Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Une en 60300 3 2 2008
Cargado por
AndersonMottaTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Une en 60300 3 2 2008
Cargado por
AndersonMottaCopyright:
Formatos disponibles
norma UNE-EN 60300-3-2
española
Septiembre 2008
TÍTULO Gestión de la confiabilidad
Parte 3-2: Guía de aplicación
Recogida de datos de confiabilidad en la explotación
Dependability management. Part 3-2: Application guide. Collection of dependability data from the field.
Gestion de la sûreté de fonctionnement. Partie 3-2: Guide d'application. Recueil de données de sûreté de
fonctionnement dans des conditions d'exploitation.
CORRESPONDENCIA Esta norma es la versión oficial, en español, de la Norma Europea EN 60300-3-2:2005,
que a su vez adopta la Norma Internacional IEC 60300-3-2:2004.
OBSERVACIONES Esta norma anula y sustituye a la Norma UNE 200001-3-2:2001.
ANTECEDENTES Esta norma ha sido elaborada por el comité técnico AEN/CTN 200 Normas básicas
eléctricas cuya Secretaría desempeña AENOR.
Editada e impresa por AENOR LAS OBSERVACIONES A ESTE DOCUMENTO HAN DE DIRIGIRSE A:
Depósito legal: M 42385:2008
41 Páginas
© AENOR 2008 Génova, 6 info@aenor.es Tel.: 902 102 201 Grupo 26
Reproducción prohibida 28004 MADRID-España www.aenor.es Fax: 913 104 032
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
NORMA EUROPEA
EUROPEAN STANDARD EN 60300-3-2
NORME EUROPÉENNE
EUROPÄISCHE NORM Marzo 2005
ICS 03.100.40; 03.120.01
Versión en español
Gestión de la confiabilidad
Parte 3-2: Guía de aplicación
Recogida de datos de confiabilidad en la explotación
(IEC 60300-3-2:2004)
Dependability management. Gestion de la sûreté de fonctionnement. Zuverlässigkeitsmanagement.
Part 3-2: Application guide. Partie 3-2: Guide d'application. Teil 3-2: Anwendungsleitfaden. Erfassung
Collection of dependability data from the Recueil de données de sûreté de von Zuverlässigkeitsdaten im Betrieb.
field. fonctionnement dans des conditions (IEC 60300-3-2:2004).
(IEC 60300-3-2:2004). d'exploitation.
(CEI 60300-3-2:2004).
Esta norma europea ha sido aprobada por CENELEC el 2005-02-01. Los miembros de CENELEC están sometidos al
Reglamento Interior de CEN/CENELEC que define las condiciones dentro de las cuales debe adoptarse, sin
modificación, la norma europea como norma nacional.
Las correspondientes listas actualizadas y las referencias bibliográficas relativas a estas normas nacionales, pueden
obtenerse en la Secretaría Central de CENELEC, o a través de sus miembros.
Esta norma europea existe en tres versiones oficiales (alemán, francés e inglés). Una versión en otra lengua realizada
bajo la responsabilidad de un miembro de CENELEC en su idioma nacional, y notificada a la Secretaría Central, tiene
el mismo rango que aquéllas.
Los miembros de CENELEC son los comités electrotécnicos nacionales de normalización de los países siguientes:
Alemania, Austria, Bélgica, Chipre, Dinamarca, Eslovaquia, Eslovenia, España, Estonia, Finlandia, Francia, Grecia,
Hungría, Irlanda, Islandia, Italia, Letonia, Lituania, Luxemburgo, Malta, Noruega, Países Bajos, Polonia, Portugal,
Reino Unido, República Checa, Suecia y Suiza.
CENELEC
COMITÉ EUROPEO DE NORMALIZACIÓN ELECTROTÉCNICA
European Committee for Electrotechnical Standardization
Comité Européen de Normalisation Electrotechnique
Europäisches Komitee für Elektrotechnische Normung
SECRETARÍA CENTRAL: Rue de Stassart, 35 B-1050 Bruxelles
© 2005 Derechos de reproducción reservados a los Miembros de CENELEC.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 -4-
PRÓLOGO
El texto del documento 56/992/FDIS, futura edición 2 de la Norma IEC 60300-3-2, preparado por el
Comité Técnico TC 56, Confiabilidad, de IEC, fue sometido a voto paralelo IEC-CENELEC y fue
aprobado por CENELEC como Norma EN 60300-3-2 el 2005-02-01.
Se fijaron las siguientes fechas:
− Fecha límite en la que la norma europea debe adoptarse
a nivel nacional por publicación de una norma
nacional idéntica o por ratificación (dop) 2005-11-01
− Fecha límite en la que deben retirarse las normas
nacionales divergentes con esta norma (dow) 2008-02-01
El anexo ZA ha sido añadido por CENELEC.
DECLARACIÓN
El texto de la Norma IEC 60300-3-2:2004 fue aprobado por CENELEC como norma europea sin ninguna
modificación.
En la versión oficial, para la bibliografía, debe añadirse la siguiente nota para la norma indicada*:
IEC 60300-3-1 NOTA Armonizada como Norma EN 60300-3-1:2004 (sin ninguna modificación).
IEC 60300-3-3 NOTA Armonizada como Norma EN 60300-3-3:2004 (sin ninguna modificación).
IEC 60812 NOTA Armonizada como Documento de Armonización HD 485 S1:1987 (sin ninguna modificación).
IEC 61014 NOTA Armonizada como Norma EN 61014:2003 (sin ninguna modificación).
IEC 61025 NOTA Armonizada como Documento de Armonización HD 617 S1:1992 (sin ninguna modificación).
IEC 61078 NOTA Armonizada como Norma EN 61078:1993 (sin ninguna modificación).
IEC 61164 NOTA Armonizada como Norma EN 61164:2004 (sin ninguna modificación).
IEC 61703 NOTA Armonizada como Norma EN 61703:2002 (sin ninguna modificación).
IEC 61709 NOTA Armonizada como Norma EN 61709:1998 (sin ninguna modificación).
* Introducida en la norma indicándose con una línea vertical en el margen izquierdo del texto.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
-5- EN 60300-3-2:2005
ÍNDICE
Página
PRÓLOGO ........................................................................................................................................ 7
INTRODUCCIÓN ............................................................................................................................ 9
1 OBJETO Y CAMPO DE APLICACIÓN ...................................................................... 10
2 NORMAS PARA CONSULTA....................................................................................... 10
3 TÉRMINOS Y DEFINICIONES .................................................................................... 10
4 CONSIDERACIONES LEGALES................................................................................. 11
5 OBJETIVOS DE LA RECOGIDA DE DATOS............................................................ 11
6 CONSIDERACIONES SOBRE EL NIVEL DE INFORMACIÓN............................. 14
7 ¿QUÉ ANÁLISIS PUEDEN EFECTUARSE? .............................................................. 15
8 ¿QUÉ DATOS PUEDEN RECOGERSE? ..................................................................... 16
8.1 Generalidades ................................................................................................................... 16
8.2 Inventario.......................................................................................................................... 16
8.3 Utilización ......................................................................................................................... 17
8.4 Ambiente ........................................................................................................................... 17
8.5 Eventos .............................................................................................................................. 17
8.6 Fuentes de datos ............................................................................................................... 18
9 MÉTODOS DE ANÁLISIS Y REQUISITOS DE LOS DATOS ................................. 19
10 RECURSOS...................................................................................................................... 22
11 PLANIFICACIÓN ........................................................................................................... 22
12 FILOSOFÍA DE LA RECOGIDA DE DATOS............................................................. 23
12.1 Generalidades ................................................................................................................... 23
12.2 Basada en el tiempo − continuo o discontinuo ............................................................... 23
12.3 Completa y limitada ......................................................................................................... 26
12.4 Recogidas de datos cuantitativos y cualitativos ............................................................. 28
12.5 Censura de datos en una recogida de datos ................................................................... 28
13 MÉTODOS DE RECOGIDA DE DATOS..................................................................... 30
13.1 Generalidades ................................................................................................................... 30
13.2 Administración de datos .................................................................................................. 31
13.3 Automatización de la recogida de datos ......................................................................... 32
ANEXO A (Informativo) CALIDAD DE LOS DATOS Y DE LAS INFORMACIONES ........ 34
ANEXO B (Informativo) VALIDACIÓN DE DATOS ................................................................ 37
ANEXO C (Informativo) REFERENCIAS ISO PARA EL MUESTREO ................................. 38
BIBLIOGRAFÍA............................................................................................................................... 39
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 -6-
Figura 1 Retroalimentación en los procesos de diseño ........................................................... 14
Figura 2 Recogida de datos continua ....................................................................................... 24
Figura 3 Recogida de datos en un periodo............................................................................... 24
Figura 4 Recogida de datos en múltiples periodos .................................................................. 25
Figura 5 Varias referencias de tiempo ..................................................................................... 26
Figura 6 Datos con censura a la derecha (suspendidos) ......................................................... 29
Figura 7 Datos censurados por intervalo ................................................................................. 29
Figura 8 Datos con censura a la izquierda............................................................................... 30
Figura A.1 Distinción entre exactitud y precisión....................................................................... 36
Tabla 1 Requisitos de los datos para los métodos de confiabilidad,
porqué utilizarlos, y referencias IEC ........................................................................ 19
Tabla C.1 Referencias ISO para el muestreo............................................................................. 38
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
-7- EN 60300-3-2:2005
COMISIÓN ELECTROTÉCNICA INTERNACIONAL
Gestión de la confiabilidad
Parte 3-2: Guía de aplicación
Recogida de datos de confiabilidad en la explotación
PRÓLOGO
1) IEC (Comisión Electrotécnica Internacional) es una organización mundial para la normalización, que comprende todos los
comités electrotécnicos nacionales (Comités Nacionales de IEC). El objetivo de IEC es promover la cooperación internacional
sobre todas las cuestiones relativas a la normalización en los campos eléctrico y electrónico. Para este fin y también para otras
actividades, IEC publica Normas Internacionales, Especificaciones Técnicas, Informes Técnicos, Especificaciones Disponibles
al Público (PAS) y Guías (de aquí en adelante “Publicaciones IEC”). Su elaboración se confía a los comités técnicos; cualquier
Comité Nacional de IEC que esté interesado en el tema objeto de la norma puede participar en su elaboración. Organizaciones
internacionales gubernamentales y no gubernamentales relacionadas con IEC también participan en la elaboración. IEC
colabora estrechamente con la Organización Internacional de Normalización (ISO), de acuerdo con las condiciones
determinadas por acuerdo entre ambas.
2) Las decisiones formales o acuerdos de IEC sobre materias técnicas, expresan en la medida de lo posible, un consenso
internacional de opinión sobre los temas relativos a cada comité técnico en los que existe representación de todos los Comités
Nacionales interesados.
3) Los documentos producidos tienen la forma de recomendaciones para uso internacional y se aceptan en este sentido por los
Comités Nacionales mientras se hacen todos los esfuerzos razonables para asegurar que el contenido técnico de las
publicaciones IEC es preciso, IEC no puede ser responsable de la manera en que se usan o de cualquier mal interpretación por
parte del usuario.
4) Con el fin de promover la unificación internacional, los Comités Nacionales de IEC se comprometen a aplicar de forma
transparente las Publicaciones IEC, en la medida de lo posible en sus publicaciones nacionales y regionales. Cualquier
divergencia entre la Publicación IEC y la correspondiente publicación nacional o regional debe indicarse de forma clara en esta
última.
5) IEC no establece ningún procedimiento de marcado para indicar su aprobación y no se le puede hacer responsable de cualquier
equipo declarado conforme con una de sus publicaciones.
6) Todos los usuarios deberían asegurarse de que tienen la última edición de esta publicación.
7) No se debe adjudicar responsabilidad a IEC o sus directores, empleados, auxiliares o agentes, incluyendo expertos individuales
y miembros de sus comités técnicos y comités nacionales de IEC por cualquier daño personal, daño a la propiedad u otro daño
de cualquier naturaleza, directo o indirecto, o por costes (incluyendo costes legales) y gastos derivados de la publicación, uso o
confianza de esta publicación IEC o cualquier otra publicación IEC.
8) Se debe prestar atención a las normas para consulta citadas en esta publicación. La utilización de las publicaciones referenciadas es
indispensable para la correcta aplicación de esta publicación.
9) Se debe prestar atención a la posibilidad de que algunos de los elementos de esta Publicación IEC puedan ser objeto de
derechos de patente. No se podrá hacer responsable a IEC de identificar alguno o todos esos derechos de patente.
La Norma IEC 60300-3-2 ha sido elaborada por el comité técnico 56 de IEC: Confiabilidad.
Esta segunda edición anula y sustituye a la primera edición publicada en 1993 y constituye una revisión
técnica.
La norma ha sido completamente reescrita para proporcionar una guía de recogida de datos más genérica
y menos específica del componente. La nueva norma trata los temas que subyacen en la filosofía de
recogida de datos como el muestreo, la censura y la ventana de datos. La norma también proporciona una
guía sobre la precisión y exactitud, las técnicas de recogida automática de datos y la administración de
datos. Para apoyar el concepto de herramienta, la norma identifica los requisitos de datos de una serie de
otras normas de IEC.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 -8-
El texto de esta norma se basa en los documentos siguientes:
FDIS Informe de voto
56/992/FDIS 56/1007/RVD
El informe de voto indicado en la tabla anterior ofrece toda la información sobre la votación para la
aprobación de esta norma.
Esta norma ha sido elaborada de acuerdo con las Directivas ISO/IEC, Parte 2.
La Norma IEC 60300 consta de las siguientes partes, bajo el título general Gestión de la confiabilidad:
Parte 1: Sistemas de gestión de la confiabilidad.
Parte 2: Guía para la gestión de la confiabilidad.
Parte 3: Guía de aplicación.
El comité ha decidido que el contenido de esta norma (la norma base y sus modificaciones) permanezca
vigente hasta la fecha de mantenimiento indicada en la página web de IEC "http://webstore.iec.ch" en los
datos relativos a la norma específica. En esa fecha, la norma será
– confirmada;
– anulada;
– reemplazada por una edición revisada; o
– modificada.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
-9- EN 60300-3-2:2005
INTRODUCCIÓN
La recogida y análisis de los datos de utilización y fallo de la explotación desempeña una función importante en el
análisis de la confiabilidad, al permitir:
a) la planificación del mantenimiento;
b) la justificación de las modificaciones;
c) el cálculo de los requisitos de recursos futuros y de repuestos;
d) la confirmación del cumplimiento de los contratos;
e) la evaluación de la probabilidad de conseguir una misión exitosa;
f) la realimentación al diseño y a la fabricación;
g) la estimación del coste del periodo de garantía;
h) la mejora de los requisitos de confiabilidad;
i) la recogida de datos básicos en casos de posibles responsabilidades legales;
j) la recogida de datos de utilización para determinar los requisitos de explotación del cliente que proporcionarán la
base a los proveedores para las especificaciones de pruebas y para los programas de demostración de la
confiabilidad.
La recogida de datos para objetivos relacionados con la confiabilidad es, a menudo, una actividad a largo plazo. Antes
de que pueda finalizarse apropiadamente un análisis pueden ser necesarios datos que cubran la operación de un lote de
elementos o de muchos elementos. La recogida de datos debe acometerse como una actividad planificada y ejecutarse
teniendo en mente los objetivos adecuados.
A corto plazo, los objetivos de la recogida de datos para confiabilidad incluyen:
1 identificación de deficiencias de diseño de nuevos productos;
2 ajuste del soporte logístico;
3 identificación de los problemas de los clientes para su corrección;
4 análisis de la causa raíz de los fallos para eliminar los modos de fallo predominantes en los siguientes diseños.
El análisis de los datos de confiabilidad exige una clara comprensión del elemento, de su funcionamiento, de su entorno
y de sus propiedades físicas. El análisis requiere también una buena comprensión de la confiabilidad en general y de sus
manifestaciones en la aplicación específica.
Antes de iniciar un proceso de recogida de datos es importante darse cuenta de que la recogida de datos, normalmente
no puede realizarse sin la cooperación de todas las partes implicadas, que puede incluir a los fabricantes del elemento,
los suministradores, los reparadores, los usuarios y los clientes.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 10 -
Gestión de la confiabilidad
Parte 3-2: Guía de aplicación
Recogida de datos de confiabilidad en la explotación
1 OBJETO Y CAMPO DE APLICACIÓN
Esta parte de la Norma IEC 60300 suministra directrices para la recogida de datos relativos a fiabilidad, mantenibilidad,
disponibilidad y soporte de mantenimiento de elementos en explotación. Trata, en términos generales, los aspectos
prácticos de la recogida y presentación de datos y explora brevemente los tópicos relacionados con el análisis de datos y
la presentación de resultados. Pone énfasis en la necesidad de incorporar el retorno de la experiencia de campo como
una de las actividades principales del proceso de la confiabilidad.
Esta norma puede aplicarse durante la supervisión de una muestra de una población, o, más ampliamente, de
poblaciones enteras. Es aplicable, sin restricciones, a elementos diversos, desde componentes a sistemas y a redes,
incluyendo hardware, software e interacciones hombre/máquina. Los elementos considerados pueden haber sido
diseñados, fabricados, instalados, operados y mantenidos por una o varias organizaciones. Esta norma se aplica a todas
las posibles relaciones entre suministrador y usuario. Se aplica a situaciones en las que algunos elementos pueden
repararse in situ mientras que otros únicamente pueden sustituirse in situ y repararse en instalaciones centralizadas.
No se hace ninguna recomendación, sin embargo, sobre cómo organizar el soporte de mantenimiento.
2 NORMAS PARA CONSULTA
Las normas que a continuación se indican son indispensables para la aplicación de esta norma. Para las referencias con
fecha, sólo se aplica la edición citada. Para las referencias sin fecha se aplica la última edición de la norma (incluyendo
cualquier modificación de ésta).
IEC 60050-191, Vocabulario Electrotécnico Internacional (VEI). Parte 191: Confiabilidad y calidad de servicio.
3 TÉRMINOS Y DEFINICIONES
Para los fines de este documento, se aplican los términos y definiciones incluidos en la Norma IEC 60060-191 además
de los siguientes:
3.1 ambiente:
Esfuerzo continuo o intermitente que puede provocar un evento (por ejemplo, un fallo, una sustitución, etc.) en un
elemento.
3.2 eventos:
Lo que sucede a los elementos.
NOTA Los eventos incluyen toda clase de cosas, tales como desmontaje, inserciones y actualizaciones. Además, el número de actuaciones, estados
de funcionamiento, condiciones, etc. son eventos que afectan a la utilización del producto y que pueden evaluarse desde una perspectiva de
previsión de daños, cuando esos daños pueden derivarse de factores de aplicación, tales como carga, presión, vibración, etc. La cualificación
de un producto o sistema está relacionada con el conocimiento de la distribución de eventos dañinos por las fuentes de esfuerzo
significativas.
3.3 vida:
Tiempo desde la concepción del elemento hasta el momento en que es retirado de explotación.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 11 - EN 60300-3-2:2005
4 CONSIDERACIONES LEGALES
En caso de conflicto entre esta norma y el contrato aplicable o una o algunas de las especificaciones, se aplicaría esto
último.
Como esta norma requiere que se acuerden varios aspectos entre cliente, fabricante y un tercero (si existe) todos los
contratos se deberían referir a esta norma y a cualquier otra que trate del análisis de la confiabilidad o de los
procedimientos de recogida de datos a emplear.
Además, se aplica lo siguiente.
En caso de selección de técnicas específicas de análisis o de recogida de datos, la manera de realizar el análisis o la
recogida de datos, o cualquier otra adaptación de la norma para el proyecto, los acuerdos de confidencialidad y su
extensión se deberían mencionar específicamente en el contrato o en la especificación del análisis o de la recogida de
datos.
En el caso de que los procedimientos específicos de análisis o de recogida de datos, la manera de realizar el análisis o la
recogida de datos, o cualquier otra adaptación, haya de ser acordada, deberían establecerse los acuerdos en un anexo del
contrato o en la especificación del análisis o de la recogida de datos.
Finalmente, para cualquier materia que requiera acuerdo y no se haya resuelto, dicha materia debería identificarse
específicamente en el contrato o en el plan de análisis o de recogida de datos, y deberían incluirse las cláusulas
apropiadas con fechas límites para el acuerdo y establecerse los procedimientos de resolución de las diferencias.
En todas las circunstancias, el contrato o subcontrato aplicable debería identificar la parte responsable de la realización
del análisis o de la recogida de datos, la parte responsable de las consecuencias de no cumplir las especificaciones, el
alcance o las limitaciones de tal responsabilidad, y la naturaleza o límites de los remedios disponibles para la parte
dañada, las testificaciones o la participación del cliente en el programa de análisis o recogida de datos.
5 OBJETIVOS DE LA RECOGIDA DE DATOS
Todas las necesidades y expectativas del cliente relacionadas con la confiabilidad pueden clasificarse en las siguientes
categorías:
a) aspectos de tiempo de vida;
b) disponibilidad;
c) aspectos de servicio;
d) aspectos de coste de la propiedad;
e) fiabilidad operacional;
f) seguridad.
Además, el punto de vista de los consumidores se concentra en
g) durabilidad;
h) coste de adquisición;
i) servicio.
Además, los consumidores profesionales pueden estar interesados en
j) la validación del cumplimiento de las exigencias de los elementos adquiridos;
k) la optimización de la logística;
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 12 -
l) la optimización de las existencias de piezas de repuesto;
m) la optimización del mantenimiento;
n) los estudios de mantenibilidad;
o) los estudios de disponibilidad.
La sociedad en su conjunto está interesada en la seguridad, el bajo riesgo y la garantía. Estos aspectos pueden estar
influenciados por las propiedades de confiabilidad de los elementos. También los aspectos económicos están
influenciados por las propiedades de confiabilidad, y de ahí que exista interés público por la confiabilidad.
Desde el punto de vista de los fabricantes, son importantes los siguientes aspectos:
− comparación con productos similares del mercado;
− bases para la mejora de la próxima generación del producto.
La confiabilidad puede tener diferentes motivaciones en las diferentes clases de compañías. En general, las compañías
privadas utilizan la confiabilidad como medio para aumentar o mantener los beneficios, mientras que las compañías
gubernamentales o de caridad la utilizan como medio para mantener un servicio. Esto puede significar que las diferentes
clases de compañías recojan los datos de confiabilidad por diferentes razones.
El objetivo de la recogida de datos es mejorar los productos y procesos importantes de toda organización. Los datos
recogidos, junto con su consiguiente análisis, cierran el bucle de aprendizaje de retorno hacia la comercialización, el
diseño, la fabricación y el servicio. Objetivos de segundo orden pueden ser la minimización del riesgo, la optimización
del coste o la verificación de la conformidad con los requisitos dados. Los datos deberían recogerse con la siguiente
intención: permitir el análisis, enfocado en el aumento del conocimiento del funcionamiento y fallo del elemento, y la
aplicación de estos conocimientos a un fin u objetivo. Sin una definición del objetivo del futuro análisis de los datos y la
aplicación de sus conclusiones, la recogida de datos queda sin sentido y omitirá datos importantes, permitirá la
corrupción de datos o será una perdida de tiempo y de recursos al incluir datos de poco interés.
Mientras se planifica la recogida de datos, se han de considerar varias cuestiones, tales como las siguientes:
1) ¿Qué disponibilidad observada se alcanza con el régimen de mantenimiento aplicado?
2) ¿Qué valores se han alcanzado con un producto similar anterior?
3) ¿Es el producto conforme a los requisitos?
4) ¿Qué efectos tienen el ambiente y el uso sobre la confiabilidad?
5) ¿Cuánto de estable es, con el tiempo, la disponibilidad de los elementos fabricados en diferentes periodos de
tiempo?
Además, puede exigirse hacer lo siguiente:
6) Verificar la conformidad – decidir si el producto responde a los requisitos de confiabilidad.
7) Verificar las predicciones – comparar los valores calculados y observados.
8) Estimar un nuevo producto – utilizar los valores obtenidos como base para estimaciones de productos similares.
9) Comprobar la influencia de los cambios en los procesos – comparar los valores de confiabilidad antes y después de
los cambios realizados en el proceso de fabricación.
10) Comprobar la influencia de los cambios en las versiones del producto – comparar los valores de confiabilidad de
las diferentes versiones del producto.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 13 - EN 60300-3-2:2005
11) Comprobar la estabilidad, con el tiempo, de los valores de confiabilidad de los elementos fabricados – comparar
los valores de confiabilidad de los lotes de producción.
12) Mejorar la logística – replantear las existencias de repuestos a partir de las necesidades reales.
13) Verificar la estrategia de mantenimiento – comprobar la diferencia entre la disponibilidad intrínseca y la real, y las
diferentes estrategias.
14) Optimizar el mantenimiento planificado – utilizar la distribución de la tasa de fallo de un elemento para encontrar
el mejor mantenimiento/renovación.
15) Supervisar los riesgos legales y las posibles reclamaciones sobre el producto.
16) Investigar las ocurrencias y causas de las averías cuyo origen se desconoce – reparaciones imperfectas, fallos en
serie y sistemáticos, ensayos de software, patrones y tendencias de fallo.
17) Obtener información sobre influencias operacionales y ambientales en el producto y en los parámetros de salida
para los requisitos de simulación, exigencias de los clientes basadas en la confiabilidad, para guiar las
especificaciones de los ensayos y simulación de la fiabilidad.
18) Identificar los componentes origen de problemas y sus mecanismos de fallo.
19) Evaluar los modelos de confiabilidad existentes y deducir nuevos modelos de confiabilidad.
20) Evaluar los indicadores de confiabilidad.
21) Encargarse de la logística y planificación de recursos.
22) Justificar las modificaciones.
23) Asegurar la satisfacción contractual.
24) Evaluar la necesidad de una supervisión remota para el seguimiento del “estado de salud del producto”
25) Desarrollar una base de datos de memoria corporativa, que incorpore una mayor colección de datos, construida
sobre actividades individuales de recogida de datos, con una mayor aplicación de resultados.
26) Recoger datos que permitan el análisis físico de los fallos. Es importante indicar que un análisis físico completo de
fallo exigirá muchos datos sobre los parámetros físicos de un producto y de los materiales con que está hecho.
27) Recoger datos para ayudar al ejercicio del crecimiento de la fiabilidad.
Como sucede con muchos procedimientos de confiabilidad y de análisis, la razón subyacente de la recogida de datos
como tarea de confiabilidad es mejorar la calidad del producto, supervisar la aptitud para la función, modificar el
soporte logístico, determinar si se alcanza la fiabilidad exigida, identificar los defectos para el análisis del origen de las
causas y que conduce a la mejora del producto mediante su modificación, mejorar la aptitud para la función y, a largo
plazo, mejorar los beneficios de la compañía o la calidad del servicio. Este objetivo implica la necesidad de entender
todos los costes asociados a un proyecto particular. Estos costes se conocen con la denominación “costes del ciclo de
vida” e incluyen todos los costes implicados en el diseño, la fabricación, el uso y la retirada de un elemento. La
recogida de datos juega un papel en la identificación de estos costes ya que permite a la Dirección evaluar cosas tales
como el valor del gasto monetario, la rentabilidad, el coste de la garantía y los riesgos asociados a la responsabilidad
legal y a las reclamaciones del producto.
Si los datos relativos a los elementos suministrados están afectados, los beneficios de la información recogida se pueden
optimizar cuando se cierra el bucle hasta el suministrador. Esto apoya el desarrollo de una relación duradera de
colaboración con el suministrador. Generalmente, es responsabilidad del suministrador de sistemas/equipos el diseñar la
recogida de datos.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 14 -
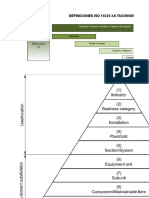
El ciclo de vida de un equipo puede considerarse como un proceso de tres etapas. Estas etapas son el diseño, la
fabricación y la operación. La recogida de datos puede efectuarse a cada nivel y la información recogida puede
devolverse a cada una de las etapas precedentes como se muestra en la figura 1.
Figura 1 − Retroalimentación en los procesos de diseño
La recogida de datos de confiabilidad puede ayudar a mejorar los procesos para lo siguiente:
i) Comercialización – utilizando el conocimiento de las necesidades y expectativas de los clientes para redefinir y
afinar los requisitos exigidos a nuevos productos.
ii) Diseño – mediante la utilización de constataciones sobre el nivel de confiabilidad de los productos entregados y
sobre los mecanismos de fallo obtenidos mediante el análisis de fallos y mediante la determinación de los requisitos
de uso del cliente con la evaluación de las variaciones de uso observadas en la aplicación.
iii) Fabricación – mediante la utilización de los análisis de fallo, para identificar qué aspectos de diseño y fabricación
son esenciales para fabricar productos confiables.
iv) Operación – mediante la utilización del análisis de los datos de mantenibilidad para mejorar el soporte de
mantenimiento así como el futuro diseño para mantenibilidad.
6 CONSIDERACIONES SOBRE EL NIVEL DE INFORMACIÓN
Se pueden recoger datos para los diferentes niveles de un elemento, tales como
a) sistema;
b) equipo;
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 15 - EN 60300-3-2:2005
c) módulo o unidad;
d) pieza o componente;
e) módulo software.
Generalmente, todos pueden ser denominados como elementos.
Pueden recogerse datos también para diferentes fases del ciclo de vida del producto, tales como
1) producción a expedición (mal funcionamiento en el momento de la entrega);
2) instalación (puesta en marcha, fallos precoces, problemas de instalación);
3) operación;
4) primera fase de operación (especialmente información sobre fallos precoces);
5) periodo de garantía (información para determinar los costes de garantía);
6) comportamiento a largo plazo, duración de la vida útil, esfuerzos de servicio;
7) aislamiento del elemento en mantenimiento (por ejemplo para sustitución de piezas);
8) retirada de operación (eliminación).
Durante cada fase del ciclo de vida, se deberían considerar también aspectos tales como diagnóstico de averías y
reparaciones, ya que tienen mayor implicación en la cobertura de las averías y en el caso de averías no encontradas.
7 ¿QUÉ ANÁLISIS PUEDEN EFECTUARSE?
El análisis es la identificación y la cuantificación de los valores calculados, de las distribuciones y de las tendencias. El
análisis puede dirigirse hacia el elemento completo, módulos individuales, modos específicos de fallo, usuarios
particulares, eventos específicos, ambientes específicos, etc. El objeto de análisis se conseguirá seleccionando sólo los
eventos que cumplan los criterios de selección necesarios. El análisis de datos no es un simple cálculo; es una serie de
exámenes de los datos, que exploran la amplitud y detalle de los datos mediante exámenes estructurados. La recogida de
datos y el análisis deberían ser progresivos y deberían aumentar a medida que aumenta la experiencia. Es, a menudo,
útil primero observar los datos con amplitud, y utilizar esta visión amplia como guía para realizar exámenes con mayor
detalle.
a) Análisis exploratorio de datos – La intención del análisis exploratorio de los datos es comprender mejor la
naturaleza general de los datos.
b) Número de eventos – El nivel más básico de análisis es el cálculo del número de eventos durante un periodo
particular o dentro de varios sub-periodos. El número de eventos debe repartirse en sub-divisiones apropiadas, tales
como eventos relacionados con interrupciones críticas, reclamaciones de clientes, eventos relacionados con la
seguridad, y después repartirlos en grupos según los problemas que originan. El examen de los números de eventos
permitirá identificar las áreas específicas que necesitarán una investigación ulterior.
c) Tasa general – Una tasa es el número de eventos que ocurren por unidad de tiempo, por operación o por ciclo. El
cálculo de la tasa puede dar algunas indicaciones sobre la evolución del número de eventos con el tiempo. Las tasa
pueden modelarse como aproximadamente constantes o como no constantes.
d) Análisis de las distribuciones – El próximo nivel de análisis será el análisis de la distribución (por ejemplo,
Weibull). Sin embargo, existen criterios para los datos necesarios como entradas, que reflejan su aptitud para
identificar las distribuciones. Estos criterios se describirán en normas apropiadas.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 16 -
e) Análisis no paramétrico – Si el análisis de distribución no es el adecuado, puede emprenderse un análisis no
paramétrico. Éste, a menudo, tiene criterios menos estrictos que el análisis de distribución, pero suministra menos
información.
8 ¿QUÉ DATOS PUEDEN RECOGERSE?
8.1 Generalidades
Inventario – Incluye la información que indica que existe un elemento particular en explotación, cómo está configurado
y cuáles son los otros elementos que contiene la unidad.
Utilización - Incluye la información sobre cuándo se ha puesto en explotación el elemento, cómo funciona ese elemento
en explotación y cuándo será retirado de la explotación.
Ambiente – Incluye la información sobre las condiciones de funcionamiento del elemento, a menudo en términos de
factores que se consideran importantes para la confiabilidad del elemento.
Eventos – Incluye información sobre todo lo que le ha sucedido al elemento durante su vida, tales como fallos,
reparaciones, actualizaciones, etc.
A menudo no es posible obtener todos los datos que se requerirían para una tarea particular de confiabilidad, quizás por
razones operativas o por que es demasiado costoso recoger esos datos. En estos casos, es con frecuencia necesario
evaluar por qué se requieren los datos y hacer un análisis de compromiso entre la razón por la cual los datos son
necesarios y la dificultad de recogerlos. A veces, recoger datos puede significar hacer cambios en los procedimientos
operativos existentes en una organización y la dificultad y el coste que ello implica debe ser compensado por el
beneficio obtenido por la realización de los análisis de confiabilidad que permitió la recogida de datos.
Un modelo estadístico representa siempre una aproximación a la realidad aportada por los datos. Deberían utilizarse
criterios técnicos o ensayos de bondad de ajuste (BDA) que permitan evaluar si la aproximación da un resultado útil. La
sensibilidad a los prerrequisitos puede evaluarse con la ayuda de datos simulados, por ejemplo, utilizando el método de
Monte Carlo.
8.2 Inventario
Los registros de inventario se suelen conservar, ya que identifican el estado original en que se crearon: fabricante,
número de lote, estado de las modificaciones, historia de las reparaciones y otras informaciones. Estos datos son
particularmente importantes cuando se evalúan los factores que gobiernan la susceptibilidad a los diferentes eventos.
Sin tal información, el análisis de la confiabilidad nunca sería capaz de identificar las tendencias que son aplicables
únicamente a sub-grupos específicos de otros elementos idénticos.
Muchos tipos de eventos (los fallos, por ejemplo) son inherentes al elemento individual de que se trata, inducidos bien
por defecto en el proceso de fabricación o por debilidad del diseño. Tales eventos se van produciendo a lo largo de la
vida del elemento (incluyendo el instante cero o la primera puesta en marcha). El transcurso de la vida se acumulará
únicamente sobre los elementos individuales y, en consecuencia, el análisis sobre la totalidad de la vida puede realizarse
si cada elemento implicado está identificado específicamente en cada registro por un número de serie único. Algunas
formas de análisis de vida no tienen este requisito, por ejemplo el análisis de M(t) descrito en la Norma IEC 60605-6.
Es necesario, pues, recoger información de todos los elementos de la población que tengan riesgo. Esta información
sobre la población puede extraerse de la información del inventario. Las informaciones recogidas son habitualmente
“tiempos en explotación”, que pueden ser tiempo de operación, tiempo de calendario (fechas), número de ciclos,
kilometraje, número de copias, etc.
A veces no es posible, o deseable, recoger información de la totalidad de la población de elementos y pueden utilizarse
técnicas de muestreo para reducir la cantidad de datos requeridos. Las técnicas de muestreo se describen en el capítulo 12.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 17 - EN 60300-3-2:2005
8.3 Utilización
La utilización es la medida que indica qué funciones son demandadas al producto o sistema en servicio para el cliente,
durante cuánto tiempo y con qué frecuencia se solicitan. Se necesita considerar cuidadosamente los datos adecuados a
medir, con el fin de maximizar la utilidad de los datos de uso recogidos, de manera que permita futuros análisis para
aplicaciones similares, en lugar de limitar su uso a una aplicación específica. Para definir una exigencia de explotación
del cliente, los datos de utilización se dan habitualmente en forma de evento o de nivel de ocurrencia y duración, con
una significación estadística y riesgos asociados, para que sean útiles en la cualificación del sistema o producto y en la
validación de las actividades de desarrollo.
La utilización puede ser continua en el tiempo con un nivel establecido, continua en el tiempo con un nivel variable, o
esporádica en el tiempo con un nivel fijo o variable.
Si el equipo está conectado el 100% del tiempo, es fácil calcular el uso. Sin embargo, si están alimentados dos equipos
y uno de ellos funciona continuamente, y el otro ocasionalmente, es decir en reserva, es difícil estimar cuál es el uso
medio del tipo de equipo. A menudo, no es posible obtener información de utilización para una pieza cualquiera del
equipo, lo que hace necesario obtener un uso medio para el tipo de equipo. Esto puede también presentar problemas
dependiendo de la naturaleza de los equipos supervisados. Es corriente que un usuario final de una central telefónica dé
su utilización media, pero el usuario de un equipo de comunicaciones militar probablemente no lo hará.
El conocimiento del uso es extremadamente importante ya que los posteriores análisis de los datos almacenados y los
resultados de los análisis podrían irse a pique por una gran imprecisión de la cifra del uso. Muchas piezas de
equipamientos disponen de un indicador de tiempo transcurrido (ETI, elapsed time indicador), que ayuda a supervisar el
tiempo de utilización real. Sin embargo, esos indicadores también pueden presentar problemas y a veces no dan más
que una idea grosera del tiempo de utilización real.
La utilización puede estar basada no sólo en el tiempo, sino también en el número de operaciones o de ciclos (por
ejemplo, cuántas veces se utiliza un elemento).
8.4 Ambiente
El ambiente puede contribuir también al daño experimentado en la vida del producto o sistema cuando la duración e
intensidad de los esfuerzos ambientales tienen que ser incluidos en las acciones de calificación del producto o sistema.
Para definir correctamente los requisitos de explotación, la medida de la componente ambiental en la aplicación implica
el entendimiento de las entradas ambientales y de la respuesta de los componentes a esas entradas. Estos requisitos
suministran una base para el correspondiente ensayo acelerado para demostrar la conformidad a los requisitos de
fiabilidad.
Un ambiente más severo puede provocar que el evento aparezca más rápidamente que con otro menos severo. Como
para la utilización, descrita en el apartado 8.3, hay habitualmente varios aspectos del ambiente que serán pertinentes
para un evento especificado y, dependiendo del análisis requerido, puede ser necesario registrar todos. La localización
del ambiente medido es también importante, por ejemplo son muy diferentes los ambientes en una cabina de avión o en
un motor.
Un factor ambiental ligado a la utilización es el deterioro provocado por un encendido o un apagado. Según el tipo de
equipo, ese esfuerzo de encendido/apagado puede ser significativo y más importante que las condiciones ambientales en
estado permanente.
8.5 Eventos
Dentro de los eventos que provocan la renovación (o retirada de servicio) pueden incluirse fallos, acciones de
mantenimiento, etc. Los eventos de fallo pueden incluir fallos del sistema, fallos secundarios, fallos en sistemas
redundantes, fallos que no provocan el fallo del sistema y fallos ocultos. En muchas de las técnicas de confiabilidad
incluidas en las normas listadas, el fallo es el evento más importante.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 18 -
Cuando se desea adquirir conocimiento de los recursos y de los costes ligados al mantenimiento asociado a un fallo,
también deben registrarse las informaciones sobre la reparación y hay que identificar la reparación con información
suficiente para que pueda realizarse el análisis. Conviene indicar que la reparación puede ser también causa de fallos
posteriores además de la resolución del fallo actual. De ahí que la información del mantenimiento sea una importante
fuente para el análisis detallado de la confiabilidad.
Antes de que se pueda realizar ningún análisis de los datos sobre los eventos, es necesario clasificar éstos en grupos que
tengan sentido para la persona que realiza el análisis. Por ejemplo, un evento de fallo de un sistema electrónico
complejo puede clasificarse en diseño, fabricación, suministradores, mantenimiento, software y fallo no encontrado. A
veces, la clasificación de los eventos puede hacerse a un nivel inferior. Esto dependerá de los datos disponibles y los
aspectos que se estén investigando, por ejemplo. Pueden citarse el tipo de componente, la posición de referencia y el
modo de fallo.
El proceso del análisis de eventos comienza con una clasificación amplia del tipo de evento y del objetivo de la
recogida de datos de la explotación, para fallos o caracterización de la utilización.
Para eventos de fallo, el análisis comienza con la verificación del fallo. Si no se encuentra fallo, esto conduce
directamente a la clasificación como “fallo no encontrado”. Cuando se verifica que hay fallo, el análisis detallado de la
avería puede comenzar aislando el modo y el mecanismo reales que produjeron el fallo.
Para caracterización de la utilización, es necesario asegurar que se recoge el tipo de datos adecuado. Esto puede hacerse
a partir del análisis de la planificación y de las necesidades de datos realizados antes de comenzar el programa de
medida. El esquema de recogida de datos y la instrumentación deberían proporcionar directamente datos utilizables para
analizarlos y convertirlos en información sobre la utilización.
En el software, los fallos a menudo son intermitentes (errores software) o pueden eliminarse reinicializando los
programas. En estos casos la intención del cliente y las acciones reales sobre el software pueden ser interesantes para la
clasificación del evento.
8.6 Fuentes de datos
Existen muchas fuentes de datos de confiabilidad, sin embargo la disponibilidad y utilidad de estas fuentes varía de
acuerdo con los tipos de producto y la estructura de la compañía. Por tanto no es posible relacionar todas las fuentes de
datos en esta norma.
La información directa es la recogida por el fabricante del elemento o producto. La información indirecta es la recogida
por una tercera parte que tiene conocimiento del producto desde ventas, reparaciones, etc. La separación relativa entre
información directa e indirecta depende a menudo del tipo de producto. En general, la recogida de información en
elementos de tipo profesional (por ejemplo conmutadores de telecomunicación, equipo de planta) es generalmente
directa, mientras que en elementos de consumo (por ejemplo electrodomésticos, teléfonos móviles) es generalmente
indirecta. Habitualmente, se prefiere la información directa porque puede asegurarse la calidad de esos datos mediante
el uso correcto de los procedimientos de recogida de datos. Los datos de terceras partes son a menudo de calidad
desconocida.
Los tamaños de población y los tipos de elementos en explotación pueden venir de registros de ventas, expediciones,
órdenes, entregas e instalaciones. A menudo, estarán disponibles todos estos tipos para un elemento en particular y ello
permitirá la construcción de un diagrama completo de la localización del elemento, etc. Algunas veces las
autorizaciones de productos electrónicos permiten localizar el elemento/software y el comienzo de la información de
datos de utilización. Son también útiles los registros del producto a efectos de garantía, por ejemplo en productos de
consumo y productos médicos.
La información del producto puede incluir cosas tales como la estructura interna del producto, por ejemplo, qué tarjetas,
módulos, componentes, etc. se utilizan. Esta clase de información está a menudo incluida en fichas de trabajo de
fabricación o su equivalente. Los registros de servicio, de garantía, de productos reparados y repuestos utilizados
pueden proporcionar información útil acerca de qué elementos han fallado realmente y en qué circunstancias.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 19 - EN 60300-3-2:2005
Los registros de retirada proporcionan información sobre cuándo se retira de servicio un producto y no forma ya parte
de la población para los objetivos del análisis. Las reclamaciones del cliente pueden también utilizarse para identificar
dónde está localizado un elemento en particular. También pueden proporcionar información sobre los fallos, en
particular fallos intermitentes. Los informes y comentarios del cliente también pueden utilizarse para ayudar a
completar la hoja de datos. Los registros de reclamaciones de seguros y de coberturas pueden ser útiles, si están
disponibles, para identificar la localización y el uso de algún elemento. Si con los productos se envían tarjetas de
garantía que permitan al comprador o usuario devolver la tarjeta cuando el elemento se compra o entra en servicio,
entonces puede obtenerse información útil. En muchos sectores del mercado ésta es la única vía en que puede obtenerse
esta información.
Algunas veces un elemento puede configurarse de modo que es capaz automáticamente de informar al fabricante
cuando entra en servicio. Esta clase de elementos son típicamente dispositivos de telecomunicación, o elementos que
están por otra parte conectados a un sistema de telecomunicaciones y que pueden ser capaces de informar de su uso y
estado al fabricante. Si el elemento no informa, es posible suponer que ya no está siendo utilizado. Para equipos de
valor elevado, puede ser posible añadir una función de telecomunicación al dispositivo solamente con este objetivo.
9 MÉTODOS DE ANÁLISIS Y REQUISITOS DE LOS DATOS
Existen muchas normas IEC y guías que dan instrucciones y ayudas para el análisis de datos de confiabilidad. La tabla 1
es una lista de todas las normas de confiabilidad que contienen requisitos relativos a los datos. Las normas están
ordenadas en la tabla según su número de referencia. La tabla indica qué métodos de cada norma pueden usarse y qué
datos se necesitarán recoger para aplicar las técnicas dadas en la norma.
A continuación se da un ejemplo de la utilización de las tablas.
Una compañía puede desear estimar la fiabilidad de un componente electrónico en unas condiciones de funcionamiento
específicas. Utilizando la tabla, se identifica que la Norma IEC 61709 puede ayudar a “convertir la tasa de fallo de los
componentes electrónicos bajo diferentes condiciones ambientales” y se advierte que los requisitos de los datos son
“tasas de fallo constantes para componentes electrónicos bajo condiciones definidas” y “la información sobre el
ambiente en el que se utilizan los componentes electrónicos”. Otros usos de la tabla dirán que para obtener tasas de fallo
constantes se necesitará usar la Norma IEC 60605-4 y los requisitos de los datos en ésta son “los tiempos hasta el fallo
de los elementos”. También puede señalarse que para asegurar que tienen tasas de fallo constantes se han de aplicar los
métodos de la Norma IEC 60605-6 con otros requisitos adicionales de los datos de “tiempos hasta el fallo para cada
fallo pertinente”.
Tabla 1 − Requisitos de los datos para los métodos de confiabilidad, porqué utilizarlos, y referencias IEC
¿Para qué? Dato requerido Referencia IEC Título
Cómo aplicar el concepto Coste de los elementos de coste IEC 60300-3-3 Coste del ciclo de vida
de costes del ciclo de vida identificados y coste total del
proyecto
Cómo seleccionar e Frecuencia de ocurrencia de los IEC 60300-3-9 Análisis de riesgo de
implementar las técnicas eventos identificados, probabilidad sistemas tecnológicos
de análisis de riesgo de ocurrencia de los eventos y
duración de las ocurrencias de los
eventos.
Cómo presentar los datos Número de fallos de los compo- IEC 60319 Presentación y
de fiabilidad de nentes de interés, modos de fallo de especificación de los datos
componentes y piezas los componentes y tiempos hasta el de fiabilidad de los
fallo de los componentes de interés. componentes electrónicos
Cómo estimar las tasa de Tiempos hasta el fallo de los ele- IEC 60605-4 Procedimientos estadísticos
fallo constantes mentos (el procedimiento gráfico para la distribución
requiere un mínimo de cuatro obser- exponencial
vaciones de tiempo hasta el fallo)
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 20 -
¿Para qué? Dato requerido Referencia IEC Título
Cómo establecer que una Tiempo hasta el fallo de cada fallo IEC 60605-6 Ensayos de validez de las
tasa de fallo es constante de interés (el procedimiento numé- hipótesis de tasa de fallo
rico requiere un mínimo de 10 constante o de la intensidad
observaciones de tiempos hasta el de fallo constante.
fallo; el procedimiento gráfico
requiere un mínimo de 4 observa-
ciones de tiempos hasta el fallo)
Cómo identificar los Tiempo hasta el fallo de cada fallo IEC 60605-6 Ensayos de validez de las
fallos precoces (el procedimiento numérico requiere hipótesis de tasa de fallo
un mínimo de 10 observaciones de constante o de la intensidad
tiempos hasta el fallo; el de fallo constante.
procedimiento gráfico requiere un
mínimo de cuatro observaciones de
tiempos hasta el fallo)
Cómo alcanzar y verificar Justificación de las acciones de IEC 60706-3 Verificación y recogida,
los objetivos de mantenimiento, tipo de acción de análisis y presentación de
mantenimiento mantenimiento completada, horas- datos
hombre por acción de manteni-
miento y tiempo de calendario
correspondiente transcurrido
correspondiente. Duración total de la
indisponibilidad, horas de operación,
número de intervenciones y su nivel
de competencia del equipo de
mantenimiento, utilización de equi-
pos de verificación y ensayo y con-
sumo de piezas de repuesto.
Cómo utilizar métodos Tiempo requerido para realizar el IEC 60706-6 Métodos estadísticos para la
estadísticos en la evalua- mantenimiento de un equipo especí- evaluación de
ción del mantenimiento fico mantenibilidad
Cómo identificar los Probabilidades de ocurrencia de los IEC 60812 Procedimiento de análisis de
fallos y sus consecuencias eventos y frecuencias de ocurrencia modos de fallo y sus efectos
de los eventos
Cómo identificar las Probabilidad de ocurrencia de los IEC 61025 Análisis de árbol de fallo
condiciones o los factores eventos
que contribuyen a un
evento indeseable
Cómo diseñar los ensayos Duración de la actividad y duración IEC 61070 Procedimientos de ensayos
de componentes para de la inactividad de un elemento de conformidad para la
evaluar su simple reparado disponibilidad en régimen
comportamiento estable
Cómo construir un Descripción de la estructura del IEC 61078 Método del diagrama de
diagrama de fiabilidad de elemento y la tasa de fallo de cada fiabilidad por bloques
bloques de un elemento bloque
para examinar su
estructura
Cómo probar si un valor Número de fallos observados y sus IEC 61124 Planes de ensayo de
observado de la tasa de tiempos de funcionamiento acumu- conformidad de una tasa de
fallo cumple con un lados o tiempos de calendario fallo constante o de una
requisito dado acumulados transcurridos intensidad de fallo constante
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 21 - EN 60300-3-2:2005
¿Para qué? Dato requerido Referencia IEC Título
Cómo probar si un valor Número de fallos observados y sus IEC 61124 Planes de ensayo de
observado de intensidad tiempos de funcionamiento acumu- conformidad de una tasa de
de fallo cumple con un lados o tiempos de calendario fallo constante o de una
requisito dado acumulados transcurridos intensidad de fallo constante
Cómo probar si un valor Número de fallos observados y sus IEC 61124 Planes de ensayo de
observado de tiempo tiempos de funcionamiento acumu- conformidad de una tasa de
medio hasta el fallo lados o tiempos de calendario fallo constante o de una
cumple con un requisito acumulados transcurridos intensidad de fallo constante
dado
Cómo probar si un valor Número de fallos observados y sus IEC 61124 Planes de ensayo de
observado de tiempo tiempos de funcionamiento acumu- conformidad de una tasa de
medio entre fallos cumple lados o tiempos de calendario fallo constante o de una
con un requisito dado acumulados transcurridos intensidad de fallo constante
Cómo realizar una Tasas o intensidades de fallo de los IEC 61160 Revisión formal del diseño
revisión de diseño elementos o eventos en revisión,
frecuencias de ocurrencia del evento,
modos y mecanismos de fallo del
elemento y tasas de ocurrencia
Cómo evaluar la madurez Número total de fallos de interés y IEC 61164 Crecimiento de la fiabilidad
de un producto para un tiempo de ensayo acumulado para – Ensayos y métodos de
sistema reparable cada fallo de interés estimación estadísticos
Cómo probar una Número de elementos en ensayo y IEC 61649 Ensayos de bondad de ajus-
situación de tiempos hasta el fallo de cada te, intervalos de confianza y
envejecimiento elemento que falla límites inferiores de confian-
za para datos que siguen la
distribución de Weibull
Cómo estimar los fallos Número de elementos en ensayo y IEC 61649 Ensayos de bondad de
en garantía tiempos hasta el fallo de cada ajuste, intervalos de
elemento que falla; se requiere un confianza y límites
mínimo de 10 observaciones inferiores de confianza para
datos que siguen la
distribución de Weibull
Cómo comparar dos tasas Tiempos de fallo de los eventos de IEC 61650 Procedimientos para la com-
de fallo y ver si las dife- interés y número de elementos con paración de dos tasas de
rencias son estadísti- riesgo fallo constantes y dos inten-
camente significativas sidades de fallo (evento)
constantes
Cómo comparar dos tasas Tiempos hasta el fallo de los eventos IEC 61650 Procedimientos para la
o intensidades de eventos de interés comparación de dos tasas de
y ver si alguna diferencia fallo constantes y dos
es estadísticamente intensidades de fallo
significativa (evento) constantes
Cómo convertir tasas de Tasas de fallo de los componentes IEC 61709 Fiabilidad de los compo-
fallo constante de electrónicos bajo condiciones defi- nentes electrónicos – Condi-
componentes electrónicos nidas e información sobre los ciones de referencia para las
en diferentes condiciones ambientes en que se van a utilizar tasas de fallo y modelos de
ambientales los componentes. esfuerzos para la conversión
Cómo estimar los Tiempos hasta el fallo de cada fallo IEC 61710 Modelo de la ley de la
parámetros del modelo de de interés potencia – Prueba de bondad
la ley de la potencia de ajuste y métodos de
estimación de parámetros
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 22 -
10 RECURSOS
La recogida de datos de explotación requiere recursos de todas las fases del ciclo de vida. Los recursos realmente
requeridos dependen de los datos que se han de recoger.
Debe disponerse de competencia para las siguientes actividades:
a) registro de datos brutos (para asegurar la integridad y exactitud de la información recogida);
b) evaluación y análisis de los fallos (para asegurar que sólo se utilizarán los datos válidos);
c) diseño de la agregación y análisis de datos (selección de métodos y herramientas de análisis correctos para asegurar
resultados válidos);
d) análisis de datos (para asegurar una utilización correcta de los métodos).
La infraestructura necesaria para la recogida de datos de confiabilidad puede incluir:
e) equipos de reparación y diagnosis necesarios para el mantenimiento;
f) herramientas informáticas para el almacenamiento, agregación y análisis de datos y para la elaboración de informes;
g) instalaciones para el registro de datos brutos (por ejemplo, registros de fallos);
h) instalaciones informáticas (en el caso, por ejemplo, de transmisión electrónica de datos);
i) supervisión de condiciones y registro de datos a distancia;
Los aspectos económicos y financieros a considerar son los siguientes:
j) el coste de la implantación y del mantenimiento regular de la recogida de datos;
k) los beneficios obtenidos por la mejora de los procesos resultantes de medidas basadas en el retorno de la
información de los datos provenientes de la explotación.
11 PLANIFICACIÓN
La recogida de datos, al ser la precursora del análisis de datos, debería tener una estrategia, con objetivos claramente
establecidos.
Lo ideal es que la recogida de datos de confiabilidad se planifique lo antes posible. El mejor momento es durante el
diseño del producto. Debería ser una parte integrante del proceso de manera que se asegure la integridad y precisión de
la información registrada así como la optimización del coste.
Considerar la recogida de datos durante el diseño significa considerar:
a) la trazabilidad de los componentes y las piezas;
b) la trazabilidad de los productos (identificación, fecha de fabricación, versión del producto, número de serie, fecha de
salida, etc.)
c) los procedimientos de mantenimiento y de reparación;
d) la posibilidad de auto-ensayo y de diagnóstico integrado;
e) el registro de los fallos, horas de funcionamiento, eventos, condiciones;
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 23 - EN 60300-3-2:2005
f) la supervisión remota del estado de los elementos y los informes de fallos;
Durante la planificación, deberían considerarse también las siguientes cuestiones:
1) ¿Cómo puede ayudar el diseño de un producto a la recogida de datos?
2) ¿Cómo puede retornar a la organización la información recogida?
3) ¿Qué análisis se desea?
4) ¿Qué datos internos de la organización se han de recoger y almacenar que permitan, con los datos de explotación, el
análisis necesario?
5) ¿Debería considerarse una supervisión remota e integrarla en el sistema?
Durante la planificación de la recogida de datos, deberían definirse las responsabilidades del registro, la circulación y el
análisis de datos. Deberían identificarse las autorizaciones y responsabilidades en materia de acciones a realizar a partir
de los resultados y, para su efectividad y adecuación, debería revisarse a intervalos regulares todo el proceso de
recogida y análisis.
La planificación de la recogida de datos de confiabilidad en explotación puede estructurarse en varias áreas:
i) ¿Qué queremos saber (quién quiere saber, qué queremos saber)?
ii) ¿Qué análisis puede efectuarse (qué análisis, utilizando qué)?
iii) ¿Qué datos pueden recogerse (qué datos, de dónde)?
iv) ¿Cuándo y con qué frecuencia queremos saberlo?
v) ¿Cómo se deberían recoger los datos (manualmente, semiautomáticamente, automáticamente, a distancia)?
El obtener datos de clientes puede necesitar el establecimiento de relaciones permanentes concernientes a este tópico,
incluyendo los métodos apropiados de registro de datos, la transmisión, el retorno de información hacia el cliente y las
acciones correctoras concernientes al producto, si fuese necesario.
12 FILOSOFÍA DE LA RECOGIDA DE DATOS
12.1 Generalidades
Los diferentes procedimientos de la recogida de datos se describen en los apartados 12.2 a 12.5.
12.2 Basada en el tiempo − continuo y discontinuo
Hay varios métodos potenciales para la recogida de datos basados en el tiempo:
a) recogida de datos continua;
b) recogida de datos en un periodo;
c) recogida de datos en varios periodos;
d) recogida de datos en una ventana de tiempo movible.
La recogida de datos continua acumula datos a todo lo largo del ciclo de vida del elemento sin interrupción, como
muestra la figura 2.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 24 -
Figura 2 − Recogida de datos continua
La recogida de datos en un periodo de tiempo acumula datos de un único periodo del ciclo de vida del producto, por
ejemplo, desde la puesta en servicio hasta el final del periodo de garantía. Véase la figura 3.
Figura 3 − Recogida de datos en un periodo
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 25 - EN 60300-3-2:2005
La recogida de datos en múltiples periodos se realiza en varios periodos de la vida del producto. Véase la figura 4.
Figura 4 − Recogida de datos en múltiples periodos
La recogida de datos en una ventana de tiempo movible es similar a la recogida de datos en periodos, salvo que el
comienzo y el fin de cada periodo son movibles en el tiempo. Esto significa que los datos más antiguos se eliminan
siempre a medida que se recogen nuevos datos. Esto puede hacerse para tener en cuenta el hecho de que los productos
se vuelven obsoletos y no son ya representativos de los datos actuales o para preservar espacio de memoria en el
sistema de adquisición de datos. Los datos no concernientes a eventos interesantes son eliminados de manera que los
eventos interesantes puedan registrarse, así como el contexto. Los datos de un periodo pueden utilizarse para obtener
valores medios en los periodos de funcionamiento. Esto puede hacerse recogiendo datos en un periodo corto y haciendo
a continuación la hipótesis de que los valores observados son los mismo para todo el periodo de funcionamiento.
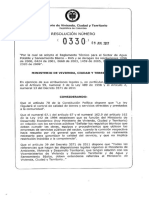
Debería indicarse que la referencia del tiempo en la recogida de datos puede no ser tiempo de calendario; hay
disponibles otras medidas de tiempo. Estas referencias de tiempo pueden ser “tiempo de funcionamiento” – el tiempo en
que el sistema está operativo - o “tiempo bajo tensión” – tiempo en que un sistema está alimentado (incluyendo la
espera y el funcionamiento) – etc. Además, la referencia de tiempo puede no basarse en el concepto de duración y
puede fundarse en el número de operaciones o ciclos (por ejemplo, número de arranques de un coche o número de
kilómetros de conducción). Existe, a menudo, una relación entre estas referencias de tiempo, como muestra la figura 5,
y el tiempo de funcionamiento/calendario que se denomina utilización.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 26 -
Figura 5 − Varias referencias de tiempo
La figura 5 muestra un perfil típico de misión en la gráfica superior; obsérvese que el tiempo de calendario crece
durante todo el perfil mientras que el tiempo de funcionamiento crece sólo en la parte activa de la misión. Los ciclos
sólo aumentan en el arranque de cada misión (alternativamente pueden aumentar al final de la misión) mientras que las
operaciones ocurren sólo durante la fase real de cada misión.
12.3 Completa y limitada
12.3.1 Generalidades
La recogida de datos completa es la recogida de datos en todos los casos del elemento en explotación. La recogida de
datos limitada restringe la cobertura a un subconjunto de éste, por ejemplo, todos los elementos utilizados en un
emplazamiento dado, o por un cliente particular. La recogida de datos limitada puede utilizar varios métodos de
muestreo para decidir la localización a seleccionar y el número de elementos a supervisar.
A menudo, la única manera de conseguir información sobre un elemento de consumo producido masivamente es
enviando un lote de elementos a un mercado definido donde pueden registrarse tanto el tiempo de utilización como los
tiempos de fallo. Es posible también limitar el retorno de la información de mercado a un mercado típico o a un
cliente(s) típico(s) y concentrar el esfuerzo de realimentación allí. Esto puede ayudar a reducir los recursos necesarios o
puede permitir mejorar el trabajo sobre el sector de mercado de interés para mejorar la calidad de los datos retornados.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 27 - EN 60300-3-2:2005
Esta técnica es una forma de muestreo y tales técnicas de muestreo se utilizan frecuentemente. Para optimizar la
información obtenida de un conjunto de datos, es esencial que el método de recogida de datos y el método a usar para
analizar los datos sean cuidadosamente elegidos, teniendo uno y otro en la mente. Muy a menudo, se recogen los datos y
sólo después de finalizar la recogida se piensa en los procedimientos que se utilizarán para el análisis de los datos. Esto es
realmente un mal proceder. El punto de arranque debe ser establecer qué información de la población se requiere.
El fin primordial del muestreo es determinar a partir de la muestra, la información seleccionada o cuánta información
sobre la población sea posible extraer.
12.3.2 Tipos de población
Conviene clasificar la población como sigue:
a) Finita y existente, tal como los elementos (de una línea de producción dada) guardados en un almacén, o las
manzanas de un árbol. El muestro de tales poblaciones puede ser aleatorio pero no simple, porque la muestras
sucesivas no son independientes. El proceso de muestreo puede convertirse en un proceso simple mediante
reemplazamiento de cada elemento extraído de la población.
b) Infinita, como en la situación en que los elementos son seleccionados a partir de una secuencia de números generada
matemáticamente. Puede señalarse que un muestreo con reemplazamiento de una población finita y existente puede
considerarse como de una población infinita ya que el proceso nunca agotará la fuente.
c) Hipotética, como en una secuencia de números obtenidos mediante lanzamiento de un dado. Los sucesivos
lanzamientos constituyen un proceso de muestreo que da números existentes a partir de una población inexistente.
Los tipos de población tratados en esta norma comprenden principalmente los listados señalados anteriormente como a) y b).
Es interesante notar que hay muchos casos en los que los elementos de una población se describen mediante dos (a
veces más) características mutuamente exclusivas: “funcionamiento o fallo”, “bueno o malo”, “favorable o
desfavorable” , “bueno, fuera de especificación o fallo catastrófico”, etc. Los elementos de esta clase de población se
dice que poseen atributos, y el muestreo aplicado a tales poblaciones se llama “muestreo por atributos”. Cuando los
elementos de una población se distinguen uno de otro según una característica medible de forma continua (peso, tiempo
de fallo, coste, etc., esto es, población continua) el proceso de muestreo se llama “muestreo por variables”.
12.3.3 Muestreo aleatorio
Un muestreo aleatorio es aquel en el que la muestra ha sido seleccionada de tal forma que cada elemento de la
población tiene una probabilidad calculada de ser seleccionado. Realmente, no será necesario efectuar el cálculo de esta
probabilidad: la especificación y el control del proceso de muestreo es todo lo necesario para la aplicación de la teoría
de la probabilidad.
a) Muestreo aleatorio simple − Si el proceso de muestreo aleatorio es tal que cada elemento tiene igual probabilidad
de selección y, además, los sucesivos muestreos son independientes, el proceso se llama “muestreo aleatorio
simple”.
b) Muestreo estratificado − Otro tipo de procedimiento de muestreo que es extremadamente útil es el muestreo
aleatorio estratificado que en algunos aspectos es superior al muestreo aleatorio simple. En esencia, este
procedimiento se basa en dividir la población en capas o estratos y tomar sub-muestras de cada uno de ellos. Dentro
de cada estrato, cada miembro de la población tiene la misma probabilidad de aparecer en la sub-muestra que los
demás miembros del estrato. El efecto de este método de muestreo es repartir más uniformemente la muestra en la
población mientras que se mantiene el carácter aleatorio dentro de cada estrato.
12.3.4 Tamaño de la muestra
Se puede obtener información útil de muestras tan pequeñas como de unos pocos centenares aunque el tamaño de la
población correspondiente pueda ser de decenas o centenares de miles. Puede parecer lógico que, para suministrar
resultados significativos, el tamaño de la muestra deba ser una proporción fija de la población. Esto no es cierto. La
cantidad y utilidad de la información contenida en una muestra están relacionadas principalmente con el tamaño
absoluto de la muestra y el grado de aleatoriedad.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 28 -
12.3.5 Errores asociados con el muestreo
Supóngase en un procedimiento de muestreo aleatorio, que se extraen de una población muestras de un tamaño
particular. Es muy improbable que dos muestras cualesquiera den exactamente la misma información sobre la población
de origen. Una razón de ello es que existe en la población alguna variabilidad entre los miembros de la población y que
una muestra puede contener un número diferente de miembros con un atributo particular, diferente de los otros. Sin
embargo, si todos los miembros de la población difieren muy poco unos de otros, es decir, si la variabilidad entre los
miembros es muy débil, muestras de pequeño tamaño pueden contener todo lo que se necesita conocer de la población.
En particular, si todos los miembros son idénticos (cero variabilidad en la población) una muestra que contenga un solo
miembro sería suficiente. Así, una causa de error de muestreo es la variabilidad entre los miembros de la población.
Cuando se comparan muestras mediante el cálculo de la media, se encuentra otra fuente de variación relacionada con el
tamaño real de la muestra. Si el tamaño (fijo) de cada muestra es grande, la variación entre las medias será más pequeña
que lo sería con tamaños de muestras menores.
El error sistemático se puede considerar como una variación de base sistemática de algún parámetro que afecta a la
medida que se está realizando. Por ejemplo, cuando se toman muestras sucesivas de una población durante un largo
periodo de tiempo, pueden aparecer efectos tales como cambio de temperatura, cambio de presión, o simplemente un
efecto de fatiga o falta de concentración, y que tenga un impacto directo sobre las mediciones que se están obteniendo.
Tales efectos, conocidos como error sistemático, alteran las medidas a obtener y son a veces difíciles de eludir.
Véase el anexo C para más información sobre muestreo.
12.4 Recogidas de datos cuantitativos y cualitativos
La recogida de datos cuantitativos es la recogida de aquello que puede establecerse como un valor, tal como un número,
mientras que una recogida cualitativa es una toma de información más ligera, tal como las causas de ocurrencia de un
evento. Ambos tipos de datos son importantes y se soportan mutuamente. El tipo de recogida dependerá de la clase de
cuestiones a que deben responder los datos.
12.5 Censura de datos en una recogida de datos
Los datos de explotación que contienen incertidumbre en cuanto a la exactitud del momento de aparición de un evento
se llaman “datos censurados” y el tipo de tratamiento estadístico de los datos depende de la clase de censura presente.
Hay varios tipos de censura.
“Datos completos” significa que se observa o conoce el valor del tiempo de vida de cada elemento. Por ejemplo, para el
análisis de datos de vida, los datos (si son completos, lo que es inhabitual en la recogida de datos de explotación)
contendrían los tiempos hasta el fallo de todas las unidades en explotación.
A menudo, cuando se analizan los datos de vida, todas las unidades pueden no haber experimentado el evento de interés
o puede no conocerse en tiempo del evento. Este tipo de dato es un dato censurado. Hay tres tipos de posibles esquemas
de censura: datos censurados a la derecha (llamados también datos suspendidos); datos censurados por intervalo; y
datos censurados a la izquierda.
a) Datos censurados a la derecha (suspendidos) – El caso más común es el de los llamados datos censurados a la
derecha, o datos suspendidos (véase la figura 6). Estos datos están compuestos de las unidades que no experimentan
ningún evento. En las cinco unidades en explotación donde sólo tres han experimentado algún evento (los cuadrados
negros) en el momento del análisis, habrá datos suspendidos (o censurados a la derecha) para las dos unidades que
no han tenido ningún evento (las líneas con flecha). El término “censurado a la derecha” implica que el evento de
interés está situado a la derecha del punto de análisis.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 29 - EN 60300-3-2:2005
Figura 6 − Datos con censura a la derecha (suspendidos)
b) Datos censurados por intervalo – El segundo tipo de censura se llama “datos censurados por intervalo”. Los datos
censurados por intervalo contienen incertidumbre, en lo que respecta a los momentos exactos de los acontecimientos
ocurridos dentro de un intervalo. Esto puede deberse a un sistema que sólo se inspecciona ocasionalmente. Si
tenemos en funcionamiento 5 unidades y las inspeccionamos cada 100 h, la única información que tenemos es que
ha sucedido un evento en un cierto intervalo de tiempo (en algún momento entre los círculos de la figura 7; los
cuadros negros muestran el último estado de funcionamiento conocido).
Figura 7 − Datos censurados por intervalo
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 30 -
c) Datos censurados a la izquierda – El tercer tipo de censura es similar a la censura por intervalo y se llama “datos
censurados a la izquierda” (véase la figura 8). Aquí el momento de ocurrencia de un evento se conoce solamente que
está antes de un cierto tiempo como los representados por la flecha dirigidas hacia la izquierda en la figura 8.
Figura 8 − Datos con censura a la izquierda
Más información sobre las censuras de datos y sus efectos en el análisis estadístico se puede encontrar en la Norma
IEC 60300-3-5.
13 MÉTODOS DE RECOGIDA DE DATOS
13.1 Generalidades
Los datos de confiabilidad se recogen, a menudo, en varios años e implican diferentes usuarios y equipos de
mantenimiento. Esa extensa cantidad de datos ha de ser cotejada, implicando también a otras personas. Así, la recogida
de datos es un esfuerzo a gran escala y una posible fuente de datos corruptos. En consecuencia, la recogida de datos y
los procesos de cotejado y registro han de ser fáciles y a prueba de error.
La recogida de datos será una mezcla de códigos, datos numéricos e informaciones descriptivas. Los códigos se utilizan
generalmente para identificar datos dentro de un número limitado de categorías predeterminadas, como medio para
acelerar y limitar la entrada de datos. Esto simplifica enormemente el análisis futuro, si las categorías son apropiadas y
suficientes para los objetivos del análisis. Además, las categorías han de ser reconocibles y comprensibles por los
operadores. Cualquier ambigüedad o malentendido de los eventos de fallo reales derivará en un dato corrupto. De ahí
que los códigos y sus categorías deberían tener unas claras directrices (guías) publicadas que han de ser concebidas para
atender los objetivos de análisis para el elemento en cuestión. Cuando se recogen datos de muchas fuentes es lógico
armonizar todos los códigos o descripciones para todas las fuentes. Sin embargo, puede que esto no sea posible si los
datos son recogidos por personal no formado para ello. Aunque se utilicen códigos en todos los campos obligatorios,
debería ser siempre posible que la persona que repara aporte comentarios en texto libre.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 31 - EN 60300-3-2:2005
Los datos de confiabilidad y mantenimiento incluirán muchos elementos comunes. De ahí que, como regla general, la
recogida de datos de confiabilidad debería integrarse en el sistema de registro de datos de mantenimiento. Cuando sea
posible, se integrarán todos los datos que comparten elementos comunes. La probabilidad de generar informes puede
aumentarse si el formulario de informe se combina con otros informes como por ejemplo con un informe del dominio
económico (coste de repuestos, gastos bajo garantía, o compensación kilométrica y tiempo empleado por el personal de
reparación). Además, la calidad del informe mejora si el personal que realiza las reparaciones conoce cómo se utilizan
sus datos, por ejemplo si se les avisa si sus datos son incompletos o ambiguos.
La recogida de datos con intervención humana implicará habitualmente una serie de formularios. Los formularios
normalizan el formato de la información escrita. El mero hecho de la normalización del formulario proporciona el
primer nivel de protección contra errores. Estos formularios pueden hacerse sobre papel o, cada vez más, en la forma de
documentos informáticos. Deben tenerse en cuenta los factores humanos que influyen en la correcta cumplimentación
de un formulario. Cuando los campos de datos se exponen bajo una disposición específica, el formulario puede reflejar
esa disposición, incluyendo pautas de validación cuando corresponda. El orden de los campos debe ser los más próximo
posible al orden más usual de la recogida, sin oponerse a cualquier otra lógica de agrupamiento natural. Los campos
obligatorios se deben identificar claramente.
Es esencial la validación de la entrada de datos correcta. Ya se ha mencionado la utilización de pautas de entrada de
datos. Sin embargo, cuando la entrada de datos al ordenador es directa, es posible contar con la ayuda del ordenador
para validar simultáneamente las entradas mediante unos valores permitidos, o utilizando algoritmos de control más
sofisticados.
Finalmente, las personas encargadas de la recogida y registro manual de datos tienen que estar motivadas. Ningún
formato ni pauta de campos o formulario evitará la potencial información corrupta, perdida o incompleta suministrada
por un personal no motivado. El operador debe sentirse implicado y comprender la necesidad de obtener datos buenos.
Debe pensar que su contribución es de valor y, preferentemente, que él obtendrá ventajas de los subsiguientes
resultados.
13.2 Administración de datos
La administración de datos es uno de los métodos para ayudar a establecer la motivación de los operadores de datos y
para ayudar a mejorar la calidad de los datos. La administración de datos tiene como principal objetivo la gestión de los
datos de una empresa de manera que se mejore su reutilización, accesibilidad y calidad. Es su responsabilidad aprobar
las denominaciones normalizadas de los asuntos, desarrollar definiciones de datos coherentes, determinar alias de los
datos, desarrollar cálculos y deducciones normalizadas, documentar las reglas aplicables en la empresa, supervisar la
calidad de los datos guardados en el banco de datos, definir los requisitos de seguridad, y así sucesivamente.
Los administradores de datos han de tener un conocimiento minucioso de cómo funciona la empresa. Han de tener la
confianza tanto de las comunidades de TI (tecnología de la información) como de los usuarios finales, de que no
generan los “metadatos”, que son datos que describen el contenido y la estructura de otros datos, ni reglas de negocio
que son imposibles de aplicar o están en contra de la cultura de la empresa.
Una función típica de administración de datos de la empresa debe tener un administrador de datos para cada una las
principales áreas de datos. Estas áreas de datos consisten en entidades de datos críticos o en sujetos tales como los
clientes, los pedidos, los productos, los segmentos de mercado, los empleados, la organización, el inventario.
Generalmente, hay de 12 a 15 áreas principales en toda empresa.
La administración de datos responsable de un área trabaja habitualmente con un grupo de personas seleccionadas que
representan todos los aspectos de la compañía en el área en cuestión. Este comité de observadores es responsable de
resolver los problemas de integración que conciernen a su área. Los resultados del trabajo del comité se pasan a las
funciones de administración de datos y administración de la base de datos para su introducción en los modelos de datos
de la empresa, en el “repositorio” de metadatos y, finalmente, para la construcción del banco de datos.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 32 -
Así como hay un arquitecto de datos en la mayoría de la funciones de administración de datos, debe haber un líder de
gestión de datos responsable del trabajo de la gestión de datos individuales. La responsabilidad del líder de las gestiones
de datos es determinar y controlar el área cada gestor de datos. Estos dominios (o áreas) pueden ser confusos y opacos,
especialmente cuando las áreas se solapan. Pueden surgir conflictos entre los administradores de datos si sus dominios
no están claramente establecidos. En segundo lugar, el líder de gestión de datos debe asegurar que se obtiene la
resolución de los problemas difíciles en un tiempo razonable. Si la resolución parece imposible o se producen bloqueos,
es el líder quién lleva el problema ante el Comité de Dirección (nivel más alto de responsables de la empresa) para su
resolución.
13.3 Automatización de la recogida de datos
La recogida de datos se puede automatizar o semi-automatizar mediante la introducción de dispositivos electrónicos de
carga de datos. Tales medios automatizados reducen los errores, pero tienen inconvenientes de instalación por razones
de coste, peso y tamaño. La recogida automática de datos más simple utiliza códigos de barra para identificar los
elementos, la más compleja utiliza módulos electrónicos integrados para realizar la misma tarea. La elección del sistema
de automatización depende de la complejidad, de la morfología y del coste de la entidad a supervisar. Pueden también
utilizarse sistemas automáticos para la trazabilidad, un indicador del tiempo transcurrido, o parámetros estimadores de
salud del elemento y entorno ambiental.
La recogida automática de datos (RAD), conocida también como identificación automática de datos (IAD),
identificación y captura automática de datos (ICAD) y también por muchos simplemente como “código de barras”,
consta de muchas tecnologías, incluyendo algunas que no tienen nada que ver con los códigos de barras. Sistemas de
voz, identificación por radiofrecuencia (RFID), reconocimiento óptico de caracteres (OCR), exploración por láser,
exploración mediante dispositivos de carga acoplada (CCD), terminales portátiles de radiofrecuencia (RF), ordenadores
instalados en vehículos y ordenadores portátiles son todos ellos parte de la RAD.
Hay dos principales categorías de códigos de barras, el código de barras unidimensional (1D) y el bidimensional (2D).
Los códigos de barra 1D son los más corrientes y constan de muchas simbologías y también posiblemente de variantes
dentro de una simbología específica. La simbología utilizada puede ser impuesta por los participantes en la cadena de
suministros a través de un programa de normalización de etiquetaje o, en caso de uso interno únicamente, se puede
elegir la adecuada para una aplicación específica. Las simbologías de código de barras 2D pueden almacenar más
información que las 1D, pero en contrapartida necesitan exploradores (scaners) especiales para la lectura.
Hay dos tecnologías de base para leer los códigos de barras. Los exploradores de láser utilizan un rayo láser que se
desplaza sobre el código de barras leyendo los espacios blancos y negros. Los exploradores de láser se han estado
utilizando desde hace varía décadas y son capaces de leer códigos de barra a distancias significativas. Los exploradores
CCD (dispositivos de carga acoplada) actúan como una pequeña cámara digital y toman una imagen digital del código
de barra que se decodifica a continuación. Los exploradores CCD tienen la ventaja de un bajo coste pero están limitados
a distancias de lectura más cortas, del orden de algunos centímetros; sin embargo, su tecnología evoluciona rápidamente
y están disponibles dispositivos con distancias de lecturas más grandes.
Los exploradores asociados a teclado se conectan entre el teclado de un ordenador y el ordenador y envían datos ASCII
al ordenador como si el explorador fuese un teclado. La ventaja es que no es necesario tener un software específico ni
programar el ordenador. Los exploradores asociados a teclado permiten una introducción de bajo coste en el mundo de
la recogida automática de datos y pueden aportar mejoras en precisión y productividad en muchas aplicaciones
estacionarias de entrada de datos. Hay también versiones sin hilos de exploradores asociados a teclado.
Los exploradores de posición fija se utilizan cuando los códigos de barras pueden ser desplazados ante el explorador, en
oposición al caso en que el explorador se desplaza hacia el código de barras. Las aplicaciones incluyen sistemas
automáticos de cintas transportadoras. La mayoría de los exploradores de posición fija son omnidireccionales, lo que
significa que no es necesario que el código de barras esté orientado en una dirección específica para ser leído.
Los terminales portátiles vienen con una gran variedad de diseño y con niveles de funcionalidad variables. Los
terminales colectivos se utilizan para recoger datos de un dispositivo en forma de archivos y se conectan después a un
ordenador donde transferir los archivos. Los terminales RF utilizan ondas de radiofrecuencia para comunicar
directamente con el sistema principal o con la red.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 33 - EN 60300-3-2:2005
Los dispositivos de mano necesitan una mano para sujetarlos y en muchos ambientes de almacenaje o manipulación de
material esto es un problema ya que la mano no puede usarse simultáneamente para manejar el material y operar los
controles del equipo de manipulación del material. Además, los terminales manuales generalmente tienen pantallas
CCD pequeñas difíciles de leer y teclados complicados y muy pequeños en los que es difícil introducir datos.
Los dispositivos manuales a menudo llevan integrados exploradores de código de barras, sin embargo, pueden utilizarse
con o sin explorador, o con un explorador separado.
La tecnología de voz es ahora una solución muy viable y deseable en aplicaciones de recogida de datos. La tecnología
de voz está realmente compuesta de dos tecnologías: “síntesis de voz” que convierte los datos del ordenador en órdenes
audibles, y el “reconocimiento de palabras” que permite convertir la voz de entrada del usuario en dato. La ventaja de
los sistemas de voz es dejar manos y ojos libres.
RFID (identificación por radiofrecuencia) se refiere a dispositivos añadidos a un objeto y que transmiten datos a un
receptor RFID. Las ventajas del RFID sobre los códigos de barra son su capacidad de contener más datos, su capacidad
de cambiar datos a lo largo de un proceso, que no requiere línea in situ para transferir datos y que es muy eficaz en
ambientes en los que las etiquetas de códigos de barra son inoperantes. Sin embargo, tiene todavía costes prohibitivos
para la mayoría de las aplicaciones de seguimiento.
Desde hace muchos años, el OCR se utiliza para la clasificación del correo y la gestión de documentos pero ha tenido
muy poca aplicación en las operaciones de almacenaje y fabricación, principalmente porque no es tan preciso como la
tecnología del código de barras. La principal ventaja del OCR es que puede leer los mismos caracteres que el hombre,
eliminando así la necesidad simultánea del código de barras y las etiquetas con texto, documentos, etc., y también
permite la entrada de datos a partir de documentos que no incluyen información en forma de código de barras.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 34 -
ANEXO A (Informativo)
CALIDAD DE LOS DATOS Y DE LAS INFORMACIONES
A.1 Características generales
Los términos “dato” e “información” se usan indiferentemente en el lenguaje corriente con el mismo significado. Sin
embargo, estos términos tienen diferentes sentidos:
− los datos son hechos, eventos, transacciones, etc. que han sido registrados. Son la materia bruta a partir de la cual se
extrae la información;
− la información es un dato que ha sido elaborado de forma que sea utilizable por su destinatario.
En general, los datos de base se tratan de alguna forma para crear la información, pero el mero hecho del tratamiento no
produce por si mismo la información.
A.2 Características de los datos
Los datos son informaciones obtenidas mediante lectura, observación, conteo, medida, pesaje, etc. que se han
registrado. Frecuentemente se les llama datos “brutos” o “de base” y son a menudo registros de transacciones cotidianas
de una organización.
Los datos provienen de fuentes externas o internas. La mayoría de los datos externos están en formularios concretos y
listos para su empleo. Por ejemplo, actividades internas que requieren medidas apropiadas y sistemas de registro para
que puedan capturarse los hechos. Los datos pueden producirse automáticamente mediante alguna rutina pero ha de
introducirse alguna operación esencial, tal como la emisión de una factura o un conteo especial o un procedimiento de
medida, y han de registrarse los resultados. La mayoría de las contabilidades, gestiones de existencias, controles de
producción y sistemas similares caen dentro de esta última categoría.
Frecuentemente, se presta una considerable atención a los métodos de tratamiento de datos, mientras que, por error, las
fuentes de datos se consideran seguras. Si la fuente de datos es deficiente, todo resultado será dudoso.
El conjunto de datos disponible para una organización, ya sea de fuentes externas o internas, no tiene límite. Esta
abundancia provoca problemas e implica que la organización tenga que ser selectiva en los datos recogidos. Además,
debe supervisar continuamente los procedimientos de adquisición de datos para garantizar que responden a sus
necesidades. Los datos adquiridos y los medios empleados varían naturalmente de una entidad a otra, dependiendo de
los requisitos de la organización.
A.3 Características de la información
El concepto de información, en el sentido de la organización, es más complejo y difícil que el que sugiere el uso común.
La información es un dato que ha sido interpretado y comprendido por el receptor del mensaje. Debe señalarse que el
usuario no conoce con exactitud cuál es el remitente involucrado en la transformación de un dato en información. Ello
implica un proceso de pensamiento y comprensión que debe considerar que el significado del mensaje puede ser
diferente para diferentes destinatarios. Además, debe tenerse en cuenta que los datos han sido analizados, listados o
procesados de diferentes maneras para obtener un mensaje o un informe, que se supone que es una “información de
gestión” y que sólo se convierte en información lo que es entendido por el destinatario. Es el usuario el que determina si
un informe contiene una información o sólo datos procesados. Para que se extraiga bien la información del mensaje es
vital que los que emiten los informes y mensajes estén familiarizados con las necesidades de los usuarios, su nivel de
comprensión, su posición en la organización, su familiaridad con el lenguaje y con las cifras, y el contexto en el que se
usará el mensaje con el fin de aumentar la probabilidad de que la información se derive bien del mensaje.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 35 - EN 60300-3-2:2005
Además de la función general de mejora del conocimiento, la información ayuda al ingeniero de varias maneras,
incluyendo:
a) La reducción de incertidumbres: existe incertidumbre cuando el conocimiento es imperfecto. Raramente, o nunca,
existe conocimiento perfecto pero la pertinente información ayuda a reducir el desconocimiento. Esto es
particularmente relevante en la planificación y en la toma de decisión.
b) Como ayuda a la supervisión y al control: La Dirección puede controlar mejor las operaciones, mediante el
suministro de información sobre el funcionamiento y sobre la existencia de desviación con relación a los niveles
fijados de funcionamiento.
c) Como medio de comunicación: los directores tienen la necesidad de estar informados sobre los desarrollos,
panificaciones, previsiones, cambios futuros, etc.
d) Como suplemento a la memoria: teniendo información histórica del funcionamiento, las transacciones, los
resultados de acciones pasadas y decisiones, disponibles, además de la memoria personal.
e) Como ayuda a la simplificación: reduciendo la incertidumbre y mejorando la comprensión, se simplifican los
problemas y situaciones y resultan más manejables.
La información no tiene ningún valor en sí mismo; su valor proviene del valor del cambio en las decisiones causado por
la información disponible, una vez restado el coste de producción de la información. Existe una tendencia a suponer que
cuanta más información, cuanto más temprana, o más actualizada o más exacta, etc., sea, mejor será la información.
Puede ser mejor información pero sólo si mejora las decisiones resultantes, si no, no tiene valor.
La recogida de datos, el manejo, registro y procesado, mediante cualquier medio, produce costes y no añade valor.
Solamente cuando los datos son comunicados y entendidos por el receptor y transformados en información, es cuando
ellos tienen valor en la medida en que mejoran la toma de decisión.
A.4 Características de una buena información
Una buena información es la que es utilizada y crea valor.
Una buena información posee numerosas cualidades:
a) Pertinencia – Es, en efecto, la primera cualidad. La información ha de ser pertinente al problema considerado. A
menudo, reportes, mensajes, tablas, etc. contienen partes no pertinentes que complican la comprensión y provocan la
frustración del usuario. La pertinencia está muy afectada por muchas de la cualidades que siguen.
b) Exactitud – La información ha de ser suficientemente exacta para que sea creíble por el gestor y para el sujeto a que
se refiere. No existe una exactitud absoluta y alcanzar el nivel de exactitud incrementa el coste pero no
necesariamente incrementa el valor de la información. El nivel de exactitud debe estar ligado con el nivel de la
decisión implicada. A niveles operacionales, la información sobre un tiempo de fallo puede requerir una exactitud
aproximada al minuto. A nivel táctico, una exactitud del orden de un día será más adecuado, mientras que a nivel
estratégico bastará una exactitud del orden de tres meses. La exactitud no debe ser confundida con la precisión. Una
información puede ser inexacta pero precisa, o viceversa. Véase la figura A.1.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 36 -
Figura A.1 − Distinción entre exactitud y precisión
c) Integridad – Sería ideal que toda la información necesaria para una decisión estuviera disponible. En la realidad,
esto no sucede jamás. Lo que se necesita es que la información sea completa respecto de los elemento claves del
problema. Esto significa que debe existir una relación entre los suministradores de la información y los usuarios para
garantizar que los factores claves sean identificados.
d) Confianza en la fuente – Para que una información tenga valor ha de ser utilizada. Para que sea utilizada, los
ingenieros han de tener confianza en la fuente. La confianza se consigue cuando la fuente ha sido fiable en el pasado
y hay una buena comunicación entre el productor de la información y el ingeniero. A menudo, una notación de
seguridad, arbitraria pero que da una medida de la confianza que el informador y el ingeniero tienen sobre un dato
particular puede asignarse a cada uno de los datos. Cuando se procesen los datos, esta asignación puede tenerse en
cuenta (quizás ignorando las notas con poca garantía) y así se puede obtener una medida la bondad de la
información procesada.
e) Comunicación con la persona adecuada – Cada persona tiene, corrientemente, una esfera de actividad y de
responsabilidad definida y conviene que reciba las informaciones que le ayuden a realizar bien sus tareas. En la
práctica, esto no es siempre tan fácil como parece. Sucede con frecuencia que algunas informaciones llegan a un
nivel de la organización equivocado. Un superior puede no transmitirla a la persona que la necesita, mientras que un
subordinado puede retener la información porque él mismo no la ve indispensable. El suministrador de la
información tiene la necesidad de analizar los puntos clave de las decisiones en una organización, de manera que la
información llegue exactamente a donde es necesaria.
f) El tiempo – La buena información es la que es comunicada en el momento en que se ha de utilizar. Hasta un cierto
punto, la necesidad de la rapidez de la información puede ser un conflicto con la necesidad de exactitud de la
información, aunque los métodos modernos de procesado pueden producir información exacta muy rápidamente.
Los retrasos en la obtención de datos, el procesado o la comunicación pueden convertir una información
potencialmente vital en un papel sin interés. La regularidad en el tiempo en el que se produce la información es
también importante. La información debe producirse a una frecuencia que dependerá del tipo de decisión o de la
actividad en cuestión. Demasiado a menudo, se producen los informes rutinariamente a intervalos de tiempo
arbitrarios – diariamente, semanalmente, mensualmente, etc. – sin la consideración de la duración del ciclo de la
actividad en cuestión. A niveles operacionales, esto puede significar la necesidad de una información virtualmente
continua pero a otros niveles intervalos mucho más largos son probablemente más apropiados y son, muy
frecuentemente, independientes de los calendarios convencionales.
g) Nivel de detalle – La información debe contener un nivel de detalle mínimo para que sea coherente con las
decisiones que se han de tomar. Todo carácter superfluo significa un almacenamiento extra, más procesado,
asimilación extra y posiblemente decisiones más pobres. El nivel de detalle debe variar con el nivel en la
organización: cuanto más alto sea el nivel, más grande será el grado de concisión y síntesis. A veces,
particularmente en los niveles inferiores, es necesario que la información sea muy detallada para que sea utilizable,
pero la regla general es buscar siempre el nivel de detalle mínimo más pertinente para una aplicación efectiva.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 37 - EN 60300-3-2:2005
ANEXO B (Informativo)
VALIDACIÓN DE DATOS
La base fundamental para la validación es una idea o expresión de cómo deberían ser los datos, o cómo no deberían ser.
Este proceso de validación no puede hacerse sin tener algún criterio de validación. El proceso de validación no puede
producir datos libres de error. A veces, no es posible expresar, ni si quiera conocer los controles de validación que han
de realizarse. Muy frecuentemente, se identifica lo que debe ser verificado pero esto no puede realizarse eficazmente ya
sea por las limitaciones del sistema, o a causa de la incertidumbre de los datos almacenados.
La validación de datos puede practicarse fuera del sistema de recogida de datos o dentro basándose en criterios formales
de validación establecidos. Esta validación puede efectuarse a la entrada de datos, en los datos almacenados o a la salida
de datos. La validación de entrada debe comprobar que los datos de entrada correspondan con la definición y que los
campos interrelacionados sean los previstos. La validación de datos almacenados ayuda a mantener la coherencia de los
datos, y la validación de salida asegura la credibilidad de los datos de salida.
La validación de datos es un proceso continuo durante la recogida de datos. Es poco frecuente que los datos de entrada
estén libres de error. En consecuencia, antes de cualquier análisis serio, se eliminarán los datos corruptos y se pondrán
en evidencia los datos que faltan. Una pequeña cantidad de datos correctos y validados es siempre preferible a una gran
cantidad de datos pobres y corruptos. Sin embargo, si se eliminan datos, el analista considerará el porcentaje que
representa la cantidad eliminada, relativamente con la población en riesgo y con el número de fallos. Después, se
considerará si los datos que quedan cubren la población, el mercado o el periodo de tiempo.
La validación de datos es un proceso de detección y de corrección. En primer lugar, ha de identificarse la información
incorrecta o perdida. A continuación, se debería corregir el error si es posible. El trabajo de detección requiere un
conocimiento total de la situación en que está funcionando el elemento en cuestión y en la que ha sido recogido el dato.
El analista debería tratar de convencer a los operadores de la recogida y a las personas que reparan que se pueden
identificar y corregir los errores. Una buena manera es contactar con los operadores o reunirlos regularmente. Es más
fácil identificar algo incorrecto u olvidado del dato que corregirlo. El conocimiento del funcionamiento y de las
condiciones de entorno de la recogida de datos aumenta la probabilidad de poder corregir datos incorrectos.
Los datos corruptos se pueden corregir mediante la utilización de correlaciones. Si durante la instalación de un elemento
se registra un número de serie particular y en la operación siguiente se registra un número de serie diferente, puede
confirmarse el número de serie correcto buscando el número de serie en el mantenimiento o en el bucle logístico, quizás
durante el ajuste o la renovación.
Cuando el valor de un de un campo de datos forme parte siempre de una secuencia, deben identificarse las desviaciones
de esta secuencia. El kilometraje en funcionamiento de un vehículo crecerá constantemente con el tiempo. Un
kilometraje no puede decrecer y si ello aparece el dato ha sido incorporado incorrectamente. La validación de los datos
de entrada puede ayudar a identificar estos errores, mientras que será más difícil durante el análisis posterior. De todas
maneras, el conocimiento de factores tales como la disposición de la entrada de datos en el teclado del ordenador puede
identificar, por ejemplo, la falta de caracteres. Otros elementos menores de las informaciones como el número de serie
del formulario de la recogida de datos puede permitir colocar la información de manera secuencial y, por tanto,
identificar claramente el error.
La validación de datos durante la recogida debe optimizarse. Además, un análisis regular de los datos puede ayudar a
identificar las tendencias y distribuciones que pueden aportar posteriores pistas sobre si los valores son los esperados y
aceptables. Esta información puede ser retornada para que se mejore la validación de “entrada”.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 38 -
ANEXO C (Informativo)
REFERENCIAS ISO PARA EL MUESTREO
Tabla C.1 − Referencias ISO para el muestreo
Documento
Elemento
Atributos Variables
Elementos discretos Guía para la selección de un sistema, esquema o plan de ISO/TR 8550
muestreo
Introducción a la Norma ISO 2859, Sistema de muestreo ISO 2859-0
Planes y procedimientos de muestreo:
Indexados por Nivel de Calidad Aceptable (NCA) ISO 2859-1
Indexados por Nivel de Calidad Límite (NCL) (para lotes ISO 2859-2
aislados)
Procedimientos de muestreo sucesivo parcial ISO 2859-3
Para porcentaje no conforme ISO 3951
Planes de muestreo secuenciales ISO 8422 ISO 8423
Material en masa Planes de muestreo de aceptación ISO 10725
Aspectos estadísticos del muestreo ISO 11648
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 39 - EN 60300-3-2:2005
BIBLIOGRAFÍA
IEC 60300-3-1: Dependability management. Part 3-1: Application guide. Section 1: Analysis techniques for
dependability. Guide on methodology.
NOTA Armonizada como Norma EN 60300-3-1:2004 (sin ninguna modificación).
IEC 60300-3-3: Dependability management. Part 3: Application guide. Section 3: Life cycle costing.
NOTA Armonizada como Norma EN 60300-3-3:2004 (sin ninguna modificación).
IEC 60300-3-5: Dependability management. Part 3-5: Application guide. Reliability test conditions and statistical test
principles.
IEC 60300-3-7: Dependability management. Part 3-7: Application guide. Reliability stress screening of electronic
hardware.
IEC 60300-3-9: Dependability management. Part 3: Application guide. Section 9: Risk analysis of technological system.
IEC 60319: Presentation and specification of reliability data for electronic components.
IEC 60605-4, Equipment reliability testing. Part 4: Statistical procedures for exponential distribution. Point estimates,
confidence intervals, prediction intervals and tolerance levels.
IEC 60605-6, Equipment reliability testing. Part 6: Tests for the validity of the constant failure rate or constant failure
intensity assumptions.
IEC 60706-3, Guide on maintainability of equipment. Part 3: Sections Six and Seven. Verification and collection,
analysis and presentation of data.
IEC 60706-5, Guide on maintainability of equipment. Part 5: Section 4: Diagnostic testing.
IEC 60706-6, Guide on maintainability of equipment. Part 6: Section 9: Statistical methods in maintainability
evaluation.
IEC 60812, Analysis techniques for system reliability. Procedure for failure mode and effects analysis (FMEA).
NOTA Armonizada como Documento de Armonización HD 485 S1:1987 (sin ninguna modificación).
IEC 61014, Programmes for reliability growth.
NOTA Armonizada como Norma EN 61014:2003 (sin ninguna modificación).
IEC 61025, Fault tree analysis (FTA).
NOTA Armonizada como Documento de Armonización HD 617 S1:1992 (sin ninguna modificación).
IEC 61070: Compliance tests procedures for steady-state availability.
IEC 61078, Analysis techniques for dependability. Reliability block diagram method.
NOTA Armonizada como Norma EN 61078:1993 (sin ninguna modificación).
IEC 61123, Reliability testing. Compliance test plans for success ratio.
IEC 61124, Reliability testing. Compliance tests for constant failure rate and constant failure intensity.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
EN 60300-3-2:2005 - 40 -
IEC 61160: Formal design review.
IEC 61163-1, Reliability stress screening. Part 1: Repairable items manufactured in lots.
IEC 61164, Reliability growth. Statistical test and estimation methods.
NOTA Armonizada como Norma EN 61164:2004 (sin ninguna modificación).
IEC 61165, Application of Markov techniques.
IEC 61649, Goodness-of-fit tests, confidence intervals and lower confidence limits for Weibull distributed data.
IEC 61650, Reliability data analysis techniques. Procedures for comparison of two constant failure rates and two
constant failures (event) intensities.
IEC 61703, Mathematical expressions for reliability, availability, maintainability and maintenance support terms.
NOTA Armonizada como Norma EN 61703:2002 (sin ninguna modificación).
IEC 61709, Electronic components. Reliability. Reference conditions for failure rates and stress models for conversion.
NOTA Armonizada como Norma EN 61709:1998 (sin ninguna modificación).
IEC 61710, Power law model. Goodness-of-fit tests and estimation methods.
IEC 62198: Project risk management. Application guidelines.
ISO 2859-0, Sampling procedures for inspection by attributes. Part 0: Introduction to the ISO 2859 attribute sampling
system.
ISO 2859-1, Sampling procedures for inspection by attributes. Part 1: Sampling plans indexed by acceptable quality
level (AQL) for lot-by-lot inspection.
ISO 2859-2, Sampling procedures for inspection by attributes. Part 2: Sampling plans indexed by limiting quality (LQ)
for isolated lot inspection.
ISO 2859-3, Sampling procedures for inspection by attributes. Part 3: Skip-lot sampling procedures.
ISO 3207, Statistical interpretation of data. Determination of a statistical tolerance interval.
ISO 3951, Sampling procedures and charts for inspection by variables for percent nonconforming.
ISO 8422, Sequential sampling plans for inspection by attributes.
ISO 8423: Sequential sampling plans for inspection by variables for percent nonconforming (known standard
deviation).
ISO/TR 8550, Guide for the selection of an acceptance sampling system, scheme or plan for inspection of discrete items
in lots.
ISO 10725, Acceptance sampling plans and procedures for the inspection of bulk materials.
ISO 11648-1:2003, Statistical aspects of sampling from bulk materials. Part 1: General principles.
ISO 11648-2:2001, Statistical aspects of sampling from bulk materials. Part 2: Sampling of particulate materials.
ISO/TR 13425:2003, Guidelines for the selection of statistical methods in standardization and specification.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
- 41 - EN 60300-3-2:2005
ANEXO ZA (Normativo)
OTRAS NORMAS INTERNACIONALES CITADAS EN ESTA NORMA
CON LAS REFERENCIAS DE LAS NORMAS EUROPEAS CORRESPONDIENTES
Las normas que a continuación se indican son indispensables para la aplicación de esta norma. Para las referencias con
fecha, sólo se aplica la edición citada. Para las referencias sin fecha se aplica la última edición de la norma (incluyendo
cualquier modificación de ésta).
NOTA Cuando una norma internacional haya sido modificada por modificaciones comunes CENELEC, indicado por (mod), se aplica la EN/HD
correspondiente.
Norma
Fecha Título EN/HD Fecha
Internacional
IEC 60050-191 −1) Vocabulario Electrotécnico Internacional (VEI). Capítulo 191: − −
Confiabilidad y calidad de servicio
1) Referencia sin fecha.
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
Génova, 6 info@aenor.es Tel.: 902 102 201
28004 MADRID-España www.aenor.es Fax: 913 104 032
Este documento forma parte de la biblioteca de UNIVERSIDAD POLITECNICA VALENCIA-HEMEROTECA
También podría gustarte
- Une en 60300 3 4 2011Documento42 páginasUne en 60300 3 4 2011AndersonMotta100% (1)
- Une en - 60300 3 3 2009Documento70 páginasUne en - 60300 3 3 2009Jens De La FuenteAún no hay calificaciones
- Une en 61649 2012Documento74 páginasUne en 61649 2012JEINNER CASTRO CASTRO100% (1)
- Une en 62740 EspañolDocumento76 páginasUne en 62740 EspañolAlexander Barbosa Barragan0% (1)
- Une en - 60706 2 2009Documento56 páginasUne en - 60706 2 2009Mauricio GonzalezAún no hay calificaciones
- Info - Iec60300-3-1 (Ed2 0) en en EsDocumento5 páginasInfo - Iec60300-3-1 (Ed2 0) en en EsabelAún no hay calificaciones
- Guía de aplicación de mantenimiento y soporte técnicoDocumento8 páginasGuía de aplicación de mantenimiento y soporte técnicoabel0% (1)
- UNE-EN 60300-3-4 (2011) Gestión de La Confiabilidad - Guía para La Especificación de Los Requisitos de ConfiabilidadDocumento5 páginasUNE-EN 60300-3-4 (2011) Gestión de La Confiabilidad - Guía para La Especificación de Los Requisitos de ConfiabilidadAdres OrtizAún no hay calificaciones
- UNE 200008-2018 Calificación de Ingenieros RAMSDocumento18 páginasUNE 200008-2018 Calificación de Ingenieros RAMSAlejandro TrujilloAún no hay calificaciones
- Análisis Probabilístico MTBF Compresores Centrífugos - P21E29Documento6 páginasAnálisis Probabilístico MTBF Compresores Centrífugos - P21E29Cesar Augusto Morales CasanovaAún no hay calificaciones
- Cei61078 (Ed2 0) S PDFDocumento38 páginasCei61078 (Ed2 0) S PDFFredy GarcíaAún no hay calificaciones
- Extracto Norma UNE 62740Documento5 páginasExtracto Norma UNE 62740richarAún no hay calificaciones
- RCM-Estándar-Aeroespacial-VehículosDocumento10 páginasRCM-Estándar-Aeroespacial-VehículosPAblo SoriaAún no hay calificaciones
- Terrence O'HanlonDocumento38 páginasTerrence O'HanlonRafael OrjuelaAún no hay calificaciones
- PILAR 1 Negocio y AdministracionDocumento18 páginasPILAR 1 Negocio y AdministracionMisael Acosta cortes100% (1)
- Guia SCO Proceso MantenimientoDocumento26 páginasGuia SCO Proceso MantenimientoMario GarciaAún no hay calificaciones
- Norzok TraducidoDocumento43 páginasNorzok TraducidoEDRUG100% (2)
- 3.tcnicas Anlisisdecriticidad Jerarquizacin MduloIII PDFDocumento27 páginas3.tcnicas Anlisisdecriticidad Jerarquizacin MduloIII PDFJosé EstradaAún no hay calificaciones
- Modelo de Confiabilidad Con Metodología RAM - Predictiva21Documento24 páginasModelo de Confiabilidad Con Metodología RAM - Predictiva21Lubrication´s RoomAún no hay calificaciones
- Certificaciones RAMS IDocumento33 páginasCertificaciones RAMS Ialdo carrera camposAún no hay calificaciones
- Norma 14224Documento13 páginasNorma 14224Jesus HernandezAún no hay calificaciones
- Análisis de Fallos - Gestión de Activos - Aplicación en Brasil P21E29Documento9 páginasAnálisis de Fallos - Gestión de Activos - Aplicación en Brasil P21E29Cesar Augusto Morales CasanovaAún no hay calificaciones
- Libro Parra Crespo V20 2017 Capitulos I II ISO55000Documento48 páginasLibro Parra Crespo V20 2017 Capitulos I II ISO55000jparedesvillaltaAún no hay calificaciones
- ISO 14224 SpanishDocumento83 páginasISO 14224 SpanishtayaAún no hay calificaciones
- NTC Iec60812Documento13 páginasNTC Iec60812Juan Jose Ramos0% (2)
- Manual SAP Módulo PM - Gestión de EquiposDocumento34 páginasManual SAP Módulo PM - Gestión de EquiposMax TumeAún no hay calificaciones
- C2. AmfecDocumento46 páginasC2. AmfecEdwarth MazaAún no hay calificaciones
- Libro - Ingenieria de La Confiabilidad Arata Arata Cap.1Documento78 páginasLibro - Ingenieria de La Confiabilidad Arata Arata Cap.1Alexander Ramos Peña67% (3)
- RCM PresentaciónDocumento79 páginasRCM Presentaciónsoom880527Aún no hay calificaciones
- Estudios de confiabilidad aplicados a la industria petroleraDocumento36 páginasEstudios de confiabilidad aplicados a la industria petrolerastankoAún no hay calificaciones
- Uptime Mayo2018 Secured - 2 PDFDocumento42 páginasUptime Mayo2018 Secured - 2 PDFjorgeAún no hay calificaciones
- UNE-EN 16646 (2015) Mantenimiento en La Gestión de Activos FísicosDocumento3 páginasUNE-EN 16646 (2015) Mantenimiento en La Gestión de Activos FísicosAdres OrtizAún no hay calificaciones
- Mantenibilidad y MantenimientoDocumento16 páginasMantenibilidad y MantenimientoaltiradoAún no hay calificaciones
- Analisis y Modos de Falla, LibroDocumento20 páginasAnalisis y Modos de Falla, LibroGaby Perez100% (1)
- Confiabilidad OperacionalDocumento37 páginasConfiabilidad Operacionalwaldo_astudilloAún no hay calificaciones
- UNE-En 15628-2015 Calificación Del Personal de MantenimientoDocumento30 páginasUNE-En 15628-2015 Calificación Del Personal de MantenimientoAlejandro TrujilloAún no hay calificaciones
- Taxonomía de Activos FísicosDocumento9 páginasTaxonomía de Activos FísicosDavid HawkinsAún no hay calificaciones
- Definiciones y abreviaturas de confiabilidad y mantenimientoDocumento3 páginasDefiniciones y abreviaturas de confiabilidad y mantenimientojoseluisbbAún no hay calificaciones
- RCMDocumento15 páginasRCMFernando TcAún no hay calificaciones
- RCM, Definiciones BasicasDocumento14 páginasRCM, Definiciones BasicasAlberto Pila AlonsoAún no hay calificaciones
- Norma Iso 14224 Traducion No OficialDocumento20 páginasNorma Iso 14224 Traducion No OficialDiego John Gavilanes UvidiaAún no hay calificaciones
- Iso 14224 AnalisisDocumento14 páginasIso 14224 AnalisisCésar Pimentel67% (3)
- Analisis Impacto Confiabilidad en LCCDocumento26 páginasAnalisis Impacto Confiabilidad en LCChugoheloAún no hay calificaciones
- Mantenimiento Productivo Total (TPM) : Guía de EntrenamientoDocumento35 páginasMantenimiento Productivo Total (TPM) : Guía de EntrenamientoMartin.c.figueroa100% (1)
- Taxonomía (Estructura)Documento15 páginasTaxonomía (Estructura)Fernando RomeroAún no hay calificaciones
- 4.técnicas de Auditoría-Módulo IV PDFDocumento33 páginas4.técnicas de Auditoría-Módulo IV PDFLeonel HidalgoAún no hay calificaciones
- Sobre Algunos Conceptos de Confiabilidad y Gestion de Riesgos PDFDocumento29 páginasSobre Algunos Conceptos de Confiabilidad y Gestion de Riesgos PDFpoketupi100% (1)
- Mejoramiento de la confiabilidad: Una ruta hacia la excelencia en el mantenimiento industrialDe EverandMejoramiento de la confiabilidad: Una ruta hacia la excelencia en el mantenimiento industrialCalificación: 5 de 5 estrellas5/5 (1)
- Guía RCM mantenimientoDocumento67 páginasGuía RCM mantenimientoRodrigo Escudero100% (3)
- Recolección de Datos de Mantenimiento y ConfiabilidadDocumento40 páginasRecolección de Datos de Mantenimiento y ConfiabilidadAlvaro Santa Cruz DiazAún no hay calificaciones
- Ingeniería de Mantenimiento y Fiabilidad Aplicada en La Gestión de ActivosDocumento282 páginasIngeniería de Mantenimiento y Fiabilidad Aplicada en La Gestión de ActivosPablo LazoAún no hay calificaciones
- Plan de mantenimiento bajo ISO 55001 y UNE-EN 16646Documento81 páginasPlan de mantenimiento bajo ISO 55001 y UNE-EN 16646Adres OrtizAún no hay calificaciones
- Catalogo de FallasDocumento2 páginasCatalogo de FallasYolman VargasAún no hay calificaciones
- Análisis ISO 14224/OREDA. Relación con RCM-FMEADocumento9 páginasAnálisis ISO 14224/OREDA. Relación con RCM-FMEAKevin Eduardo Acosta BetancourtAún no hay calificaciones
- UNE-En 60300-3!3!2009 Gestion ConfiabilidadDocumento70 páginasUNE-En 60300-3!3!2009 Gestion Confiabilidadleofer_38Aún no hay calificaciones
- 4.4 RAM Eliminando Los Malos ActoresDocumento9 páginas4.4 RAM Eliminando Los Malos ActoresptapiavAún no hay calificaciones
- En 50124-2 2001Documento10 páginasEn 50124-2 2001numero159Aún no hay calificaciones
- 47 Une en - 61000 4 7 2004Documento38 páginas47 Une en - 61000 4 7 2004Yullian MonteroAún no hay calificaciones
- UNE IEC 61869-3-2015 Transformadores de Medida. Parte 3 Requisitos Adicionales para Los Transformadores de Tensión Inductivos.Documento34 páginasUNE IEC 61869-3-2015 Transformadores de Medida. Parte 3 Requisitos Adicionales para Los Transformadores de Tensión Inductivos.Cesáreo Cobos HernándezAún no hay calificaciones
- Une en - 60335 2 4 2010Documento20 páginasUne en - 60335 2 4 2010Miguel D. Diaz H.Aún no hay calificaciones
- Normas Agua PotableDocumento6 páginasNormas Agua PotableAndersonMottaAún no hay calificaciones
- Guía Rápida Del PMBOK - 6ta EdiciónDocumento15 páginasGuía Rápida Del PMBOK - 6ta Ediciónmanuel restrepoAún no hay calificaciones
- Todopmpguia2018pmbok6 PDFDocumento503 páginasTodopmpguia2018pmbok6 PDFAnonymous vA7MJfm100% (6)
- Formato Solicitud de CursoDocumento2 páginasFormato Solicitud de CursoAndersonMottaAún no hay calificaciones
- Tgi 2017 Mar 27Documento118 páginasTgi 2017 Mar 27Juan David Caycedo100% (1)
- Calculo Prestaciones SocialesDocumento2 páginasCalculo Prestaciones SocialesFrancisco MotaAún no hay calificaciones
- Guía concertación puntos muestreo aguaDocumento6 páginasGuía concertación puntos muestreo aguaAndersonMottaAún no hay calificaciones
- Resolucion 0330 - 2017Documento182 páginasResolucion 0330 - 2017Rommel Cuastumal83% (6)
- Unidad I Agua Superficial 1Documento37 páginasUnidad I Agua Superficial 1AndersonMottaAún no hay calificaciones
- Número de Documento NRF-030-PEMEX-2009 21 de JulioDocumento104 páginasNúmero de Documento NRF-030-PEMEX-2009 21 de JulioluisgasAún no hay calificaciones
- Capitulo 2Documento31 páginasCapitulo 2GRANRICKYAún no hay calificaciones
- 74ModeloPoderPersonaNatural PDFDocumento1 página74ModeloPoderPersonaNatural PDFAnonymous HMobyCAún no hay calificaciones
- Reglamento técnico instalaciones eléctricas RETIE 2013Documento334 páginasReglamento técnico instalaciones eléctricas RETIE 2013favesoAún no hay calificaciones
- Norma ISO 31000: Gestión Del Riesgo en EspañolDocumento23 páginasNorma ISO 31000: Gestión Del Riesgo en EspañolSST Asesores SACAún no hay calificaciones
- ReferenciacionDocumento1 páginaReferenciacionAndersonMottaAún no hay calificaciones
- Anderson Motta - Jonathan Guerrero - Calif - 3,0Documento24 páginasAnderson Motta - Jonathan Guerrero - Calif - 3,0AndersonMottaAún no hay calificaciones
- Gestión paradas plantaDocumento6 páginasGestión paradas plantaFrancisco Salcedo100% (2)
- La Variación y Su SignificadoDocumento10 páginasLa Variación y Su SignificadoAndersonMottaAún no hay calificaciones
- Matriz RamDocumento18 páginasMatriz Ramfreddy_g100% (2)
- Metricas de Paisaje, Fragmentacion SIGDocumento35 páginasMetricas de Paisaje, Fragmentacion SIGsofia.chavesAún no hay calificaciones
- JCE VoleibolDocumento4 páginasJCE VoleibolpilarAún no hay calificaciones
- Situaciones DidacticasDocumento10 páginasSituaciones DidacticashevelascoAún no hay calificaciones
- Evidencia 3 Informe Resultados FinancierosDocumento13 páginasEvidencia 3 Informe Resultados FinancierosSTEVEN AMORTEGUI100% (1)
- Sustentacion Trabajo Colaborativo - Escenario 7 - Primer Bloque-Ciencias Basicas - Virtual - Cálculo II - (Grupo b01)Documento4 páginasSustentacion Trabajo Colaborativo - Escenario 7 - Primer Bloque-Ciencias Basicas - Virtual - Cálculo II - (Grupo b01)Alejo HernandezAún no hay calificaciones
- Agua de CalderaDocumento11 páginasAgua de CalderaTomas5102Aún no hay calificaciones
- Nicolas Cruz Historia 2 Barroco Medio Parte I Reu Luis Xiv Historia General e Influencia en Las Artes, Parte Ii Jean-Baptiste LullyDocumento3 páginasNicolas Cruz Historia 2 Barroco Medio Parte I Reu Luis Xiv Historia General e Influencia en Las Artes, Parte Ii Jean-Baptiste LullynicotenoreAún no hay calificaciones
- Elementos Que Componen Una Luminaria de Sodio 70Documento6 páginasElementos Que Componen Una Luminaria de Sodio 70jhon fredy reyesAún no hay calificaciones
- Apuntes Visión Estética Del Que Hacer HumanoDocumento2 páginasApuntes Visión Estética Del Que Hacer HumanoMatías PonceAún no hay calificaciones
- PUC-E Postgrado Ensayo The DoctorDocumento2 páginasPUC-E Postgrado Ensayo The DoctorAndrea EspinozaAún no hay calificaciones
- Arturo Calle - Comunicacion 1Documento31 páginasArturo Calle - Comunicacion 1api-3837799570% (1)
- Derechos de los niñosDocumento18 páginasDerechos de los niñosSergio Lopez33% (3)
- CONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALDocumento107 páginasCONSERVACION Y FOMENTO DE LA BIODIVERSIDAD EN OBRAS DE REHABILITACION Y REFORMA DE SEGOVIA. Libro Interactivo VERSION FINALFrancisco G TriviñoAún no hay calificaciones
- Metodo CrystalDocumento4 páginasMetodo CrystalGonzalo PereyraAún no hay calificaciones
- Plan de Apoyo A La Inclusión 2023Documento13 páginasPlan de Apoyo A La Inclusión 2023ana cifuentesAún no hay calificaciones
- Segmentación de mercado en empresas líderesDocumento3 páginasSegmentación de mercado en empresas líderesolives aguindaAún no hay calificaciones
- Cartilla Adaptaciones Curriculares Nee PDFDocumento186 páginasCartilla Adaptaciones Curriculares Nee PDFYaneth Rivera Ayala100% (2)
- DocumentoDocumento4 páginasDocumentoDiana MirandaAún no hay calificaciones
- Base de Datos Instrumentos de Salud MentalDocumento17 páginasBase de Datos Instrumentos de Salud MentalPaolaBazan100% (1)
- Nif c4Documento10 páginasNif c4LizbethAlmaguerAún no hay calificaciones
- El Arte y Su EvolucionDocumento21 páginasEl Arte y Su EvolucionKarin MirandaAún no hay calificaciones
- Manualorganizacioninformatica GADAPIDocumento27 páginasManualorganizacioninformatica GADAPI-marisol torresAún no hay calificaciones
- Tableros HistoriaDocumento24 páginasTableros Historiaogbe yekun100% (2)
- Secundaria - Matemática - Geometría 2°: SESIÓN N°22Documento11 páginasSecundaria - Matemática - Geometría 2°: SESIÓN N°22Iván VértizAún no hay calificaciones
- Traducciones de PoemasDocumento19 páginasTraducciones de PoemascristinaAún no hay calificaciones
- Andrés Lozano-Tarea 4 Diseño de Controladores PIDDocumento10 páginasAndrés Lozano-Tarea 4 Diseño de Controladores PIDFabian Camilo PeñaAún no hay calificaciones
- Clasificación del Activo Corriente y No CorrienteDocumento2 páginasClasificación del Activo Corriente y No CorrienteArnold Valqui ChavezAún no hay calificaciones
- Qué Es Un ImpermeabilizanteDocumento16 páginasQué Es Un ImpermeabilizanteMarcos PachecoAún no hay calificaciones
- Símbolos de ingeniería civil y arquitecturaDocumento4 páginasSímbolos de ingeniería civil y arquitecturaYeff CAún no hay calificaciones
- Arquitectura del Paisaje: retrospectiva y prospectiva de la disciplinaDocumento9 páginasArquitectura del Paisaje: retrospectiva y prospectiva de la disciplinaFredy EL ATUTRAQAún no hay calificaciones