Producción de Agua de Alta Pureza: Electrodesionización en
Continuo (CEDI)
Joan Sanz (*), Leopoldo Guerrero (*), Manel Roca (**).
VEOLIA Water Systems Ibérica. (*) Dirección Técnica. (**) División Agua de Alta
Pureza.
Edificio Augusta Park, Avda. Vía Augusta, 3-11. 08174 Sant Cugat del Vallès. Telf. :
935110100, Fax: 935110109.
E-mail: joan.sanz@veoliawater.com , manel.roca@veoliawater.com
Resumen
La electrodesionización en continuo (CEDI) es un proceso que emplea una combinación
de membranas de intercambio iónico, resinas de intercambio iónico y un campo eléctrico
de corriente continua para desionizar el agua. Los diseños estándar para obtener agua
purificada, agua para inyectables y agua de alta pureza emplean una combinación de
ósmosis inversa y electrodesionización en continuo. Con este diseño el proceso CEDI
puede producir agua con concentraciones de iones específicos cercanas o inferiores a los
límites de detección. El proceso CEDI está actualmente ampliamente aceptado para la
producción de agua de alta pureza en la industria farmacéutica, microelectrónica y
producción de energía.
Palabras clave
Electrodesionización, CEDI, agua de alta pureza, agua purificada, agua para inyectables.
Abstract
Continuous electrodeionization (CEDI) is a process that uses a combination of ion-
exchange membranes, ion-exchange resins, and a DC electric field to deionize water.
Standard designs to obtain purified water, water for injection and ultrapure water uses a
combination of reverse osmosis and continuous electrodeionization. With this design a
CEDI process can produce water with concentration of specific ions near or bellow
detection limits. CEDI is currently a widely accepted process for high-purity water in the
pharmaceutical, microelectronics and power industries.
Keywords
Electrodeionization, CEDI, ultrapure water, purified water, water for injection.
1. Introducción
La necesidad de producción de agua de alta pureza para uso en la industria farmacéutica
(agua purificada y agua para inyectables), veterinaria, cosmética, biotecnología, industria
microelectrónica y generación y distribución de vapor puro en calderas de alta presión en
el sector de la energía, ha propiciado el desarrollo y avance de diferentes tecnologías de
tratamiento del agua dirigidas a la eliminación de todas las impurezas presentes en el
agua. En el campo de la desionización después de la aplicación en primer lugar del
proceso de intercambio iónico con resinas de intercambio iónico y posteriormente la
aparición de los procesos de membrana basados en ósmosis inversa y electrodiálisis
reversible [1], la electrodesionización en continuo (continuous deionization CEDI, en
inglés) representó un cambio radical en el diseño de instalaciones para la obtención del
agua de alta pureza [2].
Aunque la electrodesionización ya fue descrita por Kollsman en 1957, no es hasta 1987
que se introduce en los procesos de producción de agua de alta pureza de la industria
farmacéutica, microelectrónica y producción de energía en calderas de alta presión [2].
Al igual que los procesos de ósmosis inversa sustituyen los procesos de intercambio
iónico basados en las cadenas de desmineralización con columnas catión y anión, la
electrodesionización sustituye el proceso de intercambio iónico basado en los lechos
mezclados de resina catiónica y aniónica destinados a obtener la máxima calidad de
pureza del agua. En ambos casos las consideraciones de prevención de riesgos en la
manipulación de los regenerantes químicos y del impacto ambiental por los vertidos de la
regeneración han sido unos motivos motor de la sustitución de las tecnologías de
intercambio iónico.
Durante los últimos diez años el proceso de electrodesionización en continuo se ha
desarrollado con objeto de mejorar las prestaciones de los equipos en la producción de
agua de alta pureza, proceso de fabricación de los mismos, reducción de costes en
materiales y mantenimiento, reducción del espacio requerido, sanitización con agua a
80ºC y simplificación del diseño [3-6].
2. Descripción del proceso de Electrodesionización en Continuo (CEDI)
La electrodesionización en continuo (CEDI) es un proceso continuo de producción de
agua de alta pureza. En este proceso intervienen una pequeña cantidad de resinas de
intercambio iónico, membranas semipermeables aniónicas y catiónicas alternadas y una
corriente eléctrica continua entre dos electrodos (cátodo y ánodo). El agua procedente
habitualmente de un sistema de ósmosis inversa, atraviesa el módulo donde debido al
potencial eléctrico aplicado a los electrodos se provoca la migración de los iones,
produciéndose la desionización y desviándose así los iones al compartimiento del
concentrado.
El paso de los cationes y aniones está limitado por las membranas catiónicas y aniónicas.
De esta forma el agua es desionizada en las celdas del diluido ó producto y se concentran
los iones en las celdas del concentrado. Las concentraciones de iones en el agua son
bajas en la parte inferior del compartimiento del diluido ó producto , por lo que el agua es
ionizada en las zonas de alto voltaje y los protones e iones hidroxilo que se forman
regeneran las resinas catiónicas y aniónicas, respectivamente, haciendo que las resinas
regeneradas in situ puedan continuar desionizando el agua [7].
En los primeros equipos de desionización en continuo las celdas de diluido ó producto y
de concentrado contenían resinas catiónicas y aniónicas mezcladas al uso de los lechos
mixtos de intercambio iónico (figura 1).
Figura 1. Diseño básico de la electrodesionización en continuo
La migración de los cationes y aniones en los compartimientos de diluido y concentrado
se muestran en detalle en las figuras 2 y 3.
Figura 2. Migración de los iones en el concentrado
Figura 3. Migración de los iones en el diluido
La configuración de los módulos del tipo plato y marco incluyen en la actualidad después
de nuevos desarrollos de los módulos CEDI, resinas de intercambio iónico catiónicas y
aniónicas separadas en las celdas del diluido ó producto (foto 1) [4].
Foto 1 . Vista de un módulo de CEDI donde se aprecia la resina aniónica y catiónica
separada
En los sistemas de electrodesionización en continuo los módulos de la configuración plato
y marco pueden instalar, dependiendo de la aplicación y el caudal requerido,
individualmente o agrupados en bastidores como se muestran en la foto 2.
Foto 2 . Vista de un sistema modular de electrodesionización en continuo
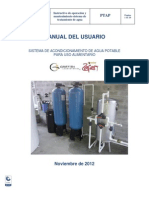
La configuración habitual de una planta de electrodesionización en continuo incluye
previamente la filtración, descalcificación y paso a través de una ósmosis inversa (foto 3).
Foto 3 . Vista de un sistema de producción de agua prurificada basado en ósmosis
inversa y electrodesionización en continuo (producción 24 m3/día)
La calidad obtenida en los sistemas de electrodesionización en continuo se adapta a
diferentes especificaciones, obteniéndose resistividades del agua producida entre 1 y 18
MΩ-cm. En la tabla 1 se muestran las prestaciones que se obtienen en sistemas de este
tipo [4].
Tabla 1. Análisis de agua obtenida en el sistema combinado de ósmosis inversa (OI) y
electrodesionización en continuo (CEDI).
Componente Salida OI Salida CEDI Retención en CDI %
Aniones determinados por IC (µg/L)
Cloruro 750 <0,02 >99,99
Nitrato 58 <0,02 >99,96
Fosfato 27 <0,02 >99,92
Sulfato 210 <0,05 >99,97
Cationes determinados por IC (µg/L)
Sodio 1100 0,24 >99,97
Amonio 7 <0,05 >99,28
Potasio 26 <0,02 >99,92
Calcio 6 <0,02 >99,66
Trazas de metales determinados por ICP-MS (µg/L)
Aluminio 0,22 <0,003 >98,63
Boro 13 <0,05 >99,61
Litio 0,05 <0,002 >96,00
Manganeso 0,03 <0,002 >93,33
Potasio 23 <0,1 >99,56
Rubidio 0,04 <0,001 >97,50
Sílice 110 <0,5 >99,54
Sodio 1300 0,26 >99,98
Zinc 0,09 <0,005 >94,44
Los nuevos desarrollos aparecidos recientemente proponen junto a la configuración plato
y marco, la aplicación de la configuración cilíndrica [5] y enrollamiento en espiral similar al
empleado en ósmosis inversa [6]. En este último caso el agua de alimentación debe
proceder imperativamente de un sistema de ósmosis inversa previo con una
conductividad inferior a 40 µS/cm (tabla 2).
Tabla 2. Especificaciones para el agua de alimentación de un sistema CEDI configuración
enrollamiento en espiral
Conductividad (incluido CO2) (µS/cm) <40
Pretratamiento Permeado de ósmosis inversa
Temperatura ºC 5 - 45
Presión de entrada (bar) 1,4 - 5
Cloro total (Cl2) <0,02 mg/L
Hierro (Fe) <0,01 mg/L
Manganeso (Mn) <0,01 mg/L
Sulfuros (S2-) <0,01 mg/L
PH 4 - 11
Dureza total (CaCO3) < 1,0 mg/L
Carbono orgánico total (TOC como C) <0,5 mg/L
Sílice SiO2 < 1,0 mg/L
3. Pretratamiento. Sistema completo de producción de agua de alta pureza
El agua de alimentación a un sistema de producción de agua de alta pureza contiene
diferentes concentraciones de compuestos y contaminantes a eliminar: sales solubles,
partículas, compuestos orgánicos, sales incrustantes, óxidos de hierro y manganeso,
coloides, microorganismos y pirógenos. En función de cada tipo de agua de alta pureza y
su destino, se especifican diferentes concentraciones máximas para los constituyentes
críticos [8].
De forma general los procesos empleados antes de la electrodesionización en continuo
incluyen el pretratamiento previo al proceso de ósmosis inversa y el posterior
acondicionamiento del permeado antes de su entrada en el proceso CEDI. La selección
del pretratamiento a la ósmosis inversa plantea los mismos esquemas de selección de
procesos de tratamiento que en los sistemas de ósmosis inversa sin CEDI posterior y en
general viene regida por la calidad del agua de aporte. En función de la calidad del agua
de aporte al pretratamiento y las especificaciones exigidas al agua de alta pureza, el
proceso de ósmosis inversa se plantea en una o dos etapas. Debido a la sensibilidad de
la electrodesionización a la dureza del agua (ver tabla 2), en los sistemas de ósmosis de
un solo paso se considera de forma complementaria la reducción de la dureza mediante
intercambio iónico en ciclo sodio.
4. Aplicaciones
4.1 Industria Farmacéutica
El agua es el elemento más empleado en esta industria, no siendo sólo una materia prima
del proceso productivo sino que además es usado para procesos de limpieza y enjuague,
estando en contacto continuo con una gran variedad de productos y equipos
farmacéuticos y siendo un aspecto crítico [9]. La calidad del agua en la industria
farmacéutica está regulada por las diferentes Farmacopeas y en concreto por la
Farmacopea Americana (USP) y la Farmacopea Europea (Ph Eur). La Farmacopea
Americana define dos calidades de agua: agua purificada (PW) y agua para inyectables
(WFI) (tabla 3). La Farmacopea Europea define tres calidades de agua: agua purificada,
agua para inyectables y agua altamente purificada (tabla 4).
Tabla 3. Especificaciones Farmacopea Americana USP28-NF23
Agua Purificada PW Agua para Inyectables WFI
Conductividad <1,1 µS/cm a 20ºC <1,1 µS/cm a 20ºC
Bacterias <100 ufc/ml <10 ufc/100 ml
Carbono orgánico total TOC <500 µg C/l <500 µg C/l
Endotoxinas por LAL No aplicable <0,25 EU/ml
Tabla 4. Especificaciones Farmacopea Europea Ph Eur
Agua Purificada PW Agua para Agua Altamente
Inyectables WFI Purificada
Conductividad <4,3 µS/cm a 20ºC <1,1 µS/cm a 20ºC <1,1 µS/cm a 20ºC
Bacterias <100 ufc/ml <10 ufc/100 ml <10 ufc/100 ml
Carbono orgánico <500 µg C/l <500 µg C/l <500 µg C/l
total TOC
Endotoxinas por No aplicable <0,25 EU/ml <0,25 EU/ml
LAL
Los sistemas más avanzados (sistema ORION, foto 4) combinan la tecnología de
ósmosis inversa y electrodesionización en continuo en sistemas sanitizables con agua
caliente (80ºC) de acuerdo con los estándares de la Farmacopea Americana, Europea y
FDA. De la misma forma estos sistemas cumplen con las especificaciones de calidad
fijadas al agua de alta pureza empleada en la veterinaria y cosmética.
Foto 4. Sistema ORION de producción de agua purificada combinando ósmosis inversa y
electrodesionización en continuo, sanitizable con agua caliente (producción 134 m3/día)
4.2 Industria de la Energía
El tratamiento de agua para la operación de calderas de alta presión y generación de
vapor para producción de energía eléctrica implica el diseño de plantas con alta
disponibilidad, fiabilidad y calidad química del agua producida. El diseño convencional se
basa en la aplicación de cadenas de intercambio iónico con columnas catiónicas y
aniónicas seguidas de lechos mixtos para alcanzar un valores de conductividad inferior a
0,10 µS/cm y concentración de sílice (SiO2) inferior a 0,10 µg/l.
La introducción de diseños basados en la combinación de la ósmosis inversa y
electrodesionización en continuo ha permitido respecto al diseño convencional mejoras en
la reducción de costes de operación, eliminación de la manipulación de productos
corrosivos, reducción del impacto ambiental al eliminar los vertidos procedentes de la
regeneración de las resinas catiónicas y aniónicas y la consecución de una garantía de
mayor estabilidad de la calidad del agua producida [10].
La figura 4 muestra el diagrama de flujo de la planta de producción de agua desionizada
para alimentación a calderas de alta presión y torres de refrigeración instalada en la
planta de cogeneración en ciclo combinado de 95,4 MW de Iberdrola Soluciones
Energéticas/EnergyWorks para GE Plastics en Cartagena [11]. Esta planta está diseñada
para una capacidad de producción de 2850 m3/día de agua de conductividad inferior a 0,1
µS/cm. El pretratamiento consiste en un sistema de clarificación en base al proceso
Actiflo y filtración multimedia tricapa. La línea de tratamiento es un sistema Sirion con
dos pasos de ósmosis inversa y una capacidad de producción de 3000 m3/día, mientras
el sistema de electrodesionización en continuo está formado por cinco grupos de 8
módulos cada uno operando a una conversión del 95%. La tabla 5 muestra la calidad de
alimentación al pretratamiento del sistema y la del agua desionizada obtenida para la
alimentación a caldera de alta presión.
Figura 4. Diagrama de flujo de producción de agua de alta pureza para alimentación a
calderas de alta presión
La foto 5 muestra un detalle de la electrodesionización en continuo del sistema Sirion .
Foto 5. Equipos modulares de electrodesionización en continuo para producción de
de agua desionizada para calderas de alta presión (producción 2850 m3/día)
Tabla 5. Calidad del agua de alimentación al pretratamiento y el agua tratada a la salida
de la electrodesionización en continuo
Alimentación al Agua desionizada
pretratamiento
Conductividad 1188-2200 µS/cm 0,1 µS/cm a 25ºC
Sílice 3 mg/l SiO2 <10 µg/l SiO2
Sodio + potasio <10 µg/l
Hierro total <10 µg/l
Carbono orgánico total TOC <20 µg/l
pH 8,2
Temperatura 17-28ºC
Cloruros 142-256 mg/l <3 µg/l
Sulfatos 363-700 mg/l <3 µg/l
Calcio 130-180 mg/l
Magnesio 54-80 mg/l
4.3 Microelectrónica
La producción de semiconductores en la industria microelectrónica requiere el agua de
alta pureza de mayor calidad. Las especificaciones de calidad no solo exigen valores de
resistividad que alcanzan 18 MΩ-cm , sino que precisan la reducción próxima al límite de
detección del carbono orgánico disuelto, sílice, boro, bacterias y del recuento de
partículas de tamaño superior a 0,05 µm [1,12]. En España, la aplicación de los sistemas
combinados de ósmosis inversa y electrodesionización en continuo se remontan a 1990,
siendo la primera aplicación del proceso CEDI a escala industrial. La tabla 6 muestra la
calidad típica obtenida en la aplicación de aguas de lavado en microelectrónica [13].
Tabla 6. Calidad típica obtenida a la salida de la electrodesionización en continuo en la
aplicación de lavado en microelectrónica
Soluto Alimentación a CEDI Producto CEDI (µg/L)
Bario (µg/L) 0,002 <0,002
Boro (µg/L) 0,31 0,05
Calcio (µg/L) 0,5 <0,3
Magnesio (µg/L) 0,39 0,051
Manganeso (µg/L) 0,012 <0,004
Potasio (µg/L) 11 <0,5
Rubidio (µg/L) 0,014 <0,002
Sodio (µg/L) 64 0,69
Estaño (µg/L) 0,016 0,018
Cloruro (µg/L) <0,02 0,05
Sulfato (µg/L) 0,08 <0,05
Sílice (µg/L) 3,86 1,27
5. Conclusiones
Los sistemas de electrodesionización en continuo forman parte desde hace unos quince
años de los diseños de producción de agua de alta pureza para los sectores de la
industria farmacéutica y microelectrónica. En el sector de producción de vapor para
generar energía eléctrica está ganando aceptación sustituyendo a los diseños
convencionales basados exclusivamente en el intercambio iónico. Los nuevos desarrollos
en el campo de la electrodesionización en continuo se han centrado en la reducción de los
costes asociada a nuevos diseños de los módulos disminuyendo el espacio ocupado y la
ingeniería precisa en las instalaciones industriales. En el sector farmacéutico los nuevos
diseños permiten la sanitización periódica del sistema de electrodesionización en continuo
con agua caliente a 80ºC, manteniendo de esta forma un mejor control de la población
bacteriana y sus metabolitos.
6. Bibliografía
[1] T. H. Meltzer (1993). High-Purity water preparation for the semiconductor,
pharmaceutical, and power industries. Tall Oaks Publishing, Inc. 833 pp.
[2] G. C. Ganzi, Y. Egozy, A.J. Giuffrida (1987). High purity water by electrodeionization
performance of the Ionpure continuous deionization system. Ultrapure Water. April, 43-50.
[3] C. Griffin (1991). Advancements in the use of continuous deionization in the production
of high-purity water. Ultrapure Water. November, 52-59.
[4] J. D. Gifford, D. Atnoor (2000). An innovative approach to continuous
electrodeionization module and systems design for power applications. Proceedings of the
International Water Conference, Pittsburg, Pa, October 2000.
[5] L. Shiang (2003). Evolution in design of CEDI systems. Ultrapure Water. October, 13-
17.
[6] A. Dey, J. Tate (2005). A review of spiral-wound electrodeionization technology.
Ultrapure Water, July/August, 20-29.
[7] American water Works Association (1998). Tratamiento del agua por procesos de
membrana. Principios, procesos y aplicaciones. Capítulo 18, Reactores de membranas de
intercambio iónico. McGraw-Hill. 837 pp.
[8] B. S. Parekh (1991). Get your process water to come clean. Chemical Engineering,
January.
[9] P. L. Parise, B. S. Parekh, G. Waddington (1990). The use of ionpure continuous
deionization for the production of pharmaceutical and semiconductor grades of water.
November, 14-28.
[10] J. Kasper, P. Parise, G. Korbas, J. Wood (1991). Continuous deionization for boiler
water makeup production: A comparison with current technologies. Ultrapure Water,
October, 29-42.
[11] Veolia Water Systems (2002). Planta de tratamiento de agua. En: Planta de
cogeneración en ciclo combinado de 95,4 MW, de Iberdrola Soluciones
Energéticas/EnergyWorks para GE Plastics en Cartagena, Murcia. Infopower, Octubre
2002.
[12] B. S. Parekh (1988). Reverse osmosis technology, applications for high-purity-water
production. Marcel Dekker, Inc, New York and Basel. 516pp.
[13] G. C. Ganzi, A. D. Jha, F. DiMascio, J.H. Wood (1997). Theory and practice of
continuous electrodeionization. Ultrapure Water, July/August, 64-68.
También podría gustarte
- Limpieza QuímicaDocumento6 páginasLimpieza QuímicaManuel Fortun VegaAún no hay calificaciones
- CT Superficiales Reto 01Documento7 páginasCT Superficiales Reto 01PTAP La Mesa Aguas del tequendamaAún no hay calificaciones
- Diseño Columnas de Intercambio Iónico-1Documento3 páginasDiseño Columnas de Intercambio Iónico-1Alberto FigueroaAún no hay calificaciones
- Diseño de Plantas de Intercambio IónicoDocumento4 páginasDiseño de Plantas de Intercambio Iónicojdiosbernal10Aún no hay calificaciones
- ElectrodesionizaciónDocumento3 páginasElectrodesionizaciónCristobal ValdovinosAún no hay calificaciones
- Proyecto#1 Determinación de Sílice en Agua de MarDocumento14 páginasProyecto#1 Determinación de Sílice en Agua de MarRuziel Ruiz AntonioAún no hay calificaciones
- Tratamiento de aguas mediante electrodesionización (EDIDocumento4 páginasTratamiento de aguas mediante electrodesionización (EDIsourcemenuAún no hay calificaciones
- Bitacora 1 Descalcificador de AguaDocumento3 páginasBitacora 1 Descalcificador de AguaCajamarca AlexAún no hay calificaciones
- Planta Osmosis InversaDocumento93 páginasPlanta Osmosis InversaBenito.camelasAún no hay calificaciones
- Prueba de Jarras o Jar TestDocumento12 páginasPrueba de Jarras o Jar TestBriggitte RodríguezAún no hay calificaciones
- Plantilla de Ajustes ReclosersDocumento32 páginasPlantilla de Ajustes ReclosersPaul Richard Sanchez TapiaAún no hay calificaciones
- Caracterización de VertimientosDocumento9 páginasCaracterización de Vertimientosxavi9017Aún no hay calificaciones
- Resumen - 7+Intercambio+IonicoDocumento6 páginasResumen - 7+Intercambio+Ionicoapi-26216341100% (2)
- Ablandamiento Cal-SodaDocumento20 páginasAblandamiento Cal-SodaSalinas Salcedo Jorge KarolAún no hay calificaciones
- Libro Analisis de AguasDocumento59 páginasLibro Analisis de AguasGIANCARLOAún no hay calificaciones
- Preparación de k3 (Cro8)Documento4 páginasPreparación de k3 (Cro8)jessicaAún no hay calificaciones
- Diseño de Reactores Biologicos PTAR PDFDocumento11 páginasDiseño de Reactores Biologicos PTAR PDFJ David Murcia RiveraAún no hay calificaciones
- Ablandador de AguaDocumento94 páginasAblandador de AguaROLANDRWAún no hay calificaciones
- 1 - Manual MegaTron EspañolDocumento32 páginas1 - Manual MegaTron EspañolJonathan Delgado vargas100% (1)
- ALCALINIDADDocumento10 páginasALCALINIDADCinthia MercedesAún no hay calificaciones
- Intercambio IonicoDocumento21 páginasIntercambio IonicoJulian SoloAún no hay calificaciones
- PRUEBA DE JARRAS-miguelDocumento16 páginasPRUEBA DE JARRAS-miguelCarla Maria Morrison EstradaAún no hay calificaciones
- Produccion de Sulfato de AluminioDocumento36 páginasProduccion de Sulfato de AluminioLuz Andia100% (1)
- Guia 2 Dosis Optima de CoagulanteDocumento31 páginasGuia 2 Dosis Optima de CoagulanteDc AlfredAún no hay calificaciones
- Problemas Bloque IIIDocumento3 páginasProblemas Bloque IIINicole CaroAún no hay calificaciones
- Análisis volumétrico: Estandarización de soluciones y métodos de titulaciónDocumento13 páginasAnálisis volumétrico: Estandarización de soluciones y métodos de titulaciónCarolina EspinozaAún no hay calificaciones
- Ácido Clorhídrico y Sosa CausticaDocumento28 páginasÁcido Clorhídrico y Sosa CausticaDanny AndradeAún no hay calificaciones
- ABLANDAMIENTO DE AGUAS CON CAL-CARBONATODocumento6 páginasABLANDAMIENTO DE AGUAS CON CAL-CARBONATOValeria BenalcazarAún no hay calificaciones
- Ensuciamiento y LimpiezaDocumento26 páginasEnsuciamiento y Limpiezamanaure romero100% (1)
- Osmosis Teoria y Calculos MBDocumento65 páginasOsmosis Teoria y Calculos MBJorge Rios RAún no hay calificaciones
- Cálculos de variables de nivel e instrumentación en tanquesDocumento10 páginasCálculos de variables de nivel e instrumentación en tanquesStephanie MeloAún no hay calificaciones
- Manual HROIx LXT 1-14Documento70 páginasManual HROIx LXT 1-14Margarito MartinezAún no hay calificaciones
- Problemas 1-AblandamientoDocumento9 páginasProblemas 1-AblandamientoAngel ACAún no hay calificaciones
- Método de Rittman-McCarty-Ej 4Documento3 páginasMétodo de Rittman-McCarty-Ej 4Javier GilAún no hay calificaciones
- Medición de caudal y turbidez de leche y agua bajo diferentes presionesDocumento2 páginasMedición de caudal y turbidez de leche y agua bajo diferentes presionesPaola PeñaAún no hay calificaciones
- Manual de Proceso Planta de Porduccion HipocloritoDocumento27 páginasManual de Proceso Planta de Porduccion HipocloritoJose Miguel Martinez RiveraAún no hay calificaciones
- Filtro de Arena VerdeDocumento2 páginasFiltro de Arena VerdeEddy J. CázaresAún no hay calificaciones
- Analítica Práctica 4. Determinación de Dureza de Aguas NaturalesDocumento14 páginasAnalítica Práctica 4. Determinación de Dureza de Aguas NaturalesKerly MendozaAún no hay calificaciones
- Sensores optoquímicos Grupo InterlabDocumento4 páginasSensores optoquímicos Grupo InterlabVerónica FloresAún no hay calificaciones
- Destilación Tower - P&IDDocumento1 páginaDestilación Tower - P&IDDaríoHidalgoAún no hay calificaciones
- Diapositivas-Mi Tesis Unac1Documento281 páginasDiapositivas-Mi Tesis Unac1Robert Willy Candela CamposAún no hay calificaciones
- 1.4. Fraccionamiento DQO y Ntot Diapositivas 1Documento11 páginas1.4. Fraccionamiento DQO y Ntot Diapositivas 1Juan BarriopedroAún no hay calificaciones
- Intercambio IonicoDocumento8 páginasIntercambio IonicoJuan José MendozaAún no hay calificaciones
- Torres de EnfriamientoDocumento18 páginasTorres de Enfriamientomaria fernandaAún no hay calificaciones
- PTAAM Colquechaca - v3Documento82 páginasPTAAM Colquechaca - v3EZEQUIEL JOB MARTINEZAún no hay calificaciones
- Manual Del Usuario Ptap GriffithDocumento29 páginasManual Del Usuario Ptap GriffithAndres Felipe OchoaAún no hay calificaciones
- Balance de Materia y Energia en Un Reactor Tubular Adiabatico de Lecho Fijo Con Difusión RadialDocumento37 páginasBalance de Materia y Energia en Un Reactor Tubular Adiabatico de Lecho Fijo Con Difusión Radialsteve19826Aún no hay calificaciones
- Indice Langelier-Ryznar-Larson Skolt DurezaDocumento20 páginasIndice Langelier-Ryznar-Larson Skolt DurezaGustavo VargasAún no hay calificaciones
- Metodologia de Trabajo para El Uso Del Programa Profesional HidronauticsDocumento26 páginasMetodologia de Trabajo para El Uso Del Programa Profesional HidronauticsMauro Antonio Villalobos KramAún no hay calificaciones
- Procesos de intercambio iónico: conceptos, tipos de resinas y aplicaciones industrialesDocumento151 páginasProcesos de intercambio iónico: conceptos, tipos de resinas y aplicaciones industrialesLalo Cañas100% (3)
- SistemaPTARMBR2LPSDocumento10 páginasSistemaPTARMBR2LPSAlex Blanco100% (1)
- Carlos ColmenaresDocumento245 páginasCarlos ColmenaresJinna GutierrezAún no hay calificaciones
- BROCHURE Planta de Agua 2021Documento16 páginasBROCHURE Planta de Agua 2021bernabe rosado reyesAún no hay calificaciones
- Tratamiento del agua en la ETAP de ÉcijaDocumento91 páginasTratamiento del agua en la ETAP de ÉcijaAlejandraAún no hay calificaciones
- Sistemas de pretratamiento de aguas residualesDocumento218 páginasSistemas de pretratamiento de aguas residualespercyAún no hay calificaciones
- Análisis Calcio EDTADocumento5 páginasAnálisis Calcio EDTAAron Amet BatistaAún no hay calificaciones
- Examen Aguas 2010 Eder Andre Apaza MaqueraDocumento12 páginasExamen Aguas 2010 Eder Andre Apaza MaqueraEder ApazaAún no hay calificaciones
- 51.18 Caracterizacion Del Proceso Laboratorio de AguasDocumento8 páginas51.18 Caracterizacion Del Proceso Laboratorio de AguasJulian Ospina VergaraAún no hay calificaciones
- Refinación Electrolítica Del CobreDocumento9 páginasRefinación Electrolítica Del CobreAldo Ramirez100% (1)
- El Tratamiento de Aguas Residuales de Fabricación de Pintura Por ElectrocoagulaciónDocumento21 páginasEl Tratamiento de Aguas Residuales de Fabricación de Pintura Por ElectrocoagulaciónJhonVargasAún no hay calificaciones
- Los Brotes de Legionelosis en EspañaDocumento3 páginasLos Brotes de Legionelosis en EspañaGeca LindoAún no hay calificaciones
- Ministerio de Salud de Peru Ensayos Micrro Sup y ManosDocumento10 páginasMinisterio de Salud de Peru Ensayos Micrro Sup y ManosGeca LindoAún no hay calificaciones
- ACESEM Mesa Conductos 1Documento5 páginasACESEM Mesa Conductos 1Geca LindoAún no hay calificaciones
- Arenas MicologiaMedica 4a Capitulo MuestraDocumento17 páginasArenas MicologiaMedica 4a Capitulo MuestraDonny TorresAún no hay calificaciones
- Ecoquelant CobreDocumento50 páginasEcoquelant CobreGeca Lindo100% (1)
- Determinacion de oxido de etileno y contaminantes en productos medicosDocumento2 páginasDeterminacion de oxido de etileno y contaminantes en productos medicosGeca LindoAún no hay calificaciones
- Nom 042 Ssa1 1993Documento8 páginasNom 042 Ssa1 1993chuy0707Aún no hay calificaciones
- Plan COVID IlabayaDocumento42 páginasPlan COVID IlabayaJesus CaceresAún no hay calificaciones
- SOLUCIÓN ROCIADORA AficheDocumento1 páginaSOLUCIÓN ROCIADORA AficheSusana Asiel González ListaAún no hay calificaciones
- Cacachilas y Las CieneguitasDocumento91 páginasCacachilas y Las CieneguitasLuis Rdz GallegosAún no hay calificaciones
- Cuadernillo Termodinámica-1Documento55 páginasCuadernillo Termodinámica-1AldoCisneros75% (12)
- SIHIDMEDocumento28 páginasSIHIDMEAlirio MejiasAún no hay calificaciones
- Acciones SustentablesDocumento20 páginasAcciones SustentablesRoberto100% (1)
- EnsayoDocumento3 páginasEnsayofernandolavineduAún no hay calificaciones
- Los Hombres Del AguaDocumento52 páginasLos Hombres Del AguadrovocaAún no hay calificaciones
- El Agua en El SueloDocumento5 páginasEl Agua en El SueloVero MarAún no hay calificaciones
- Guia 2 de Hidrologia e HidrogeologiaDocumento10 páginasGuia 2 de Hidrologia e HidrogeologiaAbraham NinaAún no hay calificaciones
- ETP y lluvia útil: instalaciones lisimétricas e hidrologíaDocumento2 páginasETP y lluvia útil: instalaciones lisimétricas e hidrologíasantiagoAún no hay calificaciones
- Equipos industriales de procesamiento y lavado de alimentosDocumento5 páginasEquipos industriales de procesamiento y lavado de alimentospaula avellaneda100% (2)
- Caso de Estudio Cerveza Trabajo en Grupo 1er CorteDocumento8 páginasCaso de Estudio Cerveza Trabajo en Grupo 1er CorteLina HernándezAún no hay calificaciones
- Plan de contingencia de Industrias LubeluxDocumento20 páginasPlan de contingencia de Industrias LubeluxLuis CLAún no hay calificaciones
- PG 2532 PDFDocumento61 páginasPG 2532 PDFGonzalo SurcoAún no hay calificaciones
- Cosmovision de Salud EnfermedadDocumento23 páginasCosmovision de Salud EnfermedadJESSICAAún no hay calificaciones
- Flotación de Piritas y Cianuración de ConcentradosDocumento30 páginasFlotación de Piritas y Cianuración de Concentradosguille28daAún no hay calificaciones
- Desarrollo Historico Del Riego en GuatemalaDocumento12 páginasDesarrollo Historico Del Riego en GuatemalaRenatoPalenciaRomaAún no hay calificaciones
- Constitucion Interna Del Globo TerrestreDocumento11 páginasConstitucion Interna Del Globo TerrestreGabriel0% (1)
- Guía Nutricional y Dieta para Personas Con FibromialgiaDocumento7 páginasGuía Nutricional y Dieta para Personas Con FibromialgiaEvelyn NeiraAún no hay calificaciones
- 1 Maquinas Termicas IDocumento177 páginas1 Maquinas Termicas IFelipe Delgado Estrada0% (1)
- Transito de AvenidasDocumento84 páginasTransito de AvenidasCarmen ZuñigaAún no hay calificaciones
- Memoria Tres Islas CorregidoDocumento41 páginasMemoria Tres Islas CorregidoLuis Castro Prieto FarfanAún no hay calificaciones
- Hidrología Superficial 35 DiapositivasDocumento35 páginasHidrología Superficial 35 DiapositivaseduardoAún no hay calificaciones
- Garrafont de 20 Litros Bonafont®Documento1 páginaGarrafont de 20 Litros Bonafont®Elizabeth GarciaAún no hay calificaciones
- 2017-Conservacion de La Miel de Pna PDFDocumento109 páginas2017-Conservacion de La Miel de Pna PDFfernandoAún no hay calificaciones
- Almíbar de PiñaDocumento15 páginasAlmíbar de PiñaLuisAún no hay calificaciones
- Calderas Acuotubulares PDFDocumento8 páginasCalderas Acuotubulares PDFYoami PerdomoAún no hay calificaciones
- Evoporacion en EmbalsesDocumento11 páginasEvoporacion en EmbalsesLuis ReymundoAún no hay calificaciones