También podría gustarte
- DISEÑO DE UNA MÁQUINA ARENADORA Trabajo Final Diseño IDocumento29 páginasDISEÑO DE UNA MÁQUINA ARENADORA Trabajo Final Diseño IAJ Almanza HAún no hay calificaciones
- Trabajo en Frio Del MetalDocumento2 páginasTrabajo en Frio Del MetalSergioBueno96Aún no hay calificaciones
- Presentación y Sesión 1 de RRHH 2021Documento27 páginasPresentación y Sesión 1 de RRHH 2021Harrt Chipa SotoAún no hay calificaciones
- Sesión 8 Clima LaboralDocumento39 páginasSesión 8 Clima LaboralHarrt Chipa Soto100% (1)
- Semana 8 LaMezclaDelMarketingDocumento39 páginasSemana 8 LaMezclaDelMarketingHarrt Chipa SotoAún no hay calificaciones
- Semana 16 - Investigación - Cualitativa.y.cuantitativaDocumento28 páginasSemana 16 - Investigación - Cualitativa.y.cuantitativaHarrt Chipa SotoAún no hay calificaciones
- Semana 11Documento16 páginasSemana 11Harrt Chipa SotoAún no hay calificaciones
- EXAMEN FINAL DE LIDERAZGO ViceDocumento5 páginasEXAMEN FINAL DE LIDERAZGO ViceHarrt Chipa SotoAún no hay calificaciones
- Diagrama de Flujo-TextilDocumento3 páginasDiagrama de Flujo-TextilHarrt Chipa SotoAún no hay calificaciones
- Semana 8 Importancia de ConflictosDocumento33 páginasSemana 8 Importancia de ConflictosHarrt Chipa SotoAún no hay calificaciones
- Semana 12 EstrésDocumento18 páginasSemana 12 EstrésHarrt Chipa SotoAún no hay calificaciones
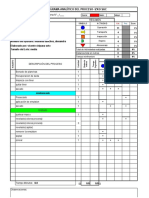
- DAP Analítico Formato IZKODocumento4 páginasDAP Analítico Formato IZKOHarrt Chipa SotoAún no hay calificaciones
- Fábrica de GalletasDocumento2 páginasFábrica de GalletasHarrt Chipa SotoAún no hay calificaciones
- Balanceo de LineaDocumento28 páginasBalanceo de LineaHarrt Chipa SotoAún no hay calificaciones
- STANDARDocumento220 páginasSTANDARHarrt Chipa SotoAún no hay calificaciones
- AccesoriosDocumento1 páginaAccesoriosHarrt Chipa SotoAún no hay calificaciones
- Ejercicios IzkoDocumento2 páginasEjercicios IzkoHarrt Chipa SotoAún no hay calificaciones
- Sistemas de Ec No Lineales - UCSS 2020 - 1Documento13 páginasSistemas de Ec No Lineales - UCSS 2020 - 1Harrt Chipa SotoAún no hay calificaciones
- Trabajo de Recursos Humanos 2021Documento6 páginasTrabajo de Recursos Humanos 2021Harrt Chipa SotoAún no hay calificaciones
- Tipos y Causas de Fallas en Pavimentos Flexibles - Informe - PrototipoDocumento16 páginasTipos y Causas de Fallas en Pavimentos Flexibles - Informe - PrototipoAnthony Sebastian Rodriguez SotoAún no hay calificaciones
- Seleccion de Materiales y Analisis Estructural de Una Aeronave de Ala Rotatoria No Tripulada Como Plataforma IndustrialDocumento14 páginasSeleccion de Materiales y Analisis Estructural de Una Aeronave de Ala Rotatoria No Tripulada Como Plataforma IndustrialJuan CastroAún no hay calificaciones
- Informe Practica de Laboratorio-FinalDocumento19 páginasInforme Practica de Laboratorio-FinalRodrigo Valdivia HAún no hay calificaciones
- Criterios para Selección de VálvulasDocumento14 páginasCriterios para Selección de VálvulasWilson TORO GARCIAAún no hay calificaciones
- Cap 1 Dieter TraducidoDocumento11 páginasCap 1 Dieter TraducidoDavid MAún no hay calificaciones
- Suelo CementoDocumento22 páginasSuelo Cementoojomontenenegro100% (1)
- Revista AMIVTAC Protocolo AMAAC PDFDocumento36 páginasRevista AMIVTAC Protocolo AMAAC PDFdeehesse100% (1)
- Glosario de Términos en Ciencia de MaterialesDocumento34 páginasGlosario de Términos en Ciencia de MaterialesStephen JimboAún no hay calificaciones
- Conceptos de Ensayos DestructivosDocumento20 páginasConceptos de Ensayos DestructivosRenzon RmzAún no hay calificaciones
- Obras VialesDocumento20 páginasObras VialesestebanAún no hay calificaciones
- Problemas Frecuentes Máquinas EléctricasDocumento6 páginasProblemas Frecuentes Máquinas EléctricasAyoze LuisAún no hay calificaciones
- Test 3Documento4 páginasTest 3Christian Quispe DiazAún no hay calificaciones
- Factores Que Definen El DesgasteDocumento17 páginasFactores Que Definen El DesgastejuniorAún no hay calificaciones
- Mezclas Asfalticas Clase 1Documento38 páginasMezclas Asfalticas Clase 1Johan Erick Quiñones HospinaAún no hay calificaciones
- 43 - Diseño Del Programa de Mantenimiento de Un AvionDocumento19 páginas43 - Diseño Del Programa de Mantenimiento de Un AvionRicky Ramirez100% (1)
- Escala de Abolladura y Evaluación de La Vida RemanenteDocumento5 páginasEscala de Abolladura y Evaluación de La Vida RemanenteMARTA BRANKAún no hay calificaciones
- Universidad Mayor de San Andres Facultad de Tecnologia Mecánica IndustrialDocumento21 páginasUniversidad Mayor de San Andres Facultad de Tecnologia Mecánica Industrialdaniel calderonAún no hay calificaciones
- Fallas Prematuras en CojinetesDocumento6 páginasFallas Prematuras en CojinetesJuan MeroAún no hay calificaciones
- 12ava Sesion Discontinuidades y Defectos en SoldaduraDocumento80 páginas12ava Sesion Discontinuidades y Defectos en SoldaduraCristell Ramos100% (2)
- Informe Perno FatigaDocumento8 páginasInforme Perno FatigaAndrea GuerraAún no hay calificaciones
- Barras de BombeoDocumento67 páginasBarras de Bombeofernando gallasAún no hay calificaciones
- 15T00656 PDFDocumento150 páginas15T00656 PDFAnonymous r8bGqG6Aún no hay calificaciones
- TESIS Implantacion de Analisis de Aceite en Motor Ciclo DieselDocumento164 páginasTESIS Implantacion de Analisis de Aceite en Motor Ciclo DieselJorge AndresAún no hay calificaciones
- Taller Doc DaironDocumento6 páginasTaller Doc DaironAngela Yaritza AGUILAR CONTRERASAún no hay calificaciones
- Sylabus Curso Elementos de Maq PDFDocumento4 páginasSylabus Curso Elementos de Maq PDFAlcohualloAún no hay calificaciones
- Frenos CamionDocumento48 páginasFrenos Camionjtfjtf100% (3)
- Instrumentos de Medición en Procesos MetalúrgicosDocumento11 páginasInstrumentos de Medición en Procesos MetalúrgicosRicky Jean PierreAún no hay calificaciones
- Api 570Documento113 páginasApi 570scofiel1100% (2)