de Ejercicios Deformaciones PequeñasDocumento7 páginasTipo de Ejercicios Deformaciones Pequeñasabelkrusnik02Aún no hay calificaciones
- Flotación Selectiva InformeDocumento9 páginasFlotación Selectiva InformeGracce VilcaAún no hay calificaciones
- Diseño de Puente Tipo Viga Losa: Datos: SobrecargasDocumento390 páginasDiseño de Puente Tipo Viga Losa: Datos: SobrecargasLuisEduardoBorborVasquezAún no hay calificaciones
- Clase 4 CubDocumento13 páginasClase 4 CubNicolas GomezAún no hay calificaciones
- A 5. E III T: Ctividad Jercicios Sobre Estimación Por Intervalos Amaño de MuestraDocumento5 páginasA 5. E III T: Ctividad Jercicios Sobre Estimación Por Intervalos Amaño de Muestracitlali sanchezAún no hay calificaciones
- S01.s1 - Resolver EjerciciosDocumento1 páginaS01.s1 - Resolver EjerciciosPARAOO SIN POLO P’E CHINOOOAún no hay calificaciones
- S15.s1 - MaterialDocumento13 páginasS15.s1 - Materialmedali riveraAún no hay calificaciones
- Reporte de La Practica 1 - EQUIPO 3Documento14 páginasReporte de La Practica 1 - EQUIPO 3Julieta Macías DelgadoAún no hay calificaciones
- Exercicios Efecto Fotoelectrico-Espectros Atómicos-Bohr-De BoglieDocumento3 páginasExercicios Efecto Fotoelectrico-Espectros Atómicos-Bohr-De BoglieViqui R.Aún no hay calificaciones
- Tutoriales Del Curso Dinamica de Fluidos Computacional Con OpenFOAMDocumento37 páginasTutoriales Del Curso Dinamica de Fluidos Computacional Con OpenFOAMJulian Rojas RamirezAún no hay calificaciones
- Unidad 4 Redes 2Documento52 páginasUnidad 4 Redes 2Eleazar Osorio PardoAún no hay calificaciones
- Intervalos e Inecuaciones LinealesDocumento12 páginasIntervalos e Inecuaciones Linealesluhuerta4567Aún no hay calificaciones
- Taller de Ley de OhmDocumento3 páginasTaller de Ley de Ohmzapata brandonAún no hay calificaciones
- Derivadas de Funciones Trigonomètricas Directas e InversasDocumento2 páginasDerivadas de Funciones Trigonomètricas Directas e InversasEstebanAún no hay calificaciones
- Aprendizaje Experimental-Fisica II (Principio de Pascal.)Documento3 páginasAprendizaje Experimental-Fisica II (Principio de Pascal.)abigailfernandez085Aún no hay calificaciones
- Ruíz López Fernando Aristeo.P32Documento14 páginasRuíz López Fernando Aristeo.P32marianaAún no hay calificaciones
- Norma Cadafe - Cables de ControlDocumento12 páginasNorma Cadafe - Cables de Controlbasilio1aAún no hay calificaciones
- T5 SelectividadDocumento3 páginasT5 SelectividadAntonio LechugaAún no hay calificaciones
- AgroDocumento4 páginasAgroNilda Arias CastilloAún no hay calificaciones
- I Bimestre - 2013Documento79 páginasI Bimestre - 2013Frans Bruss Flores VallesAún no hay calificaciones
- 10 Process Data - ESPDocumento14 páginas10 Process Data - ESPMiguel RomeroAún no hay calificaciones
- 2022-08 Flujometria IDocumento13 páginas2022-08 Flujometria IBenjamín RoldánAún no hay calificaciones
- 2.1) Folleto Lesiones Mas Comunes en El Trabajo o Vida Cotidiana y La Importancia de Las Pausas Activas Ga4 230101507 Aa4 Ev01 - RemovedDocumento5 páginas2.1) Folleto Lesiones Mas Comunes en El Trabajo o Vida Cotidiana y La Importancia de Las Pausas Activas Ga4 230101507 Aa4 Ev01 - RemovedLorens Bahamon EspinosaAún no hay calificaciones
- Vectores 1° Parte.Documento7 páginasVectores 1° Parte.yurlenny alvaradoAún no hay calificaciones
- Planificación 2dos. Proyecto 7,8 Parcial 2Documento31 páginasPlanificación 2dos. Proyecto 7,8 Parcial 2Unidad Educativa 2 de AgostoAún no hay calificaciones
- Historia de La ElectricidadDocumento3 páginasHistoria de La ElectricidadanaAún no hay calificaciones
- Estudio de Armonicos en Motores ElectricosDocumento12 páginasEstudio de Armonicos en Motores ElectricosCristian Abel Soncco EspinozaAún no hay calificaciones
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (202)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Homo antecessor: El nacimiento de una especieDe EverandHomo antecessor: El nacimiento de una especieCalificación: 5 de 5 estrellas5/5 (1)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Las Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishDe EverandLas Cinco Leyes Biológicas De La Naturaleza: La Nueva Medicina (Color Edition) SpanishCalificación: 4.5 de 5 estrellas4.5/5 (3)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- SNC - Soporte neurocrítico: De la urgencia a la terapia intensivaDe EverandSNC - Soporte neurocrítico: De la urgencia a la terapia intensivaAún no hay calificaciones
- Liberación del trauma: Perdón y temblor es el caminoDe EverandLiberación del trauma: Perdón y temblor es el caminoCalificación: 4 de 5 estrellas4/5 (4)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Magia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioDe EverandMagia con Bicarbonato de Sodio: Decenas de Remedios y Usos Caseros que te Ahorrarán Dinero y Tiempo Utilizando el Bicarbonato de SodioCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)