También podría gustarte
- Gestión de Tesoreria Evaluación2Documento8 páginasGestión de Tesoreria Evaluación2alejandra aguasaco muñoz100% (1)
- Evaluación U3: IVA y régimen simplificadoDocumento7 páginasEvaluación U3: IVA y régimen simplificadoalejandra aguasaco muñozAún no hay calificaciones
- Norma Apa 7 EdicionDocumento19 páginasNorma Apa 7 EdicionAngela CastellanosAún no hay calificaciones
- Objetivos MarketingDocumento8 páginasObjetivos Marketingalejandra aguasaco muñozAún no hay calificaciones
- Examen Final Redes de DistribucionDocumento8 páginasExamen Final Redes de Distribucionalejandra aguasaco muñoz100% (1)
- Evaluación Unidad 2: Análisis de resultadosDocumento8 páginasEvaluación Unidad 2: Análisis de resultadosalejandra aguasaco muñozAún no hay calificaciones
- Final Estrategias CompetitivasDocumento7 páginasFinal Estrategias Competitivasalejandra aguasaco muñozAún no hay calificaciones
- Examen Final Gerencia de MercadeoDocumento7 páginasExamen Final Gerencia de Mercadeoalejandra aguasaco muñozAún no hay calificaciones
- Evaluacion3 GestiónMarketingDocumento9 páginasEvaluacion3 GestiónMarketingalejandra aguasaco muñoz100% (1)
- Evaluación Etica U3Documento8 páginasEvaluación Etica U3alejandra aguasaco muñozAún no hay calificaciones
- Evaluación U2 Procesos IIDocumento8 páginasEvaluación U2 Procesos IIalejandra aguasaco muñozAún no hay calificaciones
- Evaluación U1 Gestión TesoreriaDocumento8 páginasEvaluación U1 Gestión Tesoreriaalejandra aguasaco muñozAún no hay calificaciones
- Evaluacion U3 Gestión de TesoreriaDocumento8 páginasEvaluacion U3 Gestión de Tesoreriaalejandra aguasaco muñoz100% (1)
- Examen de Logística y Cadena de SuministroDocumento8 páginasExamen de Logística y Cadena de Suministroalejandra aguasaco muñozAún no hay calificaciones
- Las marcas son importantes para el éxito empresarialDocumento8 páginasLas marcas son importantes para el éxito empresarialalejandra aguasaco muñozAún no hay calificaciones
- Evaluación Final Régimen FiscalDocumento8 páginasEvaluación Final Régimen Fiscalalejandra aguasaco muñozAún no hay calificaciones
- Evaluacion Final Gestiòn de TesoreriaDocumento8 páginasEvaluacion Final Gestiòn de Tesoreriaalejandra aguasaco muñozAún no hay calificaciones
- Caso1 Octubre PDFDocumento9 páginasCaso1 Octubre PDFcristianAún no hay calificaciones
- Evaluación Final Aseguramiento de La CalidadDocumento8 páginasEvaluación Final Aseguramiento de La Calidadalejandra aguasaco muñozAún no hay calificaciones
- Evaluación 3 CRMDocumento8 páginasEvaluación 3 CRMalejandra aguasaco muñozAún no hay calificaciones
- Evaluacion 3 Administración de Procesos IIDocumento7 páginasEvaluacion 3 Administración de Procesos IIalejandra aguasaco muñozAún no hay calificaciones
- Evaluación Final Etica ProfesionalDocumento7 páginasEvaluación Final Etica Profesionalalejandra aguasaco muñozAún no hay calificaciones
- Casopragtico Estrategia CompetitivaDocumento2 páginasCasopragtico Estrategia Competitivaalejandra aguasaco muñozAún no hay calificaciones
- Evaluacion 2 CRMDocumento14 páginasEvaluacion 2 CRMalejandra aguasaco muñozAún no hay calificaciones
- Caso Práctico Unidad 3 Redes de DistribuciónDocumento9 páginasCaso Práctico Unidad 3 Redes de Distribuciónalejandra aguasaco muñozAún no hay calificaciones
- Caso Práctico U3 Plan de MarketingDocumento11 páginasCaso Práctico U3 Plan de Marketingalejandra aguasaco muñozAún no hay calificaciones
- E1 Aseguramiento de La CalidadDocumento9 páginasE1 Aseguramiento de La Calidadalejandra aguasaco muñozAún no hay calificaciones
- Caso Práctico U2 ProcesosDocumento5 páginasCaso Práctico U2 Procesosalejandra aguasaco muñozAún no hay calificaciones
- Caso Práctico Dir. Comercial U3Documento9 páginasCaso Práctico Dir. Comercial U3alejandra aguasaco muñozAún no hay calificaciones
- Aseguramiento de La Calidad Resumen MateriaDocumento48 páginasAseguramiento de La Calidad Resumen Materiaalejandra aguasaco muñozAún no hay calificaciones
- Cuestionario Modelos de Desarrollo en A.LDocumento5 páginasCuestionario Modelos de Desarrollo en A.LNicole OliveroAún no hay calificaciones
- Insumos Curasco 2Documento2 páginasInsumos Curasco 2milene astochado bejaranoAún no hay calificaciones
- Ejercicio Clase GO Planeación AgregadaDocumento18 páginasEjercicio Clase GO Planeación Agregadaboris velastegui sanchezAún no hay calificaciones
- 02 Anexo 1 Especificaciones Técnicas Bomberos 2020Documento5 páginas02 Anexo 1 Especificaciones Técnicas Bomberos 2020Orlando AgudeloAún no hay calificaciones
- Escuadron Revolucionario ProyectoDocumento16 páginasEscuadron Revolucionario ProyectoRiany Roca jordanAún no hay calificaciones
- Proyecto de Economía FinalDocumento9 páginasProyecto de Economía FinalJonatan TorresAún no hay calificaciones
- Modalidad de Exámenes - Semana 3 - Revisión Del IntentoDocumento2 páginasModalidad de Exámenes - Semana 3 - Revisión Del IntentoOmar Vizuet0% (1)
- Depreciación y desincorporación de activos fijosDocumento4 páginasDepreciación y desincorporación de activos fijosCarlos RuizAún no hay calificaciones
- RECUPERATORIO - 1° Parcial 1° C. 2021 (454) Cátedra Huber - Bianchi, LilianaDocumento4 páginasRECUPERATORIO - 1° Parcial 1° C. 2021 (454) Cátedra Huber - Bianchi, LilianaLorena AlvarezAún no hay calificaciones
- Universidad Santo Tomas-Industria Automotriz ColombianaDocumento4 páginasUniversidad Santo Tomas-Industria Automotriz Colombianasebastian suarez maciasAún no hay calificaciones
- Fase 1 PLANTILLA DE EVIDENCIAS IDENTIFICACION DEL ENTORNO 2021Documento14 páginasFase 1 PLANTILLA DE EVIDENCIAS IDENTIFICACION DEL ENTORNO 2021Julián Rodríguez100% (1)
- Trabajo Final de Proceso 60 Por CientoDocumento22 páginasTrabajo Final de Proceso 60 Por CientoCashDineroAún no hay calificaciones
- INFORME FINAL DE LA PRÁCTICA DISEC Grecia MatamorosDocumento21 páginasINFORME FINAL DE LA PRÁCTICA DISEC Grecia MatamorosDavid MorazanAún no hay calificaciones
- Informe Limon TerrenoDocumento9 páginasInforme Limon Terrenoalcayagamatias93Aún no hay calificaciones
- Taller 5 Diagrama de Flujo.Documento5 páginasTaller 5 Diagrama de Flujo.Tania Tenezaca GonzalezAún no hay calificaciones
- BiochipDocumento3 páginasBiochipDaniel RiquezesAún no hay calificaciones
- Direccion de Ventas IIDocumento16 páginasDireccion de Ventas IIKari Sevilla RodríguezAún no hay calificaciones
- Jabon Mi Japonesa Preferida... Con ACEITE DE ARROZDocumento2 páginasJabon Mi Japonesa Preferida... Con ACEITE DE ARROZJose M RuizAún no hay calificaciones
- OS SIM Ok PF LUAGAR C5Documento6 páginasOS SIM Ok PF LUAGAR C5Alfredo AvilaAún no hay calificaciones
- Compraventa Internacional 2022Documento8 páginasCompraventa Internacional 2022Sofia CardenasAún no hay calificaciones
- Funciones Específicas Del PentagramaDocumento4 páginasFunciones Específicas Del Pentagramalester lopezAún no hay calificaciones
- Balance de Masa y Energia en FusionDocumento9 páginasBalance de Masa y Energia en Fusionmiguel angelAún no hay calificaciones
- 20C-062 Vigas Dinteles para Superboard y Flanches de CubiertasDocumento2 páginas20C-062 Vigas Dinteles para Superboard y Flanches de CubiertasJulio Pelaez QuinteroAún no hay calificaciones
- Separador SwecoDocumento4 páginasSeparador SwecomiguelAún no hay calificaciones
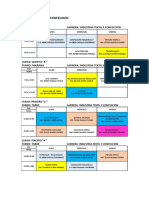
- Horario Industria Textil y ConfeccionDocumento1 páginaHorario Industria Textil y ConfeccionBenita PerezAún no hay calificaciones
- Factores Que Influyen en La Decision de Exportar o Vender Un ProductoDocumento4 páginasFactores Que Influyen en La Decision de Exportar o Vender Un ProductoOtirb SilvaAún no hay calificaciones
- Mejora Del Proceso SipocDocumento210 páginasMejora Del Proceso SipocabcAún no hay calificaciones
- Exportación de ganado en pie a TexasDocumento21 páginasExportación de ganado en pie a TexasMarielAún no hay calificaciones
- CA-po-35 Procedimiento para Caseta RecogemuestrasDocumento4 páginasCA-po-35 Procedimiento para Caseta RecogemuestrasLuis Rodolfo Plazas RamirezAún no hay calificaciones
- Koselleck - Historia Universal Siglo XXI - La Epoca de Las Revoluciones Europeas 1780-1848 PDFDocumento285 páginasKoselleck - Historia Universal Siglo XXI - La Epoca de Las Revoluciones Europeas 1780-1848 PDFpedro etxeberria0% (1)