También podría gustarte
- Preinforme Práctica ReaccionesDocumento12 páginasPreinforme Práctica ReaccionesJony CastiblancoAún no hay calificaciones
- Fuel Cavitation - En.esDocumento8 páginasFuel Cavitation - En.esValeria RamírezAún no hay calificaciones
- Diseño Del Reactor Batch... ModuloDocumento16 páginasDiseño Del Reactor Batch... ModuloBenjamin Daniel Mondargo Cristobal100% (2)
- Produccion de Biodiesel en Condiciones SupercritasDocumento6 páginasProduccion de Biodiesel en Condiciones SupercritasAlberto Moreno GomezAún no hay calificaciones
- Presentacion BioquimicaDocumento17 páginasPresentacion Bioquimicacanva cuentaAún no hay calificaciones
- Sesión Reactores Continuos PDFDocumento20 páginasSesión Reactores Continuos PDFAbraham LaraAún no hay calificaciones
- BiodieselDocumento20 páginasBiodieselLuisa Quevedo MartínezAún no hay calificaciones
- Balance de MasaDocumento36 páginasBalance de MasaAngheliithaLaraAún no hay calificaciones
- Capítulo 23Documento7 páginasCapítulo 23AgustinVenturaAún no hay calificaciones
- 20170702220706Documento56 páginas20170702220706AlejandroAún no hay calificaciones
- Balance de Materia en Reactores QuimicosDocumento73 páginasBalance de Materia en Reactores QuimicosAdán Fonseca Hernandez100% (1)
- P Ractica 4: Estequiometr Ia: Academia de Qu ImicaDocumento5 páginasP Ractica 4: Estequiometr Ia: Academia de Qu ImicaAlissonAún no hay calificaciones
- PRACTICASQUIMICADocumento17 páginasPRACTICASQUIMICAalba sarabiaAún no hay calificaciones
- Estequiometria 2Documento16 páginasEstequiometria 2Daniel EsparzaAún no hay calificaciones
- Reactores QuímicosDocumento20 páginasReactores QuímicosjoahanpucrivAún no hay calificaciones
- Biodisel A Partir de Aceites ResidualesDocumento8 páginasBiodisel A Partir de Aceites Residualesemilio garciaAún no hay calificaciones
- Transesterificación de Aceite Vegetal para La Producción de Biodiesel Usando La Zeolita Usy Como CatalizadorDocumento6 páginasTransesterificación de Aceite Vegetal para La Producción de Biodiesel Usando La Zeolita Usy Como Catalizadoraura_llanos_1Aún no hay calificaciones
- Informe de Laboratorio BiocombustiblesDocumento5 páginasInforme de Laboratorio BiocombustiblesJulian MartinezAún no hay calificaciones
- Reactores QuímicosDocumento12 páginasReactores QuímicosYsa YsaAún no hay calificaciones
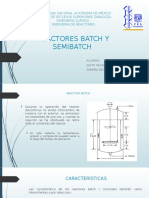
- Reactor Batch y SemibatchDocumento29 páginasReactor Batch y SemibatchFernando Constantino67% (6)
- ReactoresDocumento5 páginasReactores0231920038 CRISS CAROLINA HERNANDEZ OROZCO ESTUDIANTE ACTIVOAún no hay calificaciones
- Unidad 2Documento56 páginasUnidad 2Yennifer Giselle Martinez100% (1)
- Reporte de Practica 1 Lab. Reactores PDFDocumento3 páginasReporte de Practica 1 Lab. Reactores PDFNaomi GuerreroAún no hay calificaciones
- Pregunta de Todos Los GPDocumento6 páginasPregunta de Todos Los GPJosselyn HerreraAún no hay calificaciones
- BalancesDocumento13 páginasBalancesNicolas Olivari ViverosAún no hay calificaciones
- Dest ReactivaDocumento6 páginasDest ReactivaJaen SaurAún no hay calificaciones
- Informe de ReactoresDocumento8 páginasInforme de Reactoresjuan sebastian aristizabalAún no hay calificaciones
- Balance de Materia en Estado Con Reacciones QuimicasDocumento31 páginasBalance de Materia en Estado Con Reacciones QuimicasGianella Montoya ReinosoAún no hay calificaciones
- Rubrica Proyecto evaluacionIRIDocumento7 páginasRubrica Proyecto evaluacionIRICristian JiménezAún no hay calificaciones
- T1 Resumen Ud 3Documento19 páginasT1 Resumen Ud 3Nallely HernandezAún no hay calificaciones
- 1 Diseño de Un Modelo Matemático para Reactor BatchDocumento19 páginas1 Diseño de Un Modelo Matemático para Reactor BatchFernando Tuni HuancaAún no hay calificaciones
- Reporte Practica 1 Lab ReactoresDocumento20 páginasReporte Practica 1 Lab ReactoreslazaroAún no hay calificaciones
- Diseño y Produccion Bioetanol Por DestilacionDocumento5 páginasDiseño y Produccion Bioetanol Por Destilacionalma ramirezAún no hay calificaciones
- 123labo 3 Destilacion Batch Con Reflujo Cte FinalDocumento8 páginas123labo 3 Destilacion Batch Con Reflujo Cte FinalginafcAún no hay calificaciones
- Modelamiento y Simulación de Un Biorreactor de Membrana para Obtención de BiodieselDocumento8 páginasModelamiento y Simulación de Un Biorreactor de Membrana para Obtención de BiodieselAlexanderAún no hay calificaciones
- Arranque y Operacion de Un BioreactorDocumento13 páginasArranque y Operacion de Un BioreactorjavierAún no hay calificaciones
- Clase 3 TratamientoDocumento45 páginasClase 3 TratamientoAnonymous ZzemwrAún no hay calificaciones
- Informe 7 Lab de ReaDocumento29 páginasInforme 7 Lab de ReaJasiel SanchezAún no hay calificaciones
- El Que EsDocumento47 páginasEl Que EsORIANA ALEJANDRA SOLORZANO MARTINEZAún no hay calificaciones
- Guía Lab BiodieselDocumento10 páginasGuía Lab BiodieselCatherina MQAún no hay calificaciones
- Equipo 3Documento78 páginasEquipo 3Centzon TotochtinAún no hay calificaciones
- Practica 12 Laboratorio Integral IIDocumento6 páginasPractica 12 Laboratorio Integral IIJACQUELINE VIRGEN LÓPEZAún no hay calificaciones
- Balances de MateriaDocumento28 páginasBalances de MateriaDario Riveros RomeroAún no hay calificaciones
- Tarea 5 PROCEDIMIENTO Y FACTORES PARA LA SELECCIÓN DISEÑO DE REACTORES QUÍMICOSDocumento18 páginasTarea 5 PROCEDIMIENTO Y FACTORES PARA LA SELECCIÓN DISEÑO DE REACTORES QUÍMICOSCinthia FarfánAún no hay calificaciones
- Biodiesel TransesterificacionDocumento3 páginasBiodiesel TransesterificacionL fuertesAún no hay calificaciones
- Investigacion 1Documento7 páginasInvestigacion 1are1111gobaAún no hay calificaciones
- Diseño Rápido de Un Reactor ContinuoDocumento14 páginasDiseño Rápido de Un Reactor Continuoanel_galoisAún no hay calificaciones
- Obtención de Biodiesel A Partir de Aceite de JatrophaDocumento21 páginasObtención de Biodiesel A Partir de Aceite de JatrophaChristian Pinedo ReateguiAún no hay calificaciones
- Sesion 5 Balance de Materia en Sistemas de Recirculación, Derivación y PurgaDocumento28 páginasSesion 5 Balance de Materia en Sistemas de Recirculación, Derivación y PurgaDaniloQuijanoAndiaAún no hay calificaciones
- Cinetika EtapasDocumento21 páginasCinetika EtapasAxel MéndezAún no hay calificaciones
- Seider Et Al (2016) Product and Process Design Principles - Synthesis, Analysis and Evaluation (1) - 245-267 (1) .En - EsDocumento45 páginasSeider Et Al (2016) Product and Process Design Principles - Synthesis, Analysis and Evaluation (1) - 245-267 (1) .En - Esjuan pablo polaniaAún no hay calificaciones
- Lab 4Documento10 páginasLab 4Johhn MendozAún no hay calificaciones
- Informe ABSORCIONDocumento21 páginasInforme ABSORCIONCristhianRondónAún no hay calificaciones
- FisicoquímicaDocumento5 páginasFisicoquímicaTefitaMichilenaEstrellaAún no hay calificaciones
- Informe ABSORCION PDFDocumento21 páginasInforme ABSORCION PDFDavid Camilo Guerrero GonzalezAún no hay calificaciones
- Desarrollo Reaccion de Conversion de Gas de SintesisDocumento8 páginasDesarrollo Reaccion de Conversion de Gas de SintesisJairo GarciaAún no hay calificaciones
- Modelamiento y casos especiales de la cinética química heterogéneaDe EverandModelamiento y casos especiales de la cinética química heterogéneaCalificación: 3 de 5 estrellas3/5 (1)
- Técnicas analíticas básicas: En el control de la calidad del agua según normatividadDe EverandTécnicas analíticas básicas: En el control de la calidad del agua según normatividadAún no hay calificaciones
- Secado Rotatorio - Manual de OperacinDocumento21 páginasSecado Rotatorio - Manual de OperacinJony CastiblancoAún no hay calificaciones
- Tanque Enchaquetado InformeDocumento7 páginasTanque Enchaquetado InformeJony Castiblanco100% (1)
- Punto Dos Parcial ReaccionesDocumento2 páginasPunto Dos Parcial ReaccionesJony CastiblancoAún no hay calificaciones
- Parcial 2 Termodinamica MolecularDocumento5 páginasParcial 2 Termodinamica MolecularJony CastiblancoAún no hay calificaciones
- Coco en Polvo ArticuloDocumento7 páginasCoco en Polvo ArticuloJony CastiblancoAún no hay calificaciones
- Infografia FinalDocumento1 páginaInfografia FinalJony CastiblancoAún no hay calificaciones
- Mezclas de Gases Ideales y Soluciones Ideales Cuando El Efecto Entre Las Moléculas Disímiles en Una Mezcla Es InsignificanDocumento2 páginasMezclas de Gases Ideales y Soluciones Ideales Cuando El Efecto Entre Las Moléculas Disímiles en Una Mezcla Es InsignificanJavier Paredes AvilaAún no hay calificaciones
- Generador DC AutoexcitadoDocumento2 páginasGenerador DC AutoexcitadoWilmer Vilchez Fabian100% (4)
- Ejercicio de CorreasDocumento18 páginasEjercicio de CorreasAbel Antonio VillamilAún no hay calificaciones
- Aplicaciones Electricas - Andrés Carpio A.Tarea 1Documento3 páginasAplicaciones Electricas - Andrés Carpio A.Tarea 1Andres CarpioAún no hay calificaciones
- Actividad Evaluativa Eje 1 (P1) - ESTADISTICA Y PROBABILIDAD - IS - 2020 - 04 - 13 - 013Documento14 páginasActividad Evaluativa Eje 1 (P1) - ESTADISTICA Y PROBABILIDAD - IS - 2020 - 04 - 13 - 013DANY FANDIÑOAún no hay calificaciones
- Feldespato 05Documento9 páginasFeldespato 05Orlando LeonAún no hay calificaciones
- Actividades Desarrolladas Del Módulo Máquinas EléctricasDocumento28 páginasActividades Desarrolladas Del Módulo Máquinas Eléctricasrgmaguila1533Aún no hay calificaciones
- Kallpa Informe Auditado 2010 PDFDocumento48 páginasKallpa Informe Auditado 2010 PDFChalte Chalte ChalteAún no hay calificaciones
- Actividades Didacticas de Educacion Ambiental para Nivel SecundarioDocumento75 páginasActividades Didacticas de Educacion Ambiental para Nivel SecundariodanielllobetAún no hay calificaciones
- Escalas TermométricasDocumento2 páginasEscalas TermométricasCristina Velazquez DlsAún no hay calificaciones
- Plan de Prevencion y Reduccion Del Riesgo de Desastres para El Distrito de Tupac Amaru IncaDocumento52 páginasPlan de Prevencion y Reduccion Del Riesgo de Desastres para El Distrito de Tupac Amaru IncaIngrid Victoria VillalobosAún no hay calificaciones
- Trabajo Final Diseño de ProyectosDocumento47 páginasTrabajo Final Diseño de ProyectosNestor Cortina Viana0% (1)
- Valencia de La CruzDocumento21 páginasValencia de La CruzJose RojasAún no hay calificaciones
- Osinerg No.236 2005 Os CD NormaDocumento30 páginasOsinerg No.236 2005 Os CD NormajhordanAún no hay calificaciones
- Ensaye A FuegoDocumento4 páginasEnsaye A FuegoMonica0% (1)
- Guia Didáctica #10 Ley de FaradayDocumento4 páginasGuia Didáctica #10 Ley de FaradaySilvioChávezAún no hay calificaciones
- Motor A-Z 2008-9.apen2Documento200 páginasMotor A-Z 2008-9.apen2Jorge VarelaAún no hay calificaciones
- SEMANA 13. Refrigeracion y Bombas de CalorDocumento26 páginasSEMANA 13. Refrigeracion y Bombas de CalorJose Diaz Ramos100% (1)
- Ley de Ohm en Circuitos RLC e Importancia Del Algebra FasorialDocumento3 páginasLey de Ohm en Circuitos RLC e Importancia Del Algebra FasorialRodrigo RivasAún no hay calificaciones
- Generador - Barra InfinitaDocumento3 páginasGenerador - Barra InfinitaJorge Arturo Medina GutierrezAún no hay calificaciones
- Manual MLPDocumento12 páginasManual MLPAnarko_77Aún no hay calificaciones
- Diseño de Una Máquina Automática Contadora de Afiches para El Proceso de Empaquetado de La Imprenta "Dallas"Documento33 páginasDiseño de Una Máquina Automática Contadora de Afiches para El Proceso de Empaquetado de La Imprenta "Dallas"Gary Cartagena UgarteAún no hay calificaciones
- Hoja Tecnica AP-7376Documento2 páginasHoja Tecnica AP-7376Thannee BenitezAún no hay calificaciones
- CHEC Cap - 19 - MaterialesDocumento15 páginasCHEC Cap - 19 - MaterialesGabriel Fernando Garcia CAún no hay calificaciones
- Motor Generador Utilizando Syngas PDFDocumento113 páginasMotor Generador Utilizando Syngas PDFsebastian arayaAún no hay calificaciones
- PRD07311-2 Corte, Soldadura y Flama Abierta - 935Documento9 páginasPRD07311-2 Corte, Soldadura y Flama Abierta - 935ErickGómezAún no hay calificaciones
- Actividades de Aprendizaje Introduccion de ConceptosDocumento6 páginasActividades de Aprendizaje Introduccion de ConceptosYULIETH KATHERINE CANGREJO QUINTEROAún no hay calificaciones
- Reconocer Información ExplícitaDocumento4 páginasReconocer Información ExplícitaAlejandrakarina ChangAún no hay calificaciones
- Exel Seguridad y Medio AmbienteDocumento12 páginasExel Seguridad y Medio AmbienteRicardo Evangelista HernándezAún no hay calificaciones
- GlucolisisDocumento3 páginasGlucolisisJairo AndrésAún no hay calificaciones