También podría gustarte
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Diagrama de OperacionesDocumento16 páginasDiagrama de Operacionesjorge0% (1)
- Ejercicios Propuestos Diagramas Parte IDocumento8 páginasEjercicios Propuestos Diagramas Parte IjuanmanueljuarezAún no hay calificaciones
- Ejecución de fábricas para revestir. EOCB0208De EverandEjecución de fábricas para revestir. EOCB0208Aún no hay calificaciones
- GUIA DE EJERCICIOS DE DIAGRAMAS Procesos y RecorridoDocumento5 páginasGUIA DE EJERCICIOS DE DIAGRAMAS Procesos y Recorridojose PeñaAún no hay calificaciones
- Trabajo Parcial Del Curso de Procesos para IngenieríaDocumento5 páginasTrabajo Parcial Del Curso de Procesos para IngenieríamoisesAún no hay calificaciones
- Acondicionamiento de la superficie y operaciones de secado en productos de carpintería y mueble. MAMD0109De EverandAcondicionamiento de la superficie y operaciones de secado en productos de carpintería y mueble. MAMD0109Aún no hay calificaciones
- Ejercicios Propuestos Diagramas Parte IDocumento11 páginasEjercicios Propuestos Diagramas Parte IAngie PortoAún no hay calificaciones
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- Fabricación bombonas gasDocumento1 páginaFabricación bombonas gasDavid GuangasigAún no hay calificaciones
- Ejecución de bordes de confinamiento y adoquinados. EOCB0209De EverandEjecución de bordes de confinamiento y adoquinados. EOCB0209Aún no hay calificaciones
- Ejercicios de Diagramas de Procesos Ingenieria IndustrialDocumento2 páginasEjercicios de Diagramas de Procesos Ingenieria IndustrialJose Rafael Ramos Chiquillo Jose Ramos0% (1)
- Fabricación de granulados de corcho en plancha. MAMA0309De EverandFabricación de granulados de corcho en plancha. MAMA0309Aún no hay calificaciones
- Ejecicio Dap Dop 1Documento4 páginasEjecicio Dap Dop 1QuirozRojasCesarAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- DIAGRAMA-DE-OPERACIONES EJERCICIOSDocumento7 páginasDIAGRAMA-DE-OPERACIONES EJERCICIOSuriel napoliAún no hay calificaciones
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108De EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Aún no hay calificaciones
- Quiz 1 Estudio Del TrabajoDocumento1 páginaQuiz 1 Estudio Del Trabajozlink RamosAún no hay calificaciones
- Procesos de taller de mangueras, láminas y piezas de repuestoDocumento2 páginasProcesos de taller de mangueras, láminas y piezas de repuestoSthefanie Guerrero SilvaAún no hay calificaciones
- Estudio Del Trabajo I - Tarea5Documento14 páginasEstudio Del Trabajo I - Tarea5Fabrizzio SeclénAún no hay calificaciones
- Práctica Calificada 2 Integrantes:: I. Dop - DapDocumento5 páginasPráctica Calificada 2 Integrantes:: I. Dop - Dapestrella coralAún no hay calificaciones
- Diagrama de Operaciones ResueltoDocumento15 páginasDiagrama de Operaciones ResueltoBrayanRomero100% (3)
- Taller N° 1Documento4 páginasTaller N° 1Alex HerreraAún no hay calificaciones
- Ejercicios PropuestosDocumento8 páginasEjercicios PropuestosGisela Ayala Gamboa0% (1)
- Práctica Calificada 2: I. Dop - DapDocumento2 páginasPráctica Calificada 2: I. Dop - DapCLEMBER CARLOS MIGUEL ZAMBRANO ROBLESAún no hay calificaciones
- Ejercicios DAPDocumento4 páginasEjercicios DAPJAVIER MARTINEZ JUAREZAún no hay calificaciones
- Problemas y Ejercicios #05Documento3 páginasProblemas y Ejercicios #05Esika NicasioAún no hay calificaciones
- Ejercicio Semana 3Documento3 páginasEjercicio Semana 3brenda calderon julcaAún no hay calificaciones
- Practica 03Documento5 páginasPractica 03Cintya Stefany Rivadeneyra BurgosAún no hay calificaciones
- Capitulo 2 Descripcion Del Producto PDFDocumento6 páginasCapitulo 2 Descripcion Del Producto PDFDaniel Ayala MendozaAún no hay calificaciones
- Practica 03Documento7 páginasPractica 03Bryan VergaraAún no hay calificaciones
- Taller Empresas MetalmacroDocumento1 páginaTaller Empresas MetalmacroBernal Jose0% (2)
- Clase - 06 - Actividades Productivas e ImproductivasDocumento38 páginasClase - 06 - Actividades Productivas e ImproductivasYasira Alemàn Laura50% (2)
- Taller de DiagramaciónDocumento2 páginasTaller de DiagramaciónPaola Andrea Rueda TrujilloAún no hay calificaciones
- Proceso elaboración tubos colapsibles aluminioDocumento2 páginasProceso elaboración tubos colapsibles aluminioJimmy ApazaAún no hay calificaciones
- Procedimiento caja condominalDocumento5 páginasProcedimiento caja condominalFrancisco Gómez EchevarríaAún no hay calificaciones
- Diagrama de Flujo de Proceso de Fabricacion de Bolsa de PlasticoDocumento8 páginasDiagrama de Flujo de Proceso de Fabricacion de Bolsa de PlasticoDressed HipsterAún no hay calificaciones
- Procesos elaboración bombonas gasDocumento12 páginasProcesos elaboración bombonas gasMY GAún no hay calificaciones
- Fabricación de ralladoresDocumento10 páginasFabricación de ralladoresJohan Camilo Florez GonzalezAún no hay calificaciones
- Clase 06 Actividades Productivas e ImproductivasDocumento38 páginasClase 06 Actividades Productivas e ImproductivasRosita Trujillo TrujilloAún no hay calificaciones
- Proceso productivo y escalas de producciónDocumento8 páginasProceso productivo y escalas de producciónNESTOR ALEXIS ARAYA AGUILARAún no hay calificaciones
- Ingenieria de Metodos E Instalaciones Industriales (Ii150) PC 1 Ciclo 2020-02-B Profesor: Sección: Duración: IndicacionesDocumento5 páginasIngenieria de Metodos E Instalaciones Industriales (Ii150) PC 1 Ciclo 2020-02-B Profesor: Sección: Duración: IndicacionesFrank Romero HuarangaAún no hay calificaciones
- DISEÑO Y GESTIÓN DE PLANTAS INDUSTRIALES: EJERCICIOS DE DIAGRAMAS DE OPERACIONES Y ACTIVIDADESDocumento3 páginasDISEÑO Y GESTIÓN DE PLANTAS INDUSTRIALES: EJERCICIOS DE DIAGRAMAS DE OPERACIONES Y ACTIVIDADESAsemAún no hay calificaciones
- Descripcion en Prosa y en PasosDocumento2 páginasDescripcion en Prosa y en PasosAngel David100% (1)
- Actividad2 ProcesosDeManufacturaDocumento7 páginasActividad2 ProcesosDeManufacturaMinerva UrbanoAún no hay calificaciones
- Tarea Grupal de Métodos LDocumento25 páginasTarea Grupal de Métodos LFabricio GómezAún no hay calificaciones
- Proceso fabricación polines 7 pasosDocumento2 páginasProceso fabricación polines 7 pasosJonathan Rodriguez EspinozaAún no hay calificaciones
- Estudio de TiemposDocumento4 páginasEstudio de TiemposIsrael M. Condori RochaAún no hay calificaciones
- Parcial I - Ingenieria Industrial (Mecanica)Documento1 páginaParcial I - Ingenieria Industrial (Mecanica)luisAún no hay calificaciones
- Ejercicio 5 y 6Documento7 páginasEjercicio 5 y 6Aleyda AriasAún no hay calificaciones
- Implem. Centro de Acop. para El Beneficiado de Trigo Municipio de Villa Mojocoya (Mojocoya) E15Documento15 páginasImplem. Centro de Acop. para El Beneficiado de Trigo Municipio de Villa Mojocoya (Mojocoya) E15Gustavo SantanderAún no hay calificaciones
- DAP ProblemasDocumento10 páginasDAP Problemasjohnny franklin torres ordinolaAún no hay calificaciones
- Diagrama de Flujo de Proceso de Fabricación de Bolsa de PlásticoDocumento8 páginasDiagrama de Flujo de Proceso de Fabricación de Bolsa de PlásticoMichaell Armas36% (11)
- DESCRIPCION DEL PROCESO DE FABRICACION DE MANDRIL PARA SIERRA 1 (Autoguardado)Documento34 páginasDESCRIPCION DEL PROCESO DE FABRICACION DE MANDRIL PARA SIERRA 1 (Autoguardado)Andrés Sarmiento0% (1)
- Procedimiento de Ahulado Interior de Tanques de Acero Al CarbónDocumento3 páginasProcedimiento de Ahulado Interior de Tanques de Acero Al CarbónArmando IPAún no hay calificaciones
- Memoria Descriptiva Del Sindicato de TrabajadoresDocumento13 páginasMemoria Descriptiva Del Sindicato de TrabajadoresMenghy Linden Blanco AlaniaAún no hay calificaciones
- Empresas de Ropa Maite SDocumento2 páginasEmpresas de Ropa Maite SFrancisco GarridoAún no hay calificaciones
- Diagrama de Flujo de Proceso de Fabricacion de Bolsa de PlasticoDocumento8 páginasDiagrama de Flujo de Proceso de Fabricacion de Bolsa de Plasticosadra76Aún no hay calificaciones
- Mis ApuntesDocumento155 páginasMis ApuntesFrameganAún no hay calificaciones
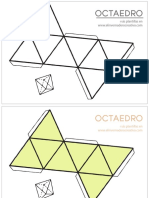
- Octa EdroDocumento2 páginasOcta EdroFrameganAún no hay calificaciones
- Laboratorio de Informática 111Documento62 páginasLaboratorio de Informática 111taniaAún no hay calificaciones
- Práctica #6 - GEOMETRÍA ANALÍTICADocumento6 páginasPráctica #6 - GEOMETRÍA ANALÍTICAFrameganAún no hay calificaciones
- Uml Grupo15 Ferreteria PDFDocumento1 páginaUml Grupo15 Ferreteria PDFFrameganAún no hay calificaciones
- 03 Magnitudes Fisicas I PDFDocumento10 páginas03 Magnitudes Fisicas I PDFAndy SampedroAún no hay calificaciones
- Formato Formulado Diagrama BimanualDocumento3 páginasFormato Formulado Diagrama BimanualFrameganAún no hay calificaciones
- PG 2123Documento212 páginasPG 2123Julian GRAún no hay calificaciones
- 9 Tcnico 1 en Anlisis de Datos PDFDocumento4 páginas9 Tcnico 1 en Anlisis de Datos PDFFrameganAún no hay calificaciones
- Solucion Sintec IndustriaTextil PDFDocumento3 páginasSolucion Sintec IndustriaTextil PDFFrameganAún no hay calificaciones
- 04 - Servicios Web XML PDFDocumento51 páginas04 - Servicios Web XML PDFFrameganAún no hay calificaciones
- APtaller T10219Documento1 páginaAPtaller T10219FrameganAún no hay calificaciones
- Tabaco PapalisaDocumento2 páginasTabaco PapalisaFrameganAún no hay calificaciones
- Solucion Sintec IndustriaTextil PDFDocumento3 páginasSolucion Sintec IndustriaTextil PDFFrameganAún no hay calificaciones
- Do Al Ciudadano - XDocumento49 páginasDo Al Ciudadano - XGary Luna Cuaquira50% (2)
- Ob - Ah.cpe.019.18 Técnico Mantenimiento II LPBDocumento1 páginaOb - Ah.cpe.019.18 Técnico Mantenimiento II LPBFrameganAún no hay calificaciones
- 18 0340-00-835010 1 1 Documento Base de ContratacionDocumento38 páginas18 0340-00-835010 1 1 Documento Base de ContratacionFrameganAún no hay calificaciones
- Proyecto Trecer Parcial Firewall Modelo Sugerencia PDFDocumento8 páginasProyecto Trecer Parcial Firewall Modelo Sugerencia PDFFrameganAún no hay calificaciones
- LINEAMIENTOSDocumento16 páginasLINEAMIENTOSAZAMERAún no hay calificaciones
- Practicas de Configuracion y Verificacion de Las ACLDocumento5 páginasPracticas de Configuracion y Verificacion de Las ACLchernandez_444740Aún no hay calificaciones
- T Espe 048972Documento189 páginasT Espe 048972Daniel GarciaAún no hay calificaciones
- Catalogo SicDocumento12 páginasCatalogo SicJose CencičAún no hay calificaciones
- Planos Molde Final AudifonosDocumento17 páginasPlanos Molde Final AudifonosJohan PeñaAún no hay calificaciones
- Especificaciones AcerosDocumento5 páginasEspecificaciones AcerosSOLO PARA TUS OIDOSAún no hay calificaciones
- Isasmelt/Ausmelt: tecnología para fundición no ferrosa y producción ácido sulfúricoDocumento4 páginasIsasmelt/Ausmelt: tecnología para fundición no ferrosa y producción ácido sulfúricoJosue Manuel Ludeña Estela100% (1)
- Alambre Puas de ADocumento6 páginasAlambre Puas de AJuan Carlos Zabarburu VenturaAún no hay calificaciones
- Tratamientos térmicos de metalesDocumento30 páginasTratamientos térmicos de metalesdookieyasicovAún no hay calificaciones
- Tipos de Industria BásicaDocumento9 páginasTipos de Industria BásicaJazmin Arisbeth Cuervo CruzAún no hay calificaciones
- ESTRUCTURAS METÁLICAS-Parte 1 - Generalidades y Clasificacion SeccionesDocumento24 páginasESTRUCTURAS METÁLICAS-Parte 1 - Generalidades y Clasificacion SeccionesJose FernandezAún no hay calificaciones
- Ficha Tecnica TuberiasDocumento8 páginasFicha Tecnica TuberiasAna María BedoyaAún no hay calificaciones
- Procedimiento Inspeccion Visual de Tanques API 653Documento5 páginasProcedimiento Inspeccion Visual de Tanques API 653Guillermo Arturo Vera AlvarezAún no hay calificaciones
- Catalogo FaguaxDocumento59 páginasCatalogo Faguaxosward joseAún no hay calificaciones
- Corrosión de clavos de hierroDocumento9 páginasCorrosión de clavos de hierroLuisAntonioDavilaZuñigaAún no hay calificaciones
- 1839 Diario de Debates Del SenadoDocumento182 páginas1839 Diario de Debates Del SenadoAngela StevensonAún no hay calificaciones
- Am0273 TDS EsDocumento1 páginaAm0273 TDS EsCristina Hermann BacaAún no hay calificaciones
- Comercializacion de Productos MineralesDocumento27 páginasComercializacion de Productos MineralesErick Alejo PariAún no hay calificaciones
- Cuchillas para TornoDocumento8 páginasCuchillas para TornoEdison Tigmasa50% (2)
- Electrometalurgia y ProcesosDocumento5 páginasElectrometalurgia y Procesosjennhurtados438675% (4)
- Entregable #03Documento6 páginasEntregable #03ccamaiteriAún no hay calificaciones
- VANADIO, Ciencias Ambientales, Recursos de La Tierra - GRAIG, UNEDDocumento1 páginaVANADIO, Ciencias Ambientales, Recursos de La Tierra - GRAIG, UNEDÁngel García AbreuAún no hay calificaciones
- Jose Quijahuaman. Presentación Congreso de Flotación 2018Documento36 páginasJose Quijahuaman. Presentación Congreso de Flotación 2018Luis Katsumoto Huere AnayaAún no hay calificaciones
- Trabajo Parcial - Materiales de ConstrucciónDocumento11 páginasTrabajo Parcial - Materiales de ConstrucciónJhosep BrunoAún no hay calificaciones
- FT-Alma AbiertaDocumento8 páginasFT-Alma Abiertaaion_rebAún no hay calificaciones
- PQR (RCP) N1003 RC P 13 3Documento20 páginasPQR (RCP) N1003 RC P 13 3LU1228Aún no hay calificaciones
- Ejercicios ResistenciaDocumento2 páginasEjercicios ResistenciaLuis BenavidesAún no hay calificaciones
- Metales PesadosDocumento2 páginasMetales PesadosDaffne Paola Rojas Romani100% (2)
- Bombeo Mecanico ParkoDocumento87 páginasBombeo Mecanico ParkoJose GarciaAún no hay calificaciones
- Cotizacion Casa Steel Framing BoyacaDocumento4 páginasCotizacion Casa Steel Framing BoyacaFabian15 TellezAún no hay calificaciones
- TrabajosDocumento9 páginasTrabajoskj67464cs8Aún no hay calificaciones
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (116)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Estructuras de Datos Básicas: Programación orientada a objetos con JavaDe EverandEstructuras de Datos Básicas: Programación orientada a objetos con JavaCalificación: 5 de 5 estrellas5/5 (1)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- El trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoDe EverandEl trading online de una forma sencilla: Cómo convertirse en un inversionista online y descubrir las bases para lograr un trading de éxitoCalificación: 4 de 5 estrellas4/5 (30)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Auditoría de seguridad informática: Curso prácticoDe EverandAuditoría de seguridad informática: Curso prácticoCalificación: 5 de 5 estrellas5/5 (1)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Seguridad e higiene en el trabajo: Un enfoque integralDe EverandSeguridad e higiene en el trabajo: Un enfoque integralAún no hay calificaciones
- AngularJS: Conviértete en el profesional que las compañías de software necesitan.De EverandAngularJS: Conviértete en el profesional que las compañías de software necesitan.Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Guía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackDe EverandGuía De Hacking De Computadora Para Principiantes: Cómo Hackear Una Red Inalámbrica Seguridad Básica Y Pruebas De Penetración Kali Linux Su Primer HackAún no hay calificaciones
- APLICACIONES PRACTICAS CON EXCELDe EverandAPLICACIONES PRACTICAS CON EXCELCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)