También podría gustarte
- Interpretación de planos en la fabricación de tuberías. FMEC0108De EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Calificación: 1 de 5 estrellas1/5 (1)
- Conexiones ApernadasDocumento11 páginasConexiones ApernadasEdinson Robert Berru Davila0% (1)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210De EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Aún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3GDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3GAvelino Santiago86% (36)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Eficiencia de La Junta-AsmeDocumento5 páginasEficiencia de La Junta-AsmeEric CocioAún no hay calificaciones
- Calificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFDocumento16 páginasCalificación Paso A Paso Del Soldador D1.1 SMAW 3G PDFPeter PittmanAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Especificación de Procedimiento de Soldadura D1.1Documento12 páginasEspecificación de Procedimiento de Soldadura D1.1Luis ChangoluisaAún no hay calificaciones
- DMax SPA 1 General Information Student Ver3 ESPANOL 1.1 REVOK 01 Modo de CompatibilidadDocumento94 páginasDMax SPA 1 General Information Student Ver3 ESPANOL 1.1 REVOK 01 Modo de Compatibilidadjoanpabloc100% (3)
- API1104Documento45 páginasAPI1104javoidea696526Aún no hay calificaciones
- Troque de EspárragosDocumento1 páginaTroque de EspárragosIng Fer MiñónAún no hay calificaciones
- 3-Diccionario de CompetenciasDocumento33 páginas3-Diccionario de CompetenciasJorge TorresAún no hay calificaciones
- Inspección Visual de Soldaduras en Recipientes A PresiónDocumento70 páginasInspección Visual de Soldaduras en Recipientes A Presiónanon_837675228100% (1)
- Procedimiento Elementos de DesgasteDocumento18 páginasProcedimiento Elementos de DesgasteRaul Tomas Carvajal RozasAún no hay calificaciones
- Soldadura de FileteDocumento21 páginasSoldadura de FileteMoyReyesAún no hay calificaciones
- T1C (Solo Gas Propileno)Documento1 páginaT1C (Solo Gas Propileno)Carlos CruzAún no hay calificaciones
- Guía de Soldadura 2015 PDFDocumento16 páginasGuía de Soldadura 2015 PDFAlex MadueñoAún no hay calificaciones
- Anatomia y Fisiologia de La Placenta InfografiaDocumento1 páginaAnatomia y Fisiologia de La Placenta Infografiabeto medinaAún no hay calificaciones
- T A18t1Documento4 páginasT A18t1Leonardo Ramirez GuzmanAún no hay calificaciones
- Uniones Soldadas y PegadasDocumento16 páginasUniones Soldadas y PegadasMarcos NavarreteAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Instalaciones TerrestresDocumento4 páginasInstalaciones TerrestresLeonardo Ramirez Guzman100% (1)
- 1) Uniones Soldadas-ML323.2020-II. ABADocumento46 páginas1) Uniones Soldadas-ML323.2020-II. ABAYanina Suma CamalaAún no hay calificaciones
- Ejercicoos Tema 5 Tecnicas de HibridaciónDocumento8 páginasEjercicoos Tema 5 Tecnicas de HibridaciónLorena Fernandez CaicedoAún no hay calificaciones
- Fisiologia Del Equilibrio!!Documento8 páginasFisiologia Del Equilibrio!!Genesis ZambranoAún no hay calificaciones
- Detallado Del Acero de RefuerzoDocumento21 páginasDetallado Del Acero de RefuerzoMiguel J. Chanca HinostrozaAún no hay calificaciones
- ASTM A615 ModificadoDocumento12 páginasASTM A615 ModificadoBaz Fer DiegoAún no hay calificaciones
- Clase 4. Análisis Conductual AplicadoDocumento14 páginasClase 4. Análisis Conductual AplicadoAranza Molero noriegaAún no hay calificaciones
- Union de SoldaduraDocumento75 páginasUnion de SoldaduraEnrique Bustos100% (1)
- GRANULOMETRIADocumento15 páginasGRANULOMETRIAhefesiAún no hay calificaciones
- Áreas Netas y Bloque de CortanteDocumento12 páginasÁreas Netas y Bloque de CortanteMario Rodriguez TorresAún no hay calificaciones
- Prueba 8 Básico Relato de MisterioDocumento4 páginasPrueba 8 Básico Relato de MisterioRodrigo100% (1)
- Diseño Estructuras Doblados en FRio.Documento12 páginasDiseño Estructuras Doblados en FRio.Capacitacion TecnicaAún no hay calificaciones
- Aws D1.1 Seccion 2Documento5 páginasAws D1.1 Seccion 2Santiago Cuichán VelascoAún no hay calificaciones
- Calificacion Paso A Paso Del Soldador CoDocumento22 páginasCalificacion Paso A Paso Del Soldador Colinder briones paredesAún no hay calificaciones
- Concreto Armado Refuerzo LongitudinalDocumento3 páginasConcreto Armado Refuerzo Longitudinal88Gaby88100% (1)
- Capítulo 6 - Miembros A TensiónDocumento27 páginasCapítulo 6 - Miembros A TensiónDiego Ronaldo Leon SarmientoAún no hay calificaciones
- QW - 463 Orden de Corte: Figura 5.15 Probetas de Soldadura para Calificación de Procedimientos Típicas de ASMEDocumento50 páginasQW - 463 Orden de Corte: Figura 5.15 Probetas de Soldadura para Calificación de Procedimientos Típicas de ASMEJonathan OlavarriaAún no hay calificaciones
- Guiadeejerciciossoldadura 120725153853 Phpapp02 PDFDocumento8 páginasGuiadeejerciciossoldadura 120725153853 Phpapp02 PDFVictor Talaverano OchicuaAún no hay calificaciones
- Plantilla B Sica de Una Presentaci N Beamer en Espa Ol 1Documento13 páginasPlantilla B Sica de Una Presentaci N Beamer en Espa Ol 1Javier Solis TorresAún no hay calificaciones
- Nrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Documento5 páginasNrf-032-Pemex-2012 Desfogue Ac 150# RF T-A12t1Andre Villegas RomeroAún no hay calificaciones
- Diseño de Conexiones SoldadasDocumento45 páginasDiseño de Conexiones SoldadasMatias Ignacio Salazar LeivaAún no hay calificaciones
- Especificación de Procedimientos de Soldadura, WPS Según D1.1 AWS - 2010Documento122 páginasEspecificación de Procedimientos de Soldadura, WPS Según D1.1 AWS - 2010Eddie Palomino100% (1)
- E.mai 502 0204Documento13 páginasE.mai 502 0204RESIDENTE CALIDAD CAÑO SURAún no hay calificaciones
- 006 Capitulo D - Diseno de Miembros en TraccionDocumento5 páginas006 Capitulo D - Diseno de Miembros en TraccionEma Vidal Díaz AlcaldesaAún no hay calificaciones
- 04 Diseño de Conexiones SoldadasDocumento45 páginas04 Diseño de Conexiones SoldadasEnrique AlonsoAún no hay calificaciones
- Listados FARB Y MAIDAL 05Documento42 páginasListados FARB Y MAIDAL 05Mariano AcimutAún no hay calificaciones
- 2011-Conexiones EmpernadasDocumento68 páginas2011-Conexiones EmpernadasJohan EscuderoAún no hay calificaciones
- Metrados de EstribosDocumento20 páginasMetrados de EstriboscybertellAún no hay calificaciones
- InterpretacionCSI ResultadosDocumento15 páginasInterpretacionCSI ResultadosEnrique Jeordan Dominguez EstradaAún no hay calificaciones
- Tornillos de Alta Resistencia y SoldaduraDocumento8 páginasTornillos de Alta Resistencia y SoldaduraAni RiveroAún no hay calificaciones
- Barras de Acero Al Carbono Lisas y Corrugadas para RefuerzoDocumento24 páginasBarras de Acero Al Carbono Lisas y Corrugadas para RefuerzoCristian GarciaAún no hay calificaciones
- GTAWDocumento13 páginasGTAWFernando BAún no hay calificaciones
- Diseño de Miembros A TensionDocumento7 páginasDiseño de Miembros A TensionFredy Ronald Huaman CunyasAún no hay calificaciones
- 1618-1998A SoldaduraDocumento12 páginas1618-1998A SoldaduraJesus R. Romero ManzanillaAún no hay calificaciones
- Concreto 1Documento10 páginasConcreto 1Juan CamposAún no hay calificaciones
- Codigo Aws D1.1Documento11 páginasCodigo Aws D1.1Jan Pierre Paz Zuñiga100% (1)
- PDF Ganchos Estandar Empalmes - CompressDocumento23 páginasPDF Ganchos Estandar Empalmes - CompressJhonathan Perez ArevaloAún no hay calificaciones
- CALCULOSDocumento30 páginasCALCULOSReny RodriguezAún no hay calificaciones
- Uniones SoldadasDocumento22 páginasUniones SoldadasCésarPachoRodríguezAún no hay calificaciones
- Normas para Varillas de Refuerzo LongitudinalDocumento7 páginasNormas para Varillas de Refuerzo Longitudinalsppbryan100% (1)
- Diseño de La SoldaduraDocumento23 páginasDiseño de La SoldaduraErnesto QuispeAún no hay calificaciones
- Conexiones Por SoldaduraDocumento4 páginasConexiones Por SoldaduraGerardo MartinezAún no hay calificaciones
- Practica 3 y 4Documento24 páginasPractica 3 y 4Andres MoraAún no hay calificaciones
- Detector de bordes astuto: Revelando el arte de la percepción visualDe EverandDetector de bordes astuto: Revelando el arte de la percepción visualAún no hay calificaciones
- Examen Final 2021 - Ingeniería Legal - Revisión Del IntentoDocumento4 páginasExamen Final 2021 - Ingeniería Legal - Revisión Del IntentoJhonatan CZAún no hay calificaciones
- Tarea 1 H°p°Documento1 páginaTarea 1 H°p°Jhonatan CZAún no hay calificaciones
- PRIMER PARCIAL - Revisión Del IntentoDocumento4 páginasPRIMER PARCIAL - Revisión Del IntentoJhonatan CZAún no hay calificaciones
- GRUPO 5oficialDocumento5 páginasGRUPO 5oficialJhonatan CZAún no hay calificaciones
- Registro de ProyectosDocumento2 páginasRegistro de ProyectosJhonatan CZAún no hay calificaciones
- Solucion Primer Parcial 2-2020Documento6 páginasSolucion Primer Parcial 2-2020Jhonatan CZAún no hay calificaciones
- Primer Parcial 2.2021Documento103 páginasPrimer Parcial 2.2021Jhonatan CZAún no hay calificaciones
- Carreteras 2Documento1 páginaCarreteras 2Jhonatan CZAún no hay calificaciones
- Hormigon PresforzadoDocumento6 páginasHormigon PresforzadoJhonatan CZAún no hay calificaciones
- Horarios 2021Documento20 páginasHorarios 2021Jhonatan CZAún no hay calificaciones
- Norma BolivianaDocumento4 páginasNorma BolivianaJhonatan CZAún no hay calificaciones
- Práctica de Estructuras Metálicas CIV 245Documento2 páginasPráctica de Estructuras Metálicas CIV 245Jhonatan CZAún no hay calificaciones
- Sol PracticantesDocumento1 páginaSol PracticantesJhonatan CZAún no hay calificaciones
- Tarea 1 H°p°Documento1 páginaTarea 1 H°p°Jhonatan CZAún no hay calificaciones
- TAJ MAHAL MaterialesDocumento6 páginasTAJ MAHAL MaterialesJhonatan CZAún no hay calificaciones
- Pasos para Actualizar El Android A IcsDocumento2 páginasPasos para Actualizar El Android A IcsJhonatan CZAún no hay calificaciones
- 1Documento6 páginas1Aníbal Emmanuel Zumaya GámezAún no hay calificaciones
- Sesión 06 - Orientación Individual No DirectivaDocumento12 páginasSesión 06 - Orientación Individual No DirectivaDEYSI IVONE VIDAL PONCEAún no hay calificaciones
- Naomi BelisarioDocumento1 páginaNaomi BelisarioisabelaAún no hay calificaciones
- CAP 5 PREUCEL - Estructuralismo y Arqueología Procesual PDFDocumento13 páginasCAP 5 PREUCEL - Estructuralismo y Arqueología Procesual PDFPablo FloresAún no hay calificaciones
- Aceptacion y Continuacion Del ClienteDocumento13 páginasAceptacion y Continuacion Del ClientejuliebrathAún no hay calificaciones
- Areas de La PsicomotricidadDocumento1 páginaAreas de La PsicomotricidadAixa MarinAún no hay calificaciones
- Silabo Comunicación II (08dic.2922) Rtdo - Aai PNP Aqp.Documento135 páginasSilabo Comunicación II (08dic.2922) Rtdo - Aai PNP Aqp.buscando justiciaAún no hay calificaciones
- Capitulo 4Documento43 páginasCapitulo 4eugenio silverio100% (1)
- Categorías y Formas VerbalesDocumento4 páginasCategorías y Formas VerbalesAngie CuellarAún no hay calificaciones
- TeoríaDocumento3 páginasTeoríaCarlos Alberto García GamaAún no hay calificaciones
- Práctica Forense Civil y Mercantil: Unidad 3. Juicios OralesDocumento3 páginasPráctica Forense Civil y Mercantil: Unidad 3. Juicios OralesSandra Perez GarciaAún no hay calificaciones
- Salarios en CiberseguridadDocumento5 páginasSalarios en Ciberseguridadioritz.245Aún no hay calificaciones
- Signos Vitales Del CaballoDocumento4 páginasSignos Vitales Del CaballovalAún no hay calificaciones
- PLAN DE TRABAJO SEMANA 14 (22 Al 26 de Noviembre de 2021) CUARTO GRADODocumento3 páginasPLAN DE TRABAJO SEMANA 14 (22 Al 26 de Noviembre de 2021) CUARTO GRADOCitlalitl LunaAún no hay calificaciones
- FI NanoX 131222 EE PDFDocumento9 páginasFI NanoX 131222 EE PDFYael Andrade100% (1)
- Cuadro ComparativoDocumento2 páginasCuadro ComparativoGustavo RodríguezAún no hay calificaciones
- Metodología Universitaria ExposicionDocumento42 páginasMetodología Universitaria ExposicionJenifer Huamán PinedaAún no hay calificaciones
- Plan Matematicas 3 Er GradoDocumento22 páginasPlan Matematicas 3 Er GradolbalderaAún no hay calificaciones
- Explicacion TemaDocumento5 páginasExplicacion TemaLuis FernandoAún no hay calificaciones
- 01 Reglamento de Ceremonial y ProtocoloDocumento143 páginas01 Reglamento de Ceremonial y ProtocoloJoana Eremian100% (4)
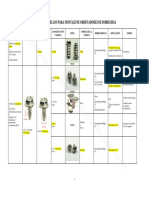
- Tipos de Tornillos para Montaje de OrdenadoresDocumento4 páginasTipos de Tornillos para Montaje de OrdenadoresPablo CesarioAún no hay calificaciones