También podría gustarte
- 165454sistema de Mantenimiento IndustrialDocumento6 páginas165454sistema de Mantenimiento IndustrialluisAún no hay calificaciones
- El Mantenimiento Preventivo, o Mantenimiento TécnicoDocumento7 páginasEl Mantenimiento Preventivo, o Mantenimiento TécnicoluisAún no hay calificaciones
- Politicas de MantenimientoDocumento8 páginasPoliticas de MantenimientoluisAún no hay calificaciones
- Qué Diferentes Tipos de Mantenimiento Existen en Una EmpresaDocumento3 páginasQué Diferentes Tipos de Mantenimiento Existen en Una EmpresaluisAún no hay calificaciones
- Politicas de MantenimientoDocumento8 páginasPoliticas de MantenimientoluisAún no hay calificaciones
- Las 5 Funciones Básicas de MantenimientoDocumento3 páginasLas 5 Funciones Básicas de MantenimientoluisAún no hay calificaciones
- Planeación y Programación Del MantenimientoDocumento4 páginasPlaneación y Programación Del MantenimientoluisAún no hay calificaciones
- IndicadoresDeGestionDeMantenimiento WilfredoDocumento19 páginasIndicadoresDeGestionDeMantenimiento WilfredoluisAún no hay calificaciones
- Torno NarcisoDocumento19 páginasTorno NarcisoluisAún no hay calificaciones
- Principios de Mantenimiento Industrial y de Instalaciones 1.1Documento2 páginasPrincipios de Mantenimiento Industrial y de Instalaciones 1.1luisAún no hay calificaciones
- Huehqwhd UIWSVHVDocumento1 páginaHuehqwhd UIWSVHVluisAún no hay calificaciones
- Indicadores de Gestion de Mantenimiento en Las InstitucioDocumento17 páginasIndicadores de Gestion de Mantenimiento en Las Instituciojose hurtadoAún no hay calificaciones
- Tipos de Mantenimiento IndustrialDocumento2 páginasTipos de Mantenimiento IndustrialluisAún no hay calificaciones
- Tipos de Mantenimiento IndustrialDocumento2 páginasTipos de Mantenimiento IndustrialluisAún no hay calificaciones
- Indicadoras Casto de Mantenimento NarcisoDocumento12 páginasIndicadoras Casto de Mantenimento NarcisoluisAún no hay calificaciones
- Indicadores de Gestion de Mantenimiento en Las InstitucioDocumento17 páginasIndicadores de Gestion de Mantenimiento en Las Instituciojose hurtadoAún no hay calificaciones
- Indicadores de Gestion de Mantenimiento en Las InstitucioDocumento17 páginasIndicadores de Gestion de Mantenimiento en Las Instituciojose hurtadoAún no hay calificaciones
- Costo de Mantenimiento 2 WilfredoDocumento14 páginasCosto de Mantenimiento 2 WilfredoluisAún no hay calificaciones
- Division Politica TerritorialDocumento8 páginasDivision Politica TerritorialluisAún no hay calificaciones
- Division Politica TerritorialDocumento8 páginasDivision Politica TerritorialluisAún no hay calificaciones
- Carta de RenunciaDocumento1 páginaCarta de RenuncialuisAún no hay calificaciones
- Costo de Mantenimiento WilfredoDocumento8 páginasCosto de Mantenimiento WilfredoluisAún no hay calificaciones
- Las Clases Sociales Venezolanas para El Siglo XixDocumento35 páginasLas Clases Sociales Venezolanas para El Siglo XixluisAún no hay calificaciones
- XvcensoDocumento1 páginaXvcensoluisAún no hay calificaciones
- XvcensoDocumento1 páginaXvcensoluisAún no hay calificaciones
- Portada, Resumen e Indice Del Trim.VDocumento11 páginasPortada, Resumen e Indice Del Trim.VluisAún no hay calificaciones
- Proyecto 1era EntregaDocumento13 páginasProyecto 1era EntregaluisAún no hay calificaciones
- ReciboDocumento1 páginaReciboCarlosRodrigezAún no hay calificaciones
- XvcensoDocumento1 páginaXvcensoluisAún no hay calificaciones
- Examen de Ssoma 2020Documento7 páginasExamen de Ssoma 2020Jesus Miguel Ramirez RojasAún no hay calificaciones
- Infografía Evaluacion FormativaDocumento2 páginasInfografía Evaluacion FormativaBenssr BritoAún no hay calificaciones
- MultiviewDocumento8 páginasMultiviewTacilla Mantilla AbdiasAún no hay calificaciones
- Soy AsertivoDocumento2 páginasSoy Asertivoalexg_298379Aún no hay calificaciones
- Maquinas para La PlantaDocumento14 páginasMaquinas para La PlantaZulmy Roque GuadalupeAún no hay calificaciones
- RefrentadoDocumento6 páginasRefrentadoaxlokAún no hay calificaciones
- Power Point Taller de AutoestimaDocumento21 páginasPower Point Taller de AutoestimaGianfranco Garcia75% (4)
- Diseño de Mezclas de ConcretoDocumento10 páginasDiseño de Mezclas de ConcretoLuis Chinchilla CruzAún no hay calificaciones
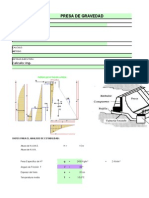
- Presa de Gravedad Civ232Documento32 páginasPresa de Gravedad Civ232Ian RodriguezAún no hay calificaciones
- Silabo Wa Dere Derecho Penal I 2017Documento3 páginasSilabo Wa Dere Derecho Penal I 2017Alexander Henry Doroteo Flores100% (1)
- Verbos Modales y MenuDocumento3 páginasVerbos Modales y Menumakawin71773Aún no hay calificaciones
- 16S 1650 IVECO O.D.-nº 0091 008 006-Fev-2005 - 1297095070-071 - 092 PDFDocumento43 páginas16S 1650 IVECO O.D.-nº 0091 008 006-Fev-2005 - 1297095070-071 - 092 PDFÁlvaro Ricardo Lopatiuk100% (1)
- Ruta Pedagógica de Observación y Reconocimiento Del Contexto Escolar en Primera InfanciaDocumento5 páginasRuta Pedagógica de Observación y Reconocimiento Del Contexto Escolar en Primera InfanciaAngie SantanaAún no hay calificaciones
- Formulario Becas Afro PDFDocumento4 páginasFormulario Becas Afro PDFOfir IriarteAún no hay calificaciones
- 11 Dinámica LinealDocumento6 páginas11 Dinámica LinealVale Angulo ButronAún no hay calificaciones
- Ciclo BiogeoquímicoDocumento3 páginasCiclo BiogeoquímicoDaniel Apolos Zamora VasquezAún no hay calificaciones
- PERCEPCIONDocumento1 páginaPERCEPCIONVeronica PozoAún no hay calificaciones
- GUÍA #2 - 8° Física 2021Documento2 páginasGUÍA #2 - 8° Física 2021JUDIS DEL CARMEN CORREA FUENTESAún no hay calificaciones
- Alimentador VibratorioDocumento3 páginasAlimentador VibratorioOmar Jesus CocaAún no hay calificaciones
- Secuencia Pototo 3 Veces Monstruo 2015Documento15 páginasSecuencia Pototo 3 Veces Monstruo 2015Erika Menem100% (4)
- El ControlDocumento3 páginasEl ControlJeom limAún no hay calificaciones
- Instituto Técnico de Exalumnos SalesianosDocumento6 páginasInstituto Técnico de Exalumnos SalesianosAda Marta GarciaAún no hay calificaciones
- Sílabo 2019-I Planificacion y Control de Obras CivilesDocumento6 páginasSílabo 2019-I Planificacion y Control de Obras CivilesAlberth Maquera100% (1)
- Quieres Ser Consultor ?Documento28 páginasQuieres Ser Consultor ?jasbleidy moraAún no hay calificaciones
- Diagrama DAPDocumento11 páginasDiagrama DAPMarcelo MartínezAún no hay calificaciones
- Diseño Perfiles Tubulares Rectangulares NCH427-1Documento8 páginasDiseño Perfiles Tubulares Rectangulares NCH427-1Gustavo Iriarte100% (1)
- Tarea 3 Características de La Producción Científica - Eilen Jemerys SanchezDocumento10 páginasTarea 3 Características de La Producción Científica - Eilen Jemerys Sanchezjairoc2008Aún no hay calificaciones
- Qué Es La Red CurricularDocumento29 páginasQué Es La Red CurricularRebecca DíazAún no hay calificaciones
- Fase 3 - Trabajo Colaborativo - Grupo. 551113 - 1 PDFDocumento26 páginasFase 3 - Trabajo Colaborativo - Grupo. 551113 - 1 PDFFlor Yadira Moreno GarzonAún no hay calificaciones
- Prueba Lectura Crítica 2Documento2 páginasPrueba Lectura Crítica 2Miguel Ángel SepulvedaAún no hay calificaciones
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Y tú, ¿qué marca eres? 14 claves para gestionar tu reputación personalDe EverandY tú, ¿qué marca eres? 14 claves para gestionar tu reputación personalCalificación: 4 de 5 estrellas4/5 (5)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cómo empezar un negocio de Trading con $500De EverandCómo empezar un negocio de Trading con $500Calificación: 4.5 de 5 estrellas4.5/5 (31)
- Marketing gastronómico: La diferencia entre triunfar y fracasarDe EverandMarketing gastronómico: La diferencia entre triunfar y fracasarCalificación: 5 de 5 estrellas5/5 (2)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Inventar el futuro: Postcapitalismo y un mundo sin trabajoDe EverandInventar el futuro: Postcapitalismo y un mundo sin trabajoCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaDe EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- EL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialDe EverandEL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Gestión del puesto y evaluación del desempeñoDe EverandGestión del puesto y evaluación del desempeñoCalificación: 5 de 5 estrellas5/5 (2)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Aprende a Modelar Aplicaciones con UML - Tercera EdiciónDe EverandAprende a Modelar Aplicaciones con UML - Tercera EdiciónCalificación: 2 de 5 estrellas2/5 (1)
- Python Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWAREDe EverandPython Paso a paso: PROGRAMACIÓN INFORMÁTICA/DESARROLLO DE SOFTWARECalificación: 4 de 5 estrellas4/5 (13)
- Principios de macroeconomía: Un enfoque de sentido comúnDe EverandPrincipios de macroeconomía: Un enfoque de sentido comúnCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Maestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioDe EverandMaestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioCalificación: 5 de 5 estrellas5/5 (1)