También podría gustarte
- Familiograma - TextoDocumento26 páginasFamiliograma - TextoMaetzi OchoaAún no hay calificaciones
- Triptico Normas Condiciones Fisicas.Documento2 páginasTriptico Normas Condiciones Fisicas.Cristian Gustavo100% (1)
- Tarea 2Documento7 páginasTarea 2Marianela Ramírez Aragonés100% (1)
- Diseño de Pavimentos Método UNAM y EjemploDocumento10 páginasDiseño de Pavimentos Método UNAM y EjemploJuan Manuel Martínez López100% (3)
- Ejercicio #5, Capitulo #8, Control Estadistico de CalidadDocumento5 páginasEjercicio #5, Capitulo #8, Control Estadistico de CalidadLeonel Archila100% (1)
- Teoria de Hammer Sobre El CancerDocumento8 páginasTeoria de Hammer Sobre El Cancererasmo1990100% (1)
- Control de procesos de fabricación de amortiguadoresDocumento11 páginasControl de procesos de fabricación de amortiguadoresAlexis Andres Morales HidalgoAún no hay calificaciones
- La educación en México: ¿reproductora del sistema o herramienta para el cambioDocumento7 páginasLa educación en México: ¿reproductora del sistema o herramienta para el cambioAlexAún no hay calificaciones
- Ejercicio Luis Salazar S2 Control EstadisticoDocumento9 páginasEjercicio Luis Salazar S2 Control EstadisticoSherity Maffet GonzálezAún no hay calificaciones
- Sesion de Aprendizaje Relaciones TroficasDocumento3 páginasSesion de Aprendizaje Relaciones TroficasEnrique Linares100% (2)
- Cap 12 CompDocumento13 páginasCap 12 CompDAVIDAún no hay calificaciones
- Informe #001-2021-Mdjcc-Giatyc-Jdfyep/DchsvDocumento4 páginasInforme #001-2021-Mdjcc-Giatyc-Jdfyep/DchsvJhon Ramos RodríguezAún no hay calificaciones
- Ejemplo Carta P Equipo 2Documento16 páginasEjemplo Carta P Equipo 2Axel ZuritaAún no hay calificaciones
- Ejemplo Carta P-Ejercicio #1 y 2Documento7 páginasEjemplo Carta P-Ejercicio #1 y 2samara sandovalAún no hay calificaciones
- Trabajo DesarrolladoDocumento7 páginasTrabajo DesarrolladoLizandro martinez uparelaAún no hay calificaciones
- Calidad - Graficas de Atributos - Cartas PDocumento2 páginasCalidad - Graficas de Atributos - Cartas PDafne Beatrice Smith JonesAún no hay calificaciones
- Ejemplo PDocumento6 páginasEjemplo PJhosep SAAún no hay calificaciones
- EJERCICIO 5 y 6 E INTRODUCCIONDocumento6 páginasEJERCICIO 5 y 6 E INTRODUCCIONALEXAún no hay calificaciones
- Grafica PDocumento26 páginasGrafica PCristian GustavoAún no hay calificaciones
- ProblemasDocumento5 páginasProblemasMarco GgAún no hay calificaciones
- Carta de Medias - RocioDocumento3 páginasCarta de Medias - RocioRocioCumberAún no hay calificaciones
- Ca y Cb valores para diferentes aDocumento27 páginasCa y Cb valores para diferentes aepico epicoAún no hay calificaciones
- Taller en ClasesDocumento5 páginasTaller en Clasesd4rronpAún no hay calificaciones
- Carta PDocumento9 páginasCarta PJuan Carlos Mendez MuñozAún no hay calificaciones
- Grupo 10 Ejercicios de Cartas de ControlDocumento11 páginasGrupo 10 Ejercicios de Cartas de ControlelizabethAún no hay calificaciones
- Análisis de calidad de escritoriosDocumento11 páginasAnálisis de calidad de escritorioselizabethAún no hay calificaciones
- Actividad IntegradoraDocumento16 páginasActividad IntegradoraRENE ALEJADRO AGUILAR ARELLANOAún no hay calificaciones
- Caudales Medios Mensuales de La Presa Lantaccota (M /S) : Año Ene Feb Mar Abr MayDocumento5 páginasCaudales Medios Mensuales de La Presa Lantaccota (M /S) : Año Ene Feb Mar Abr MayEdwin Rodriguez YaquettoAún no hay calificaciones
- Ejercicios de CECDocumento35 páginasEjercicios de CECblacklotus23Aún no hay calificaciones
- Control Taller 3Documento27 páginasControl Taller 3MIGUEL IVAN SALGADO SOTOAún no hay calificaciones
- Dokumen - Tips - Tablas para Resolucion de Losas Cruzadas Pozzi AzzaroDocumento17 páginasDokumen - Tips - Tablas para Resolucion de Losas Cruzadas Pozzi AzzaroGabi FrapiAún no hay calificaciones
- Ejercicio S2 Control EstadisticoDocumento9 páginasEjercicio S2 Control EstadisticoSherity Maffet GonzálezAún no hay calificaciones
- Graficas de ControlDocumento2 páginasGraficas de ControlAlexandra Álvarez MedinaAún no hay calificaciones
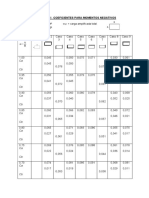
- Tabla Momentos Losas .Documento4 páginasTabla Momentos Losas .Camion ChanAún no hay calificaciones
- Ejercicio 5 Carta PDocumento6 páginasEjercicio 5 Carta PHohbreonAún no hay calificaciones
- Angulo de Friccion y Cohesion de El SueloDocumento17 páginasAngulo de Friccion y Cohesion de El SuelodannyAún no hay calificaciones
- Calculo Red de Distribucion - ADocumento14 páginasCalculo Red de Distribucion - ADaniel Chapoñan CuevaAún no hay calificaciones
- Carta P-CompletoDocumento9 páginasCarta P-CompletoJuan Carlos Mendez MuñozAún no hay calificaciones
- FisicaDocumento14 páginasFisicaMichel EspinosaAún no hay calificaciones
- Caudal LantaccotaDocumento4 páginasCaudal LantaccotaMARIA ALEJANDRA HURTADO SOTOAún no hay calificaciones
- Tablas de Coeficiente de LosasDocumento3 páginasTablas de Coeficiente de LosasAndres MatuteAún no hay calificaciones
- Deficiencia de Macro Nutriente en El Cultivo de LechugaDocumento4 páginasDeficiencia de Macro Nutriente en El Cultivo de Lechugaanon_639186705Aún no hay calificaciones
- Ensayo de tracción en maderaDocumento332 páginasEnsayo de tracción en maderadaniel escobarAún no hay calificaciones
- Anexos JornalesDocumento27 páginasAnexos JornalesraulAún no hay calificaciones
- UntitledDocumento21 páginasUntitledDaniel YanezAún no hay calificaciones
- Pregunta 3Documento8 páginasPregunta 3MAYCKOL SCOOTT MORALES CARHUACHINAún no hay calificaciones
- Punto ! ParcialDocumento3 páginasPunto ! ParcialleonardojosesalgadotorresAún no hay calificaciones
- Estudio 2 - Panel de ConsumidoresDocumento1 páginaEstudio 2 - Panel de ConsumidoresnaomiadrisAún no hay calificaciones
- Cap8 1-6Documento10 páginasCap8 1-6DecksAún no hay calificaciones
- Caudales IberDocumento2 páginasCaudales IberKarol Cáceres MendozaAún no hay calificaciones
- Img 20240113 145207Documento4 páginasImg 20240113 145207changyiAún no hay calificaciones
- ACT. INT. U3Documento31 páginasACT. INT. U3RENE ALEJADRO AGUILAR ARELLANOAún no hay calificaciones
- presupuestos de puenteDocumento4 páginaspresupuestos de puenteBautista Calizaya Miguel AngelAún no hay calificaciones
- Gráfico de Control ; Marco Pacherrez, Alisson Flores y Yanela RojasDocumento3 páginasGráfico de Control ; Marco Pacherrez, Alisson Flores y Yanela RojasJuan SusanibarAún no hay calificaciones
- Aforo Rio NegroDocumento24 páginasAforo Rio NegroSamira VILLANUEVA DAVILAAún no hay calificaciones
- Two-Way-Slab-coefficients-complete MaderpakerDocumento7 páginasTwo-Way-Slab-coefficients-complete MaderpakerBILONG, KARYLLE KEITH, O.Aún no hay calificaciones
- Examen Resuelto II Parcial. Práctico Principios de Economía.Documento4 páginasExamen Resuelto II Parcial. Práctico Principios de Economía.Antoni ManzanaresAún no hay calificaciones
- 3.1 Espectro de DiseñoDocumento3 páginas3.1 Espectro de DiseñoNeider AmayaAún no hay calificaciones
- Informe Análisis Espectrofotométrico de Una MezclaDocumento6 páginasInforme Análisis Espectrofotométrico de Una MezclaMateo Martínez ValenciaAún no hay calificaciones
- Teste de Shapiro Wilk - Estudo de Caso 1Documento22 páginasTeste de Shapiro Wilk - Estudo de Caso 1vazzoleralex6884Aún no hay calificaciones
- Fecha Referencia Orden Lámina Transparente: # MedicionesDocumento3 páginasFecha Referencia Orden Lámina Transparente: # MedicionesAngel LopezAún no hay calificaciones
- Libro 2Documento352 páginasLibro 2Adrian Edgar Machaca MachacaAún no hay calificaciones
- Lbt. 5Documento2 páginasLbt. 5Jonas Sanchez MorocoAún no hay calificaciones
- Tabla Norma e 060 - LosasDocumento6 páginasTabla Norma e 060 - Losasnohelia tatiana avila oscuvilcaAún no hay calificaciones
- Tabla Norma e 060 - LosasDocumento6 páginasTabla Norma e 060 - Losasnohelia tatiana avila oscuvilcaAún no hay calificaciones
- Tpo. Std. FormatoDocumento1 páginaTpo. Std. FormatoCristian GustavoAún no hay calificaciones
- Vibraciones laborales y efectos en la saludDocumento5 páginasVibraciones laborales y efectos en la saludCristian GustavoAún no hay calificaciones
- Dif. Entre Ruido y SonidoDocumento3 páginasDif. Entre Ruido y SonidoCristian GustavoAún no hay calificaciones
- Capas de La Piel y Factores TermicosDocumento1 páginaCapas de La Piel y Factores TermicosCristian GustavoAún no hay calificaciones
- Aspectos Fisicos de Las Vibraciones.Documento2 páginasAspectos Fisicos de Las Vibraciones.Cristian GustavoAún no hay calificaciones
- Ejercicio 2 - UiiDocumento5 páginasEjercicio 2 - UiiCristian GustavoAún no hay calificaciones
- Mapas ConceptualesDocumento11 páginasMapas ConceptualesCristian GustavoAún no hay calificaciones
- Ejercicio 16 X-RDocumento6 páginasEjercicio 16 X-RCristian GustavoAún no hay calificaciones
- Grafica PDocumento26 páginasGrafica PCristian GustavoAún no hay calificaciones
- INDIVIDUALESDocumento6 páginasINDIVIDUALESCristian GustavoAún no hay calificaciones
- Tarea Ejercicios 22 y 23Documento11 páginasTarea Ejercicios 22 y 23Cristian GustavoAún no hay calificaciones
- Ejemplos Equipo 1Documento23 páginasEjemplos Equipo 1Cristian GustavoAún no hay calificaciones
- Diseño Factorial Con Dos Factores SignificadoDocumento3 páginasDiseño Factorial Con Dos Factores SignificadoCristian GustavoAún no hay calificaciones
- Diseño Factorial Tres FactoresDocumento9 páginasDiseño Factorial Tres FactoresCristian GustavoAún no hay calificaciones
- Tarea Ejercicos 16, 17, 19, 22Documento24 páginasTarea Ejercicos 16, 17, 19, 22Cristian GustavoAún no hay calificaciones
- U5 Trabajo de Investigacion QUIMICADocumento16 páginasU5 Trabajo de Investigacion QUIMICACristian GustavoAún no hay calificaciones
- 7 Habitos de La Gente Altamente Eficaz - Taller de LiderazgoDocumento2 páginas7 Habitos de La Gente Altamente Eficaz - Taller de LiderazgoCristian GustavoAún no hay calificaciones
- Fuente de Voltaje (Mejia)Documento18 páginasFuente de Voltaje (Mejia)ofcc60Aún no hay calificaciones
- AUDIO-ENTREVISTA - Maria SalazarDocumento4 páginasAUDIO-ENTREVISTA - Maria SalazarSantiago ManchenoAún no hay calificaciones
- Tarea 4Documento2 páginasTarea 4anthony chuaAún no hay calificaciones
- Camper (Empresa) : Ir A La Navegación Ir A La BúsquedaDocumento6 páginasCamper (Empresa) : Ir A La Navegación Ir A La BúsquedaPiboAún no hay calificaciones
- Cómo Calcular Los Costos de Una Bodega de AlmacenamientoDocumento2 páginasCómo Calcular Los Costos de Una Bodega de AlmacenamientorudyzsAún no hay calificaciones
- Paradojas desde la perspectiva de Bertrand RussellDocumento2 páginasParadojas desde la perspectiva de Bertrand RussellPaloma FreudeAún no hay calificaciones
- CHÉRCOLES, A.docx EL EXAMEN DE CONCIENCIA, SÍNTESIS DE LOS EJERCICIOSDocumento4 páginasCHÉRCOLES, A.docx EL EXAMEN DE CONCIENCIA, SÍNTESIS DE LOS EJERCICIOSSebasti_n_Elvi_5722Aún no hay calificaciones
- Caracterizacion - de - La - Estructura - POLYLEPIS TARAPACANADocumento86 páginasCaracterizacion - de - La - Estructura - POLYLEPIS TARAPACANAmaria eliana portal mAún no hay calificaciones
- Creación del servicio de seguridad ciudadana en Mariscal CáceresDocumento18 páginasCreación del servicio de seguridad ciudadana en Mariscal Cáceresmanuel100Aún no hay calificaciones
- Nomina de Los IngenierosDocumento23 páginasNomina de Los IngenierosMbamali ChukwunenyeAún no hay calificaciones
- Texto Argumentativo Corto Proceso Politico ColombianoDocumento2 páginasTexto Argumentativo Corto Proceso Politico ColombianoGUSTAVO PORRAAAún no hay calificaciones
- Final ADocumento2 páginasFinal AJavier Alejandro Manrique CatalanAún no hay calificaciones
- Seres vivos y su clasificaciónDocumento5 páginasSeres vivos y su clasificaciónjuan carreñoAún no hay calificaciones
- PMESUT-sigau - UNAHDocumento6 páginasPMESUT-sigau - UNAHyelsinceroAún no hay calificaciones
- Lengua EstándarDocumento2 páginasLengua EstándarluliAún no hay calificaciones
- PDF 2, SEMANA 2 Informe CualitativoDocumento30 páginasPDF 2, SEMANA 2 Informe CualitativoBrenda Pérez BurtonAún no hay calificaciones
- Revista LGTBIQDocumento18 páginasRevista LGTBIQRolando BacaAún no hay calificaciones
- Formato de RiesgoDocumento11 páginasFormato de RiesgoJuan Carlos Huaman HuamaniAún no hay calificaciones
- 04 Psicologia Tri01 FG-1IC Identidad y Expresion CulturalDocumento1 página04 Psicologia Tri01 FG-1IC Identidad y Expresion Culturalmauraavila299Aún no hay calificaciones
- Guía de Actividades y Rúbrica de Evaluación - Unidad 2 - Tarea 2 - Álgebra SimbólicaDocumento19 páginasGuía de Actividades y Rúbrica de Evaluación - Unidad 2 - Tarea 2 - Álgebra SimbólicaDarleison VergelAún no hay calificaciones
- Oración Por ConflictosDocumento3 páginasOración Por ConflictosLoengrith RosalesAún no hay calificaciones
- EXPLICACIÓN SOBRE Las Ruinas CircularesDocumento4 páginasEXPLICACIÓN SOBRE Las Ruinas CircularesEmiliaGabrielaAún no hay calificaciones
- Utilidad de La Saliva Como Fluido DiagnósticoDocumento6 páginasUtilidad de La Saliva Como Fluido DiagnósticoPorras Zamudio LeninAún no hay calificaciones
- Teórico Metafísica 18 (Cragnolini)Documento23 páginasTeórico Metafísica 18 (Cragnolini)Lucas Lavitola100% (1)
- Tema 3 Investigacion ADCGDocumento16 páginasTema 3 Investigacion ADCGAmayrani De la CruzAún no hay calificaciones