También podría gustarte
- Evaluación Teórica de Cuarta Categoría Clave CDocumento2 páginasEvaluación Teórica de Cuarta Categoría Clave CManuel Campos100% (26)
- Cálculo y diseño de estructuras de materiales compuestos de fibra de vidrioDe EverandCálculo y diseño de estructuras de materiales compuestos de fibra de vidrioAún no hay calificaciones
- (Soldadura en Z) AWS D1.1 & DIN 18 800-1Documento3 páginas(Soldadura en Z) AWS D1.1 & DIN 18 800-1joseAún no hay calificaciones
- Ejercicios Alumnos Sem9Documento16 páginasEjercicios Alumnos Sem9joseAún no hay calificaciones
- Norma ANSI B18.2.6 TORNILLOS ESTRUCTURALESDocumento12 páginasNorma ANSI B18.2.6 TORNILLOS ESTRUCTURALESjose0% (1)
- Estudio de Los Partidos Políticos de Izquierda en El PerúDocumento54 páginasEstudio de Los Partidos Políticos de Izquierda en El PerúAlejandrina Peralta0% (1)
- Ejercicio Luis Salazar S2 Control EstadisticoDocumento9 páginasEjercicio Luis Salazar S2 Control EstadisticoSherity Maffet GonzálezAún no hay calificaciones
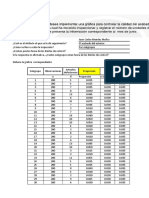
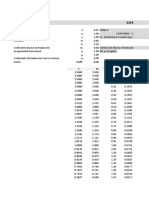
- Alexis - Morales S2Documento11 páginasAlexis - Morales S2Alexis Andres Morales HidalgoAún no hay calificaciones
- Ser Niño Huacho en La Historia de Chile de Gabriel SalazarDocumento3 páginasSer Niño Huacho en La Historia de Chile de Gabriel SalazarJimmy Alejandro AAún no hay calificaciones
- Grafica PDocumento2 páginasGrafica PNelson David Rosas MejiaAún no hay calificaciones
- A7-Cec-Bibiana Otero VelazquezDocumento6 páginasA7-Cec-Bibiana Otero VelazquezJ. Guadalupe RangelAún no hay calificaciones
- Taller 6 - CalidadDocumento6 páginasTaller 6 - CalidadISCOAún no hay calificaciones
- Carta PDocumento9 páginasCarta PJuan Carlos Mendez MuñozAún no hay calificaciones
- Taller Graficas CalidadDocumento9 páginasTaller Graficas CalidadNelson David Rosas MejiaAún no hay calificaciones
- Problema Resuelto Metodo de Rigides (Armaduras) - Robles BetetaDocumento19 páginasProblema Resuelto Metodo de Rigides (Armaduras) - Robles BetetajairAún no hay calificaciones
- Ejercicio Control P - Yaneth Castellanos VargasDocumento2 páginasEjercicio Control P - Yaneth Castellanos Vargasjulian camilo restrepoAún no hay calificaciones
- Carta P-CompletoDocumento9 páginasCarta P-CompletoJuan Carlos Mendez MuñozAún no hay calificaciones
- UntitledDocumento21 páginasUntitledDaniel YanezAún no hay calificaciones
- Problema Resuelto Metodo de Rigides (Armaduras) - ELISBAN TOLENTINODocumento22 páginasProblema Resuelto Metodo de Rigides (Armaduras) - ELISBAN TOLENTINOjairAún no hay calificaciones
- Problem A RioDocumento6 páginasProblem A RioDaniel Gómez0% (1)
- Espectros de Diseño - DinamicaDocumento40 páginasEspectros de Diseño - DinamicaJessica DuchiAún no hay calificaciones
- Ejemplo Carta P Equipo 2Documento16 páginasEjemplo Carta P Equipo 2Axel ZuritaAún no hay calificaciones
- Carta de Medias - RocioDocumento3 páginasCarta de Medias - RocioRocioCumberAún no hay calificaciones
- Pregunta 3Documento8 páginasPregunta 3MAYCKOL SCOOTT MORALES CARHUACHINAún no hay calificaciones
- Cartas NP y P TallerDocumento19 páginasCartas NP y P TallerNairis GonzalezAún no hay calificaciones
- Ejercicios 14 Al 19Documento12 páginasEjercicios 14 Al 19Rodolfo Reyes Nuñez JuarezAún no hay calificaciones
- Actividad IntegradoraDocumento16 páginasActividad IntegradoraRENE ALEJADRO AGUILAR ARELLANOAún no hay calificaciones
- ESPECTRO DE DISEÑO (Análisis Dinámico Modal Espectral) : Datos ValorDocumento18 páginasESPECTRO DE DISEÑO (Análisis Dinámico Modal Espectral) : Datos Valoralex reyes gonzalesAún no hay calificaciones
- Anexo I Data Ieee 14bDocumento2 páginasAnexo I Data Ieee 14bDunia CortezAún no hay calificaciones
- Rodriguez Aviles Juana AlejandraDocumento17 páginasRodriguez Aviles Juana AlejandraJuana RodriguezAún no hay calificaciones
- Ejercicios de CECDocumento35 páginasEjercicios de CECblacklotus23Aún no hay calificaciones
- Graficas U4Documento18 páginasGraficas U4Brayan VigilAún no hay calificaciones
- Calculo Del Factor KDocumento11 páginasCalculo Del Factor KRay ZevallosAún no hay calificaciones
- Ejercicio S2 Control EstadisticoDocumento9 páginasEjercicio S2 Control EstadisticoSherity Maffet GonzálezAún no hay calificaciones
- Libro 2Documento352 páginasLibro 2Adrian Edgar Machaca MachacaAún no hay calificaciones
- Taller de Control Estadístico de Calidad Segundo Corte Nataly, DanielDocumento5 páginasTaller de Control Estadístico de Calidad Segundo Corte Nataly, DanielCristinaAún no hay calificaciones
- Ejercicio 05Documento5 páginasEjercicio 05taniaAún no hay calificaciones
- Ensayo de FlexiónDocumento332 páginasEnsayo de Flexióndaniel escobarAún no hay calificaciones
- IMD Tramo I (Salida)Documento5 páginasIMD Tramo I (Salida)Lyco Ceykhann RamosAún no hay calificaciones
- Ram Element CargasDocumento3 páginasRam Element CargasCarlos DanielAún no hay calificaciones
- Ejercicio 5Documento16 páginasEjercicio 5Cristian GustavoAún no hay calificaciones
- Espectro Elastico Diseno Gbds 2020Documento5 páginasEspectro Elastico Diseno Gbds 2020Jorge Armando Lara TorricoAún no hay calificaciones
- ACT. INT. U3Documento31 páginasACT. INT. U3RENE ALEJADRO AGUILAR ARELLANOAún no hay calificaciones
- Muestreo de Aceptación - GRUPO 2Documento35 páginasMuestreo de Aceptación - GRUPO 2André Molina100% (1)
- Calculo Modulo Pilotes K112+500Documento2 páginasCalculo Modulo Pilotes K112+500Miguel RivasAún no hay calificaciones
- Caso 1 AtributosDocumento14 páginasCaso 1 AtributosERWIN VILLARROEL MENESESAún no hay calificaciones
- (Inyeccion) Graf. Horas de Paro y Scrap Marzo Iny 2023Documento71 páginas(Inyeccion) Graf. Horas de Paro y Scrap Marzo Iny 2023Cristina CardenasAún no hay calificaciones
- Examen Final - CTCDocumento21 páginasExamen Final - CTCAbel De La Cruz MostaceroAún no hay calificaciones
- Libro de Compras Iva Agosto 2021: Nombre de La Empresa: EstrumaxDocumento4 páginasLibro de Compras Iva Agosto 2021: Nombre de La Empresa: EstrumaxDanitza VacaAún no hay calificaciones
- Trabajo DesarrolladoDocumento7 páginasTrabajo DesarrolladoLizandro martinez uparelaAún no hay calificaciones
- Hojas de Control de CalidadDocumento3 páginasHojas de Control de CalidadMabelkaryncAún no hay calificaciones
- IMD Tramo II (Salida)Documento5 páginasIMD Tramo II (Salida)Lyco Ceykhann RamosAún no hay calificaciones
- Ejemplo.: Inspección Valor P S LCS Tamaño de La Muestra Fracción NO ConformeDocumento3 páginasEjemplo.: Inspección Valor P S LCS Tamaño de La Muestra Fracción NO Conformeluis roberto ruiz carrerasAún no hay calificaciones
- Calculo Red de Distribucion - ADocumento14 páginasCalculo Red de Distribucion - ADaniel Chapoñan CuevaAún no hay calificaciones
- Aforo Rio NegroDocumento24 páginasAforo Rio NegroSamira VILLANUEVA DAVILAAún no hay calificaciones
- Libro 1Documento10 páginasLibro 1yeferAún no hay calificaciones
- Aceleracion EspectralDocumento896 páginasAceleracion EspectralJuan Jose GomezAún no hay calificaciones
- IMD Tramo I (Salida Resumen)Documento1 páginaIMD Tramo I (Salida Resumen)Lyco Ceykhann RamosAún no hay calificaciones
- Ilovepdf MergedDocumento12 páginasIlovepdf MergedPablo MelendezAún no hay calificaciones
- TablasDocumento15 páginasTablasPablo MelendezAún no hay calificaciones
- Tablas Dodge RomingDocumento4 páginasTablas Dodge RomingPablo MelendezAún no hay calificaciones
- Cartas de Control para AtributosDocumento16 páginasCartas de Control para AtributosJuan Daniel Barrios ColqueAún no hay calificaciones
- IMD Tramo II (Salida Resumen)Documento1 páginaIMD Tramo II (Salida Resumen)Lyco Ceykhann RamosAún no hay calificaciones
- Teste de Shapiro Wilk - Estudo de Caso 1Documento22 páginasTeste de Shapiro Wilk - Estudo de Caso 1vazzoleralex6884Aún no hay calificaciones
- Graficos para AtributosDocumento24 páginasGraficos para AtributosvillanuevaAún no hay calificaciones
- Lab OratorioDocumento3 páginasLab OratoriovictorAún no hay calificaciones
- 4TO DE PRIMARIA Sesion 1 PDFDocumento6 páginas4TO DE PRIMARIA Sesion 1 PDFjoseAún no hay calificaciones
- Unión e Intersección de ConjuntosDocumento9 páginasUnión e Intersección de ConjuntosjoseAún no hay calificaciones
- Solución de Problemas-LibroDocumento4 páginasSolución de Problemas-LibrojoseAún no hay calificaciones
- Matriz - Perfil de PuestosDocumento4 páginasMatriz - Perfil de PuestosjoseAún no hay calificaciones
- PiñonDocumento1 páginaPiñonjoseAún no hay calificaciones
- Practica Calificada 2Documento3 páginasPractica Calificada 2jose50% (2)
- Ciudadania y Reflexion EticaDocumento16 páginasCiudadania y Reflexion EticajoseAún no hay calificaciones
- ArandelasDocumento4 páginasArandelasjoseAún no hay calificaciones
- Motovibrador SPX - 60 20.0 BDocumento4 páginasMotovibrador SPX - 60 20.0 BjoseAún no hay calificaciones
- Soluciones para La Industria de Proceso PDFDocumento200 páginasSoluciones para La Industria de Proceso PDFjoseAún no hay calificaciones
- Regla de Tres E15Documento1 páginaRegla de Tres E15Edith RosarioAún no hay calificaciones
- Rubrica para Informe de LaboratorioDocumento2 páginasRubrica para Informe de LaboratorioJOSELYN CHAMBI RIVEROSAún no hay calificaciones
- 1 PARASITOS CQF Agosto 2019Documento60 páginas1 PARASITOS CQF Agosto 2019Huamán Diaz CuperAún no hay calificaciones
- Elfo de SangreDocumento6 páginasElfo de SangreDavid DivAún no hay calificaciones
- 1 Teoria de Inventarios y ABCDocumento16 páginas1 Teoria de Inventarios y ABCyair arotomaAún no hay calificaciones
- Formato Seguimiento Esquema VacunacionDocumento3 páginasFormato Seguimiento Esquema VacunacionAlberto SilvaAún no hay calificaciones
- Aprender A Estudiar-Tomar ApuntesDocumento6 páginasAprender A Estudiar-Tomar ApuntesjuanlubengartAún no hay calificaciones
- Ecuacion de OndaDocumento7 páginasEcuacion de OndaJhonny MhAún no hay calificaciones
- Calculos Terma Solar ZapallangaDocumento13 páginasCalculos Terma Solar ZapallangaKevin Santos CasoAún no hay calificaciones
- Mapa Patrimonio Mundial 1a WebokDocumento1 páginaMapa Patrimonio Mundial 1a WebokalbertoformadorturismoAún no hay calificaciones
- Conexión Bidireccional Entre 2 Plc'sDocumento14 páginasConexión Bidireccional Entre 2 Plc'sHector Geovanni Cervantes JimenezAún no hay calificaciones
- Diego-Mendiola A4.Documento10 páginasDiego-Mendiola A4.diego mendiola aguillonAún no hay calificaciones
- Lecciones Sobre El CapitalismoDocumento11 páginasLecciones Sobre El CapitalismoAlejandra SalinasAún no hay calificaciones
- Explicacion de Los Fenomenos de Difusion en Enzimas InmovilizadasDocumento20 páginasExplicacion de Los Fenomenos de Difusion en Enzimas InmovilizadasLUIS MIGUEL RAMOS SOSAAún no hay calificaciones
- Examen 2T - Rúbrica 10mo Hector DelgadoDocumento2 páginasExamen 2T - Rúbrica 10mo Hector DelgadoJeremy CseAún no hay calificaciones
- Sensores y Actuadores Aplicación de Los Sensores MecanicosDocumento22 páginasSensores y Actuadores Aplicación de Los Sensores MecanicosJuan Vilcapuma FloresAún no hay calificaciones
- Informe Dendro 3Documento11 páginasInforme Dendro 3Reisner Esamat JintashAún no hay calificaciones
- Los NFT y La Nueva Revolución Del BlockchainDocumento3 páginasLos NFT y La Nueva Revolución Del BlockchainJosue Nina CuchilloAún no hay calificaciones
- PHP - AppServ - MySQL-Yhony AguilarDocumento42 páginasPHP - AppServ - MySQL-Yhony AguilarYhony AguilarAún no hay calificaciones
- Examen 1 (Módulo 3)Documento11 páginasExamen 1 (Módulo 3)MarcoAurelioAún no hay calificaciones
- Canciones PatriasDocumento2 páginasCanciones PatriasTeresa Noemí VillasantiAún no hay calificaciones
- Actividad Fase 1 - Rol Tesorero - Contabilidad Financiera BásicaDocumento6 páginasActividad Fase 1 - Rol Tesorero - Contabilidad Financiera BásicaRAFAEL SAENZAún no hay calificaciones
- Taller Unidad 3Documento4 páginasTaller Unidad 3DavidAún no hay calificaciones
- Carpeta de Tutoria 2022 RMDocumento18 páginasCarpeta de Tutoria 2022 RMCarmen Añaños CórdovaAún no hay calificaciones
- f34957864 PDFDocumento95 páginasf34957864 PDFdjspop0% (1)
- Actividad Guiada - Carolina - Hernández - QuijanoDocumento13 páginasActividad Guiada - Carolina - Hernández - QuijanoCarolina Hernandez QuijanoAún no hay calificaciones
- Modelo CanvasDocumento1 páginaModelo CanvasMarianella ZavalaAún no hay calificaciones