También podría gustarte
- Equipos y Servicios Auxiliares en Mineria SubterraneaDocumento358 páginasEquipos y Servicios Auxiliares en Mineria SubterraneaJaimeGuevaraRios87% (15)
- UF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasDe EverandUF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasCalificación: 5 de 5 estrellas5/5 (1)
- UF0285 - Tratamiento de residuos urbanos o municipales.De EverandUF0285 - Tratamiento de residuos urbanos o municipales.Aún no hay calificaciones
- Modelo de Queja A IndecopiDocumento4 páginasModelo de Queja A IndecopiIvonne Milagros Castillo Sosa100% (2)
- El Caballero de La Armadura OxidadaDocumento5 páginasEl Caballero de La Armadura OxidadaletiaravenaAún no hay calificaciones
- ExtensómetroDocumento48 páginasExtensómetroJosseph Neysh Stewie Villegas Alania100% (1)
- INSPECCION PANTALÁN NORTE - 31 de Octubre, 18 - 49 ( - 221108 - 101453Documento14 páginasINSPECCION PANTALÁN NORTE - 31 de Octubre, 18 - 49 ( - 221108 - 101453Pablo Escariz VarelaAún no hay calificaciones
- Informe Cambio de Radiador de La Chancadora Raptor PDFDocumento8 páginasInforme Cambio de Radiador de La Chancadora Raptor PDFCancio Florez MendozaAún no hay calificaciones
- Informe Cambio de Radiador de La Chancadora RaptorDocumento8 páginasInforme Cambio de Radiador de La Chancadora RaptorCancio Florez MendozaAún no hay calificaciones
- Manual de Instalacion Maygas Espanol 2012Documento28 páginasManual de Instalacion Maygas Espanol 2012Emmett BartlettAún no hay calificaciones
- Microsoft Powerpoint - Operaciones de Workover2Documento51 páginasMicrosoft Powerpoint - Operaciones de Workover2ACDAún no hay calificaciones
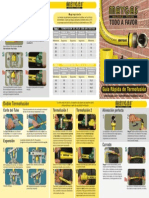
- Guia Rapida Maygas TermofusionDocumento2 páginasGuia Rapida Maygas Termofusionramirez721Aún no hay calificaciones
- MUFADocumento8 páginasMUFAChristian GuzmanAún no hay calificaciones
- Informe Disparo Deficiente AaDocumento2 páginasInforme Disparo Deficiente AaCostos Inmaculada100% (1)
- Sistema PretensadoDocumento4 páginasSistema PretensadoMauricio FalconiAún no hay calificaciones
- P.inm.24 Perforacion Diamantina Lf70, Lf90, Bf1000, HTM 2500 TaDocumento5 páginasP.inm.24 Perforacion Diamantina Lf70, Lf90, Bf1000, HTM 2500 Tapercy esperillaAún no hay calificaciones
- Tubería de Perforación y ProducciónDocumento9 páginasTubería de Perforación y ProducciónVictor Hugo FloresAún no hay calificaciones
- TRABAJO 3 ADMINISTRACION Planeamiento y Control (VIZCARRA PEREA PIERO HANSEL)Documento15 páginasTRABAJO 3 ADMINISTRACION Planeamiento y Control (VIZCARRA PEREA PIERO HANSEL)Piero H VizcarraAún no hay calificaciones
- Informe Repar. Valvula Cuarto de VueltaDocumento13 páginasInforme Repar. Valvula Cuarto de VueltaAlberto IsmaelAún no hay calificaciones
- Wireline PDFDocumento45 páginasWireline PDFByron100% (1)
- MAYGAS Manual de InstalacionDocumento28 páginasMAYGAS Manual de InstalacionJesus Castro Orozco0% (1)
- Procedimiento de Armado WashpipeDocumento27 páginasProcedimiento de Armado WashpipeAlejandro AlejandreAún no hay calificaciones
- Guía Práctica para Recuperación de TuberíasDocumento45 páginasGuía Práctica para Recuperación de TuberíasAdolfo A. Leon CorzoAún no hay calificaciones
- Manual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesDocumento56 páginasManual de Instalacion de Tuberias Linea Acueducto y Proyectos EspecialesMiguel Navarro100% (1)
- ALCANCE LN 16 IN ASFALTO. DE TK-119 A B-05 Rev2Documento22 páginasALCANCE LN 16 IN ASFALTO. DE TK-119 A B-05 Rev2ablatchAún no hay calificaciones
- Fatija de Un TermopozoDocumento8 páginasFatija de Un TermopozoAlejandro Vazquez AlvarezAún no hay calificaciones
- Practica 5 Ing. Mat.Documento9 páginasPractica 5 Ing. Mat.Giovanny EguiaAún no hay calificaciones
- Operación de Voladura en SubterráneaDocumento16 páginasOperación de Voladura en SubterráneaDaniel Aravena FernandezAún no hay calificaciones
- Unidad IV Obturacion Del Sistema de Conductos RadicularesDocumento34 páginasUnidad IV Obturacion Del Sistema de Conductos RadicularesAngelica Sanchez GAún no hay calificaciones
- Endodocia 2 Clase PDF Tecnica ObturacionDocumento9 páginasEndodocia 2 Clase PDF Tecnica ObturacionRudiel Vargas SalasAún no hay calificaciones
- MPD004-P083OBR-140-PL-M-001 - 0 Plan de Izaje de Tanque EmpernadoDocumento21 páginasMPD004-P083OBR-140-PL-M-001 - 0 Plan de Izaje de Tanque EmpernadoC47050500Aún no hay calificaciones
- Condensacion Lateral GutaperchaDocumento5 páginasCondensacion Lateral GutaperchaArturobenjamin MarinAún no hay calificaciones
- SonildaDocumento371 páginasSonildaBenancio CastroAún no hay calificaciones
- Armado y Comprobación de La Bomba RotativaDocumento4 páginasArmado y Comprobación de La Bomba RotativaAnonymous HtJcH02yAún no hay calificaciones
- ORKLI - Manual de Suelo Radiante RefrescanteDocumento41 páginasORKLI - Manual de Suelo Radiante RefrescanteJesúsFresnoAún no hay calificaciones
- Presentacion Destrucción Armas (Oxiacetileno)Documento33 páginasPresentacion Destrucción Armas (Oxiacetileno)Omar Martin Cruz EsquivelAún no hay calificaciones
- 6c Procedimientos Con CHSARTDocumento16 páginas6c Procedimientos Con CHSARTJuan Sebastián Vargas SantofimioAún no hay calificaciones
- I09 Procedimiento CT Endesa Izado-RevDocumento12 páginasI09 Procedimiento CT Endesa Izado-RevangeloAún no hay calificaciones
- Nemapa 2Documento8 páginasNemapa 2danielAún no hay calificaciones
- Libro Servicios Auxiliares MninerosDocumento358 páginasLibro Servicios Auxiliares MninerosJulio cesar Carrion contrerasAún no hay calificaciones
- 1.3 Instrumentos FracturadosDocumento11 páginas1.3 Instrumentos Fracturadosteresaasn.11Aún no hay calificaciones
- Sacado de Tuberia (Fin de Pozo)Documento2 páginasSacado de Tuberia (Fin de Pozo)Rossy Rivera RosellAún no hay calificaciones
- Herramientas EspecialesDocumento101 páginasHerramientas EspecialesLuis Antonio Garcia EsparzaAún no hay calificaciones
- Carena Imarpe IVDocumento67 páginasCarena Imarpe IVCarlos Auvin Rojas LeonAún no hay calificaciones
- Procedimiento de Uniones de PolietilenoDocumento8 páginasProcedimiento de Uniones de Polietilenoing_arriagaAún no hay calificaciones
- Cuaderno de Informes Semana 7 TeoriaDocumento17 páginasCuaderno de Informes Semana 7 Teoriajc9514751Aún no hay calificaciones
- Servicio Aux - Jaime GuevaraDocumento358 páginasServicio Aux - Jaime GuevarafisherAún no hay calificaciones
- Valvulas de Pie Con Rejilla Con FotoDocumento4 páginasValvulas de Pie Con Rejilla Con FotoHenrry nilton Agip DiazAún no hay calificaciones
- 350 Vortec 22332Documento5 páginas350 Vortec 22332Carlos MújicaAún no hay calificaciones
- ServiciosDocumento358 páginasServiciosXiomara Monares EspinozaAún no hay calificaciones
- Solo Mangas y PitonesDocumento17 páginasSolo Mangas y PitonesYury Isasi RosasAún no hay calificaciones
- Informe Cambio Manto ConoDocumento12 páginasInforme Cambio Manto ConoDiego Chaves100% (1)
- Voladura Cerro LindoDocumento103 páginasVoladura Cerro LindoVictor Palomino100% (2)
- Técnicas para La Preparación Biomecánica de Los Conductos RadicularesDocumento5 páginasTécnicas para La Preparación Biomecánica de Los Conductos RadicularesPamela Miranda HuamanchumoAún no hay calificaciones
- Perforación en Tuneles OKDocumento12 páginasPerforación en Tuneles OKJairo Espino SanchezAún no hay calificaciones
- Desmontaje Y Desarmado: Actividades de Mantenimiento Correctivo A Turbina de VaporDocumento8 páginasDesmontaje Y Desarmado: Actividades de Mantenimiento Correctivo A Turbina de VaporDaniel Eduardo JrzAún no hay calificaciones
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Como Usar Tus Plugins de Audio VST en La MezclaDocumento3 páginasComo Usar Tus Plugins de Audio VST en La MezclaShane CampbellAún no hay calificaciones
- Plan de Acción para Deportistas en Tiempos de COVID 19 PDFDocumento21 páginasPlan de Acción para Deportistas en Tiempos de COVID 19 PDFwilliam ortizAún no hay calificaciones
- Anatomía General, Introducción y Esqueleto AxialDocumento8 páginasAnatomía General, Introducción y Esqueleto AxialYiwen linAún no hay calificaciones
- Capitulos Naruto ShippudenDocumento6 páginasCapitulos Naruto Shippudendvvtkd2007Aún no hay calificaciones
- 10 CronistasDocumento7 páginas10 CronistasDavid CanúAún no hay calificaciones
- Estrategias y Técnicas de La Orientación EducativaDocumento3 páginasEstrategias y Técnicas de La Orientación EducativaLE Gerardo100% (2)
- Esfuerzos Permisibles A Compresion en El AceroDocumento28 páginasEsfuerzos Permisibles A Compresion en El AceroAlbert SjAún no hay calificaciones
- 16-18 Agos - ComunicaciónDocumento7 páginas16-18 Agos - ComunicaciónMaria Belen MariacaAún no hay calificaciones
- GMP Ingenieros Sas 2020-09-23 20G-140 7 de AgostoDocumento2 páginasGMP Ingenieros Sas 2020-09-23 20G-140 7 de AgostoCarlosAndresSabogalLorduyAún no hay calificaciones
- CV ModeloDocumento1 páginaCV ModeloDorisAún no hay calificaciones
- Seg36 Segunda Especialidad OftalmologíaDocumento4 páginasSeg36 Segunda Especialidad OftalmologíaF Jose G GarciaAún no hay calificaciones
- Reglamento Transporte Terrestre TuristicoDocumento14 páginasReglamento Transporte Terrestre TuristicoDarwin Cuenca0% (1)
- Modelo RelojDocumento20 páginasModelo RelojRafo CastroAún no hay calificaciones
- Resumen de Tipo AnalíticoDocumento18 páginasResumen de Tipo AnalíticoSANDRA YICELA CASTRO RODRIGUEZAún no hay calificaciones
- Anatomía Del CorazónDocumento34 páginasAnatomía Del CorazónSelene Chávez GuevaraAún no hay calificaciones
- EPION 500 MLDocumento1 páginaEPION 500 MLVladimir George Granados OkaharaAún no hay calificaciones
- Tema Nº19 Hiperplasia Endometrial y Cancer de EndometrioDocumento10 páginasTema Nº19 Hiperplasia Endometrial y Cancer de EndometrioNicolas CadizAún no hay calificaciones
- Terapia Cognitiva Antecedentes Teoria PDFDocumento9 páginasTerapia Cognitiva Antecedentes Teoria PDFYenny Salamanca CamargoAún no hay calificaciones
- 5 de Julio - RECONOCER Y CONTAR FRUTAS Y VERDURASDocumento7 páginas5 de Julio - RECONOCER Y CONTAR FRUTAS Y VERDURASRonaldo CastroAún no hay calificaciones
- Grafiti Ciudad SemióticaDocumento13 páginasGrafiti Ciudad SemióticaAlfonso Cárdenas PáezAún no hay calificaciones
- El Buda y El Christós TALLAPRAGADA SUBBA ROWDocumento5 páginasEl Buda y El Christós TALLAPRAGADA SUBBA ROWgnavarro059943Aún no hay calificaciones
- Practica Final Sept 2004Documento7 páginasPractica Final Sept 2004abolivarAún no hay calificaciones
- Trucos para VenderDocumento20 páginasTrucos para VenderJohanna CorreaAún no hay calificaciones
- Manual de Factura Electrónica A Iniciativa de ASIMELEC y Red - EsDocumento50 páginasManual de Factura Electrónica A Iniciativa de ASIMELEC y Red - EsCámara de Comercio, Industria y Navegación de CartagenaAún no hay calificaciones
- Oficio - Multiple 00030 2022 Minedu Vmgi DigegedDocumento1 páginaOficio - Multiple 00030 2022 Minedu Vmgi DigegedPEDROAún no hay calificaciones
- William DampierDocumento1 páginaWilliam DampierMejia EscotoAún no hay calificaciones
- Proteccion de Circuito DerivadoDocumento34 páginasProteccion de Circuito DerivadololitoAún no hay calificaciones
- Perspectiva Sociocognitiva de La EscrituraDocumento13 páginasPerspectiva Sociocognitiva de La EscrituramrolAún no hay calificaciones