También podría gustarte
- Tornillos 1 10 Dm2Documento13 páginasTornillos 1 10 Dm2Miguel Antonio Bula Picón95% (20)
- Límite de Proporcionalidad, Elastica y Zona ElasticaDocumento2 páginasLímite de Proporcionalidad, Elastica y Zona ElasticaTania Marisol100% (2)
- TemarioDocumento1 páginaTemarioBrayan BarriosAún no hay calificaciones
- Errores en los métodos numéricosDocumento7 páginasErrores en los métodos numéricosBrayan BarriosAún no hay calificaciones
- IEEE754 32bitsDocumento3 páginasIEEE754 32bitsBrayan BarriosAún no hay calificaciones
- Examen de Suficiencia en Portugués Audio 1Documento3 páginasExamen de Suficiencia en Portugués Audio 1Brayan BarriosAún no hay calificaciones
- La norma IEEE 754: formatos y representación de números de punto flotanteDocumento19 páginasLa norma IEEE 754: formatos y representación de números de punto flotanteBrayan BarriosAún no hay calificaciones
- ISO 14001:2015 CURSO INTERPRETACIÓNDocumento5 páginasISO 14001:2015 CURSO INTERPRETACIÓNBrayan BarriosAún no hay calificaciones
- Taller Norma ISO 14001Documento5 páginasTaller Norma ISO 14001Brayan BarriosAún no hay calificaciones
- Diseño de PruebasDocumento21 páginasDiseño de PruebasBrayan BarriosAún no hay calificaciones
- Lincuna - Manifiestos Subida Lima - HuachoDocumento6 páginasLincuna - Manifiestos Subida Lima - HuachoBrayan BarriosAún no hay calificaciones
- Test Galvanoplastia y SputteringDocumento1 páginaTest Galvanoplastia y SputteringBrayan BarriosAún no hay calificaciones
- TemarioDocumento1 páginaTemarioBrayan BarriosAún no hay calificaciones
- MT Identificación de Peligros y Riesgos - TallerDocumento2 páginasMT Identificación de Peligros y Riesgos - TallerBrayan BarriosAún no hay calificaciones
- Tercera Tarea de Metalurgia Fisica-Barrios Soto BryaanDocumento12 páginasTercera Tarea de Metalurgia Fisica-Barrios Soto BryaanBrayan BarriosAún no hay calificaciones
- Planta MÑ 2019 - OctubreDocumento22 páginasPlanta MÑ 2019 - OctubreBrayan BarriosAún no hay calificaciones
- Tarea 2-AlmacenesDocumento4 páginasTarea 2-AlmacenesBrayan BarriosAún no hay calificaciones
- Presentación 1Documento1 páginaPresentación 1Brayan BarriosAún no hay calificaciones
- Examen Final Gestion Ambiental 2021-IDocumento2 páginasExamen Final Gestion Ambiental 2021-IBrayan Barrios0% (1)
- Solid Riser Analisis 5taDocumento5 páginasSolid Riser Analisis 5taBrayan BarriosAún no hay calificaciones
- Test de Corrosion Quimica-Barrios Soto BrayanDocumento3 páginasTest de Corrosion Quimica-Barrios Soto BrayanBrayan BarriosAún no hay calificaciones
- Sistema de AlimentacionDocumento203 páginasSistema de AlimentacionJazmínAR100% (1)
- Barrios Soto Brayan - Test Galvanoplastia y SputteringDocumento4 páginasBarrios Soto Brayan - Test Galvanoplastia y SputteringBrayan BarriosAún no hay calificaciones
- Barrios Soto - Prueba Entrada de CorrosionDocumento4 páginasBarrios Soto - Prueba Entrada de CorrosionBrayan BarriosAún no hay calificaciones
- Sistema de AlimentacionDocumento203 páginasSistema de AlimentacionJazmínAR100% (1)
- Beca de PermanenciaDocumento1 páginaBeca de PermanenciaBrayan BarriosAún no hay calificaciones
- Mallas1 1Documento13 páginasMallas1 1Brayan BarriosAún no hay calificaciones
- Solujcionario de SoliDocumento2 páginasSolujcionario de SoliBrayan BarriosAún no hay calificaciones
- Informe 2 Proce Sin IndiceDocumento13 páginasInforme 2 Proce Sin IndiceBrayan BarriosAún no hay calificaciones
- Diagrama Cr-S-O: Análisis de equilibriosDocumento10 páginasDiagrama Cr-S-O: Análisis de equilibriosBrayan BarriosAún no hay calificaciones
- Quinta PC TermoDocumento9 páginasQuinta PC TermoBrayan BarriosAún no hay calificaciones
- Central Termica Enrique GarciaDocumento20 páginasCentral Termica Enrique GarciaJuaniito PradoAún no hay calificaciones
- Flotacion FinalDocumento29 páginasFlotacion Finalana rosaAún no hay calificaciones
- Sciu-164 - Tarea - U001 CSCMDocumento3 páginasSciu-164 - Tarea - U001 CSCMCristofher Cruz Mendoza0% (2)
- ForjaDocumento36 páginasForjaMarco Trujillo ÜAún no hay calificaciones
- Unidad-3 Peluqueria n21Documento33 páginasUnidad-3 Peluqueria n21Christian Luna Espirilla100% (2)
- Nociones Básicas Del Lenguaje PlásticoDocumento11 páginasNociones Básicas Del Lenguaje Plásticojimena CadimaAún no hay calificaciones
- Portafolio de Estática 2Documento56 páginasPortafolio de Estática 2LukeAún no hay calificaciones
- Planta Paez - Sintesis de Mejoras PotencialesDocumento12 páginasPlanta Paez - Sintesis de Mejoras Potencialesurachiche100% (1)
- 5.-Ensayo Tipos y Niveles de Investigación.Documento2 páginas5.-Ensayo Tipos y Niveles de Investigación.Jessy Jimenez0% (1)
- Ficha Black Theater WebDocumento2 páginasFicha Black Theater WebHenry ValenciaAún no hay calificaciones
- CUESTIONARIODocumento4 páginasCUESTIONARIOJherssy100% (1)
- Filtros KurodaDocumento9 páginasFiltros KurodaHugo QuispeAún no hay calificaciones
- C Lculo TrabajoDocumento16 páginasC Lculo TrabajoCAMILA ARACELY OBANDO NAILAún no hay calificaciones
- Norma E030Documento37 páginasNorma E030Anonymous mlmnk1M100% (2)
- Guía Didáctica 5Documento16 páginasGuía Didáctica 5Johan Steven Quintero CardenasAún no hay calificaciones
- Ensayo de Fluencia LentaDocumento3 páginasEnsayo de Fluencia LentaGonzalo Peñafiel CondoriAún no hay calificaciones
- Protocolo IluminacionDocumento58 páginasProtocolo IluminacionNat StaAún no hay calificaciones
- Doblado de ChapaDocumento24 páginasDoblado de Chapaggs1991_g100% (1)
- Ensayo Energias RenovablesDocumento3 páginasEnsayo Energias RenovablesGeraldine Toro VanegasAún no hay calificaciones
- Manual Usuario RW 13 - 16 AE PDFDocumento15 páginasManual Usuario RW 13 - 16 AE PDFchequetinAún no hay calificaciones
- Diseño estructural de escuela secundariaDocumento44 páginasDiseño estructural de escuela secundariaArq Yahaira Chavez NajarroAún no hay calificaciones
- Soljun 13Documento9 páginasSoljun 13Hipatia Refuerzo Escolar E IdiomasAún no hay calificaciones
- Clasificación de Seguridad EléctricaDocumento2 páginasClasificación de Seguridad EléctricaEric Medina PortilloAún no hay calificaciones
- Tema Conversiones.Documento7 páginasTema Conversiones.Alice MenardiAún no hay calificaciones
- Evaluacion Del Comportamiento Del ConcrDocumento34 páginasEvaluacion Del Comportamiento Del ConcrMoises AriasAún no hay calificaciones
- Losas Macizas Armadas en Una DireccionDocumento13 páginasLosas Macizas Armadas en Una DireccionRuben Miranda100% (1)
- Serie 2Documento7 páginasSerie 2Ann Cárdenas0% (1)
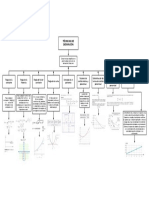
- Flujograma DerivadasDocumento1 páginaFlujograma DerivadasJorge Eliecer Acevedo PinedaAún no hay calificaciones