También podría gustarte
- Conceptos y Reglas de Lean Manufacturing (2da Ed) - Villaseñor Alberto, Galindo Edber PDFDocumento304 páginasConceptos y Reglas de Lean Manufacturing (2da Ed) - Villaseñor Alberto, Galindo Edber PDFLeslieVegaBorda83% (6)
- CONTRATO DE PRÉSTAMO Con Interes y Garantia PrendariaDocumento4 páginasCONTRATO DE PRÉSTAMO Con Interes y Garantia Prendariabanano40100% (36)
- Proyecto Final FinanzasDocumento9 páginasProyecto Final Finanzascatalina carmona100% (4)
- 2 Cimentaciones Sujetas A Máquinas de ImpactoDocumento4 páginas2 Cimentaciones Sujetas A Máquinas de ImpactoSegundo Romelio Coronel GavidiaAún no hay calificaciones
- Placa Base Momento GrandeDocumento5 páginasPlaca Base Momento GrandeMANUELAún no hay calificaciones
- Ejercicios sobre elasticidad y resistencia de materialesDe EverandEjercicios sobre elasticidad y resistencia de materialesAún no hay calificaciones
- Metalurgia de La SoldaduraDocumento140 páginasMetalurgia de La SoldaduraMario SanchoAún no hay calificaciones
- Metalurgia de La SoldaduraDocumento140 páginasMetalurgia de La SoldaduraMario SanchoAún no hay calificaciones
- DERECHO TRIBUTARIO II. Resumen de ClasesDocumento33 páginasDERECHO TRIBUTARIO II. Resumen de ClasespeterAún no hay calificaciones
- 0 Torsion 1 - TeoriaDocumento12 páginas0 Torsion 1 - Teoriaedwin154Aún no hay calificaciones
- Fuerza Motriz Cap IiDocumento34 páginasFuerza Motriz Cap IiErick Alegría AcevedoAún no hay calificaciones
- Practica de Caja ChicaDocumento9 páginasPractica de Caja ChicaLuiscarlos Miguel100% (2)
- Soldadura Fcaw1Documento100 páginasSoldadura Fcaw1Mario Sancho100% (1)
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFDocumento3 páginas4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraAún no hay calificaciones
- Tarea 1, 2 y 3Documento10 páginasTarea 1, 2 y 3Brens MartinezAún no hay calificaciones
- Resumen Tema 2 Introducción Al Conformado de Chapa PFADocumento6 páginasResumen Tema 2 Introducción Al Conformado de Chapa PFALorena CalventeAún no hay calificaciones
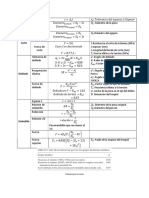
- Formulario Procesos de ManufacturaDocumento2 páginasFormulario Procesos de ManufacturaFredy Astete ArticaAún no hay calificaciones
- 3ra Práctica Calificada de Procesos de Fabricaacion 20201 PDFDocumento3 páginas3ra Práctica Calificada de Procesos de Fabricaacion 20201 PDFCristian Daniel Coral SánchezAún no hay calificaciones
- Formulario P2Documento2 páginasFormulario P2valeria laraAún no hay calificaciones
- Analisis de Fuerza en Engranajes RectosDocumento16 páginasAnalisis de Fuerza en Engranajes RectosJackelyn Casaverde LazaroAún no hay calificaciones
- Trefilado Ejercicio ConsignaDocumento1 páginaTrefilado Ejercicio ConsignaEmanuel MedinaAún no hay calificaciones
- 1PC20202TPMDocumento3 páginas1PC20202TPMGiane Katherine Paulino FierroAún no hay calificaciones
- Trabajo Laminado PDFDocumento15 páginasTrabajo Laminado PDFLukeRoys11msAún no hay calificaciones
- Informe De, Laminado y TrefiladoDocumento17 páginasInforme De, Laminado y TrefiladojcarlooAún no hay calificaciones
- Informe Deformacion PlasticaDocumento43 páginasInforme Deformacion PlasticaElizabethAún no hay calificaciones
- DI1021 Formulario Ykss MecanizadoDocumento8 páginasDI1021 Formulario Ykss MecanizadoLeslie Arleen Petrona JohnsonAún no hay calificaciones
- Tema B Ex Parcial IN179 2020 2 DesarrolloDocumento5 páginasTema B Ex Parcial IN179 2020 2 DesarrolloJuanDiegoLópezAlvaradoAún no hay calificaciones
- Formula RioDocumento8 páginasFormula RioSergio Manuel Muñoz OlivaAún no hay calificaciones
- FORMULARIODocumento8 páginasFORMULARIOSergio Manuel Muñoz OlivaAún no hay calificaciones
- Formulario y Problemas de Forjado, Extrusión y Laminado 2021Documento11 páginasFormulario y Problemas de Forjado, Extrusión y Laminado 2021JUAN JES�S RAM�REZ GUERREROAún no hay calificaciones
- IE 201 05 TorsiónDocumento40 páginasIE 201 05 TorsiónJorge PolancoAún no hay calificaciones
- EMBUTIDODocumento31 páginasEMBUTIDOWilson OrlandoAún no hay calificaciones
- 3 Nomenclatura y FormulasDocumento3 páginas3 Nomenclatura y FormulasBenjamin OsccoAún no hay calificaciones
- Ejercicios Del Enlace de FluidosDocumento5 páginasEjercicios Del Enlace de FluidosJennifer Carol Diaz Vizcarra100% (1)
- Conformado Por DeformaciónDocumento14 páginasConformado Por DeformaciónRussell Alba SoriaAún no hay calificaciones
- Vademecum FórmulasDocumento26 páginasVademecum FórmulasANTHONY S.A.Aún no hay calificaciones
- Sanga Cuaderno 2.2Documento9 páginasSanga Cuaderno 2.2John AntonyAún no hay calificaciones
- Tabla de Formulas MDSDDocumento2 páginasTabla de Formulas MDSDLuis Felipe Alberti PeñaAún no hay calificaciones
- Analisis de EsfuerzosDocumento51 páginasAnalisis de EsfuerzosDanahi MartinezAún no hay calificaciones
- Transito Aparato Que Mide Ángulos Verticales y HorizontalesDocumento3 páginasTransito Aparato Que Mide Ángulos Verticales y HorizontalesMaría JoséAún no hay calificaciones
- Plantillas EstructuralesDocumento522 páginasPlantillas EstructuralesCarlos Jose SantiagoAún no hay calificaciones
- TorsiónDocumento23 páginasTorsiónjesus rochinAún no hay calificaciones
- Tipos de RugosidadesDocumento2 páginasTipos de RugosidadesmoisesAún no hay calificaciones
- Embraguez y FrenosDocumento104 páginasEmbraguez y FrenosJavier TrespalaciosAún no hay calificaciones
- Resistencia - Teoria.04.parte IDocumento25 páginasResistencia - Teoria.04.parte ICesar Lopez NolascoAún no hay calificaciones
- Apuntes de Clase 2 Carga TorsionalDocumento7 páginasApuntes de Clase 2 Carga TorsionalDaniel Jaimes OrtizAún no hay calificaciones
- 3er Parcial PM3 I2023Documento26 páginas3er Parcial PM3 I2023GANSTEARAún no hay calificaciones
- Ipiales Italo - Momento - Polar - InerciaDocumento5 páginasIpiales Italo - Momento - Polar - InerciaedissonAún no hay calificaciones
- Ensayo de TraccionDocumento29 páginasEnsayo de TraccionAndrea GuissepeAún no hay calificaciones
- Resistencia Teoria 04 04Documento9 páginasResistencia Teoria 04 04Luis Alberto CurasiAún no hay calificaciones
- 00 Torneado 1 - RESUELTO y Tarea - LaboratorioDocumento3 páginas00 Torneado 1 - RESUELTO y Tarea - LaboratorioKENDRICK PALMA SOLORZANOAún no hay calificaciones
- Labo 5 Laminado y TrefiladoDocumento20 páginasLabo 5 Laminado y TrefiladoGino CastroAún no hay calificaciones
- Marco TeDocumento8 páginasMarco TeJames Adriano Fernández GonzalesAún no hay calificaciones
- DiseñoII - Unidad5-Frenos y EmbraguesDocumento56 páginasDiseñoII - Unidad5-Frenos y EmbraguesDaniel Fernando Godoy JimenezAún no hay calificaciones
- Cap-1-Conceptos y FatigaDocumento59 páginasCap-1-Conceptos y FatigaRodrigo ValdezAún no hay calificaciones
- Tarea 01 - Semana 02 - Nociones Basicas de ElasticidadDocumento18 páginasTarea 01 - Semana 02 - Nociones Basicas de ElasticidadrafaelAún no hay calificaciones
- Torsion BackupDocumento23 páginasTorsion BackupJoakin De JesusAún no hay calificaciones
- Diseño Brida Acople RigidoDocumento5 páginasDiseño Brida Acople Rigidoluis960110100% (1)
- Diseño Brida Acople RigidoDocumento5 páginasDiseño Brida Acople RigidoMiguel Angel Garcia100% (1)
- 01guia Lab 1 MedicionesDocumento8 páginas01guia Lab 1 MedicionesEmanuel RodasAún no hay calificaciones
- 9C-26. La Tira Del Problema 9C-24 Se Lamina en Frío y Se Recuece A Un Calibre deDocumento19 páginas9C-26. La Tira Del Problema 9C-24 Se Lamina en Frío y Se Recuece A Un Calibre deCatalina Diazgranados BaenaAún no hay calificaciones
- Caso de Aplicacion - Diseño de Eje Por Carga Estatica y FatigaDocumento11 páginasCaso de Aplicacion - Diseño de Eje Por Carga Estatica y FatigaLuis Rolandy Medrano AuccacusiAún no hay calificaciones
- Guia Laboratorio 1 MedicionesDocumento8 páginasGuia Laboratorio 1 MedicionesMia RoyAún no hay calificaciones
- Laminacion de ChapasDocumento6 páginasLaminacion de ChapasJhuan Uchasara SihuayroAún no hay calificaciones
- Torsion en EjeDocumento36 páginasTorsion en EjeJosue Romero FAún no hay calificaciones
- COL MEDI Cx1Documento3 páginasCOL MEDI Cx1ALEXIS JEFFERSON ROCCA OCROSPOMAAún no hay calificaciones
- 07 Flujo de Energia y CalorDocumento35 páginas07 Flujo de Energia y CalorMario SanchoAún no hay calificaciones
- Fuerza Motriz Cap IDocumento44 páginasFuerza Motriz Cap IErick Alegría AcevedoAún no hay calificaciones
- Universidad Nacional de Ingeniería Facultad de Ingeniería Mecánica Departamento Académico de Ingeniería AplicadaDocumento4 páginasUniversidad Nacional de Ingeniería Facultad de Ingeniería Mecánica Departamento Académico de Ingeniería AplicadaBrandon Rengifo ReynagaAún no hay calificaciones
- 03 Plantas Térmicas A Gas IDocumento91 páginas03 Plantas Térmicas A Gas IMario SanchoAún no hay calificaciones
- Anexo N°02 Documento Clima y MeteorologíaDocumento10 páginasAnexo N°02 Documento Clima y MeteorologíaMario SanchoAún no hay calificaciones
- 05 Plantas Ciclo Comb. Con Cogeneracion AcreditacionDocumento53 páginas05 Plantas Ciclo Comb. Con Cogeneracion AcreditacionMario SanchoAún no hay calificaciones
- SeminarioDocumento3 páginasSeminarioMario SanchoAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento142 páginasSoldadura OxiacetilenicaMario SanchoAún no hay calificaciones
- Ex - Final Medio Ambiente 21-2Documento3 páginasEx - Final Medio Ambiente 21-2Mario SanchoAún no hay calificaciones
- Test FCAWDocumento14 páginasTest FCAWMario SanchoAún no hay calificaciones
- Examen SustotutorioDocumento1 páginaExamen SustotutorioMario SanchoAún no hay calificaciones
- Soldadura ResumenDocumento29 páginasSoldadura ResumenMario SanchoAún no hay calificaciones
- 1.5 Metodos de RefrigeraciónDocumento11 páginas1.5 Metodos de Refrigeraciónlides fernandez saldivarAún no hay calificaciones
- 1.1 DefinicionesDocumento8 páginas1.1 DefinicionesMario SanchoAún no hay calificaciones
- Análisis de Un Accidente de SoldaduraDocumento7 páginasAnálisis de Un Accidente de SoldaduraMario SanchoAún no hay calificaciones
- Monografía-GRUPO 5-Aire Acondicionado - KEVIN SAC GUERRA MARCELODocumento27 páginasMonografía-GRUPO 5-Aire Acondicionado - KEVIN SAC GUERRA MARCELOMarcio BautistaAún no hay calificaciones
- Semana 4 - Gmaw IiiDocumento141 páginasSemana 4 - Gmaw IiiMario SanchoAún no hay calificaciones
- CuestionarioDocumento3 páginasCuestionarioMario SanchoAún no hay calificaciones
- IpercDocumento55 páginasIpercMario SanchoAún no hay calificaciones
- Capítulo 5 - Termodinámica - Parte 2 - 2021-1 - V1Documento12 páginasCapítulo 5 - Termodinámica - Parte 2 - 2021-1 - V1Mario SanchoAún no hay calificaciones
- Capítulo 5 Termodinámica Parte 4 2021-1Documento22 páginasCapítulo 5 Termodinámica Parte 4 2021-1pool barreraAún no hay calificaciones
- Ejercicios DesarrolladosDocumento10 páginasEjercicios DesarrolladosMario SanchoAún no hay calificaciones
- Semana 5 GtawDocumento142 páginasSemana 5 GtawMario SanchoAún no hay calificaciones
- Capítulo 2 - Oscilaciones - Parte 2 - 2021-1 - 1.0Documento13 páginasCapítulo 2 - Oscilaciones - Parte 2 - 2021-1 - 1.0Mario SanchoAún no hay calificaciones
- Capítulo 2 - Oscilaciones - Parte 1 - 2021-1 - 1.0Documento15 páginasCapítulo 2 - Oscilaciones - Parte 1 - 2021-1 - 1.0Mario SanchoAún no hay calificaciones
- Laboratorio 3 Fuentes de PoderDocumento5 páginasLaboratorio 3 Fuentes de PoderMario SanchoAún no hay calificaciones
- Actividad 6 Matriz DOFADocumento9 páginasActividad 6 Matriz DOFADiego CardozoAún no hay calificaciones
- Diseño de Las Operaciones de ServicioDocumento10 páginasDiseño de Las Operaciones de ServicioLuis PasqualiAún no hay calificaciones
- Taller Electricidad y Energía Eléctrica para Realizar en CasaDocumento1 páginaTaller Electricidad y Energía Eléctrica para Realizar en CasafelipeAún no hay calificaciones
- S3 PDFDocumento7 páginasS3 PDFJorge Emil JorgeAún no hay calificaciones
- Eje 03 - El Mapa de Procesos Como Elemento Fundamental para Una Empresa Que Desea Adaptarse Rápidamente A Los Cambios Que Propone Su Entorno.Documento7 páginasEje 03 - El Mapa de Procesos Como Elemento Fundamental para Una Empresa Que Desea Adaptarse Rápidamente A Los Cambios Que Propone Su Entorno.Johanna Poveda FigueredoAún no hay calificaciones
- Plan Operativo Multianual 2021 2025Documento7 páginasPlan Operativo Multianual 2021 2025Ferrán CalderaAún no hay calificaciones
- Libranzas, Requisitos y Descuentos PDFDocumento15 páginasLibranzas, Requisitos y Descuentos PDFjoxe zapataAún no hay calificaciones
- Lo Prado Felipe ValenzuelaDocumento1 páginaLo Prado Felipe ValenzuelaDanilo Duran MontecinosAún no hay calificaciones
- EconomíaDocumento181 páginasEconomíaBrian Philippe Tampier TapiaAún no hay calificaciones
- Guía para La Identificación y Valoración de Riesgos - Nueva NIA 315Documento43 páginasGuía para La Identificación y Valoración de Riesgos - Nueva NIA 315LUISA FERNANDA CALLEJAS ORREGOAún no hay calificaciones
- Castillo-Erick-Act4 Lafuncionalidad de La Teroria de RestriccionesDocumento5 páginasCastillo-Erick-Act4 Lafuncionalidad de La Teroria de RestriccionesErick CastilloAún no hay calificaciones
- Info CamiseaDocumento2 páginasInfo CamiseaNeyser VillalobosAún no hay calificaciones
- UCOGUIA2021Documento16 páginasUCOGUIA2021Nacho PastorAún no hay calificaciones
- Banxico (Jul 2022) - Encuesta Sobre Las Expectativas de Los Especialistas en Economía Del Sector PrivadoDocumento39 páginasBanxico (Jul 2022) - Encuesta Sobre Las Expectativas de Los Especialistas en Economía Del Sector PrivadoRodrigo LucioAún no hay calificaciones
- Práctico #2 - Errores Parte II - Problemas Resueltos - 2020Documento7 páginasPráctico #2 - Errores Parte II - Problemas Resueltos - 2020Lady ChemistryAún no hay calificaciones
- Presentación MarketingDocumento63 páginasPresentación MarketingMARIA CAMILA MUÑOZ FLOREZAún no hay calificaciones
- Paul Levy Final PDF Hospital Liderazgo 2Documento1 páginaPaul Levy Final PDF Hospital Liderazgo 2Daniela LaraAún no hay calificaciones
- Exportacion de Cafe de HabaDocumento113 páginasExportacion de Cafe de Habahector hoyosAún no hay calificaciones
- Tarea 1Documento12 páginasTarea 1Samira Lucia Luque Torres-CalderónAún no hay calificaciones
- CARPETA DE RECUPERACION 4to Módulo 3Documento12 páginasCARPETA DE RECUPERACION 4to Módulo 3Iann HuamanAún no hay calificaciones
- Maquinas Diesel S.A. de C.V. 2738737 Falta NotaDocumento6 páginasMaquinas Diesel S.A. de C.V. 2738737 Falta NotaalineAún no hay calificaciones
- Act 2 Teorías Administrativas y Sus EnfoquesDocumento2 páginasAct 2 Teorías Administrativas y Sus EnfoquesKareen Yañez GómezAún no hay calificaciones
- Demostracion Formulas Polinomicas Por PartidasDocumento4 páginasDemostracion Formulas Polinomicas Por PartidasCarlos A Garcia CAún no hay calificaciones
- Matriz Ansoff NestleDocumento3 páginasMatriz Ansoff NestleLUCERO EMPERATRIZ ABANTO ACU�A100% (1)