También podría gustarte
- Excavadora HidrahulicaDocumento66 páginasExcavadora HidrahulicaWR Aguilar100% (1)
- Curso de Operacion de Martillo HidraulicoDocumento60 páginasCurso de Operacion de Martillo HidraulicoHeber Arcana100% (2)
- Check List Diario Retroexcavadora CAT 420DDocumento1 páginaCheck List Diario Retroexcavadora CAT 420DJosé Gonzalez100% (1)
- Excavadora DLCDocumento115 páginasExcavadora DLCCesar Zarc100% (1)
- Inspección Tren RodajeDocumento3 páginasInspección Tren RodajefranciscotorosazoAún no hay calificaciones
- Minicargadores 236 DDocumento20 páginasMinicargadores 236 DdianaAún no hay calificaciones
- Ficha Tecnica Dieci Pegasus 38.16Documento2 páginasFicha Tecnica Dieci Pegasus 38.16B Quezada XkitaAún no hay calificaciones
- Procedimiento de Mantenimiento Minicargador s185Documento3 páginasProcedimiento de Mantenimiento Minicargador s185PAULA GASCA100% (1)
- Manual Operador Minicargador 236b3Documento359 páginasManual Operador Minicargador 236b3Javier Cogollo100% (1)
- Cet Rodillo Cs533e CBDocumento106 páginasCet Rodillo Cs533e CBRicardo Carlos Benavente HuamanAún no hay calificaciones
- Cat CP64Documento20 páginasCat CP64JesusFloresRodriguezAún no hay calificaciones
- 3.2 Monitor Y Categorias de AdvertenciasDocumento67 páginas3.2 Monitor Y Categorias de AdvertenciasHector Zárate100% (1)
- Formato - Evaluación Teórica - Op. MotoniveladoraDocumento4 páginasFormato - Evaluación Teórica - Op. MotoniveladoraGerson Flores100% (1)
- Evaluaciond e RetroDocumento6 páginasEvaluaciond e RetroPercy ortegaAún no hay calificaciones
- Cristian Briceño - Taller InspecciónDocumento5 páginasCristian Briceño - Taller Inspeccióncristian briceño100% (1)
- Programa de Intervalos de MantenimientoDocumento5 páginasPrograma de Intervalos de Mantenimientocristian chuquicondor torres100% (1)
- Motoniveladora 140 M..Documento92 páginasMotoniveladora 140 M..Yenifer LopezAún no hay calificaciones
- Minicargador Operación y MantenimientoDocumento24 páginasMinicargador Operación y MantenimientoANDERSON RENDON SANTAFEAún no hay calificaciones
- Mom Retroexcavadora Cat 420 f2Documento186 páginasMom Retroexcavadora Cat 420 f2lister vicharra navarrete100% (1)
- Ajuste Holgura Excavadoras CadenasDocumento2 páginasAjuste Holgura Excavadoras CadenasRoberto RosalesAún no hay calificaciones
- Prueba de Freno Bus y Cargador FrontalDocumento5 páginasPrueba de Freno Bus y Cargador FrontalJheysson Marcelo Guidotte CapchaAún no hay calificaciones
- Manual de Operacion Excvadora 336NGDocumento458 páginasManual de Operacion Excvadora 336NGKennedy Guerreros RamonAún no hay calificaciones
- Examen de Cargador Frontal 2Documento4 páginasExamen de Cargador Frontal 2Chaucca Pumainca RonyAún no hay calificaciones
- Datos Minicargador 242BDocumento9 páginasDatos Minicargador 242Bfime43100% (1)
- Formato Evaluación para D8R 9EMDocumento12 páginasFormato Evaluación para D8R 9EMWillian Ticlia RuizAún no hay calificaciones
- Procedimiento de Traslado PC200-8 Hasta PC450-8Documento4 páginasProcedimiento de Traslado PC200-8 Hasta PC450-8JuanCarl0s10Aún no hay calificaciones
- R1300G. Aceite Del Diferencial y de Los Mandos Finales - CambiarDocumento6 páginasR1300G. Aceite Del Diferencial y de Los Mandos Finales - CambiarGemblerAún no hay calificaciones
- Examen de CamionDocumento5 páginasExamen de CamionHeber ArcanaAún no hay calificaciones
- Retroexcavadora PDFDocumento75 páginasRetroexcavadora PDFYan Yandira100% (1)
- 962LDocumento32 páginas962Lguillermo100% (3)
- MinicargadoresDocumento16 páginasMinicargadoresjunilokoAún no hay calificaciones
- Operation manual-HydroKhanDocumento47 páginasOperation manual-HydroKhanEdin Raul Yalle Rafael100% (1)
- Taller 5 Simbologia PDFDocumento15 páginasTaller 5 Simbologia PDFLaura BelloAún no hay calificaciones
- CARGADOR FRONTAL 988F SII OkDocumento96 páginasCARGADOR FRONTAL 988F SII OkLucas Romero50% (2)
- Tiende Tubo CAT PL83Documento16 páginasTiende Tubo CAT PL83raulosvaldo_1Aún no hay calificaciones
- Cojinetes de La Pluma, Del Brazo, Del Cucharón y de Los Cilindros de La Retroexcavadora - LubricarDocumento2 páginasCojinetes de La Pluma, Del Brazo, Del Cucharón y de Los Cilindros de La Retroexcavadora - LubricarCarlosAún no hay calificaciones
- 6.1.2 Ficha G80 Gancho Estandar Fijo Gancho Giratorio SLRDocumento1 página6.1.2 Ficha G80 Gancho Estandar Fijo Gancho Giratorio SLRJuan Diego ArizabalAún no hay calificaciones
- Operación de Motoniveladora - Formación Técnica - Examen 02Documento4 páginasOperación de Motoniveladora - Formación Técnica - Examen 02Edwin Vasquez100% (1)
- CURSO Autohormigonera 1Documento98 páginasCURSO Autohormigonera 1Jose Diegozeta NuntonAún no hay calificaciones
- Evaluacion Minicargador 246 2Documento3 páginasEvaluacion Minicargador 246 2George le Yucra100% (1)
- RETROEXCAVADORADocumento6 páginasRETROEXCAVADORAJuan Francisco Mora ZeladaAún no hay calificaciones
- Programa de Intervalos de Mantenimiento para Mini Cargador CaterpillarDocumento6 páginasPrograma de Intervalos de Mantenimiento para Mini Cargador Caterpillarariel rubio100% (1)
- Cat Deo 15w-40 Parte 3e9712Documento9 páginasCat Deo 15w-40 Parte 3e9712Flaco SantigoAún no hay calificaciones
- Examen de Nivel II MMMPA 2015-10Documento4 páginasExamen de Nivel II MMMPA 2015-10Florcita Crispín NavarroAún no hay calificaciones
- Compactador HAMM 3411Documento2 páginasCompactador HAMM 3411Humberto Bermudez100% (1)
- Manualdecargadorfrontal Tec Oroscocatt 120906010301 Phpapp01 PDFDocumento37 páginasManualdecargadorfrontal Tec Oroscocatt 120906010301 Phpapp01 PDFFabian Andres CelyAún no hay calificaciones
- Tren de RodamientoDocumento19 páginasTren de RodamientoCesar Julca100% (1)
- Tren de RodajeDocumento16 páginasTren de RodajeDavid GonzalezAún no hay calificaciones
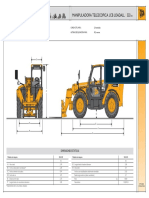
- JCB Loadall 533-105Documento4 páginasJCB Loadall 533-105Kones BeltherraAún no hay calificaciones
- TA1 Spanish - Skid Steer Loader & Multi-Terrain LoaderDocumento7 páginasTA1 Spanish - Skid Steer Loader & Multi-Terrain LoaderIntercambio de ManualesAún no hay calificaciones
- Intervalos de Mantenimiento 236bDocumento4 páginasIntervalos de Mantenimiento 236bfercslAún no hay calificaciones
- Programa de Intervalos de Mantenimiento de Topadoras Caterpillar D6RDocumento4 páginasPrograma de Intervalos de Mantenimiento de Topadoras Caterpillar D6RJosé GonzalezAún no hay calificaciones
- Preoperacional MotoniveladoraDocumento4 páginasPreoperacional MotoniveladoraJuan EstebanAún no hay calificaciones
- Cargador FrontalDocumento14 páginasCargador FrontalJaurinicolas Fernandezcarter67% (3)
- Mantenimiento e Inspección 962m CatDocumento42 páginasMantenimiento e Inspección 962m CatWilmar Hancco100% (1)
- RetroDocumento72 páginasRetrofernando chinchazo100% (2)
- Indicadores Interruptores Cabina Tractor Con CadenasDocumento3 páginasIndicadores Interruptores Cabina Tractor Con CadenasAlex Ollanes Tapia0% (1)
- Plan de MantenimientoDocumento7 páginasPlan de MantenimientoDeysi Lavado SotoAún no hay calificaciones
- SSOMA-Check List Pre-Uso de Equipos de PoderDocumento1 páginaSSOMA-Check List Pre-Uso de Equipos de PoderYOLE JORDY PONTE MORILLO100% (1)
- MMR - Sig - For - 006 Check List de Linea AmarillaDocumento1 páginaMMR - Sig - For - 006 Check List de Linea AmarillaXimena RodriguezAún no hay calificaciones
- Manual DH-160-1Documento44 páginasManual DH-160-1Edin Raul Yalle RafaelAún no hay calificaciones
- Sistemas Del Motor HD1500Documento28 páginasSistemas Del Motor HD1500Edin Raul Yalle RafaelAún no hay calificaciones
- Plan Armado WA1200 - San MartinDocumento7 páginasPlan Armado WA1200 - San MartinEdin Raul Yalle Rafael100% (1)
- Aceites ScaniaDocumento32 páginasAceites ScaniaEdin Raul Yalle Rafael100% (4)
- Diferencial ScaniaDocumento28 páginasDiferencial ScaniaEdin Raul Yalle Rafael67% (3)
- Resumen de La Máquina HD1500Documento40 páginasResumen de La Máquina HD1500Edin Raul Yalle RafaelAún no hay calificaciones
- CrossReference Valvoline-Mobil Ago07Documento1 páginaCrossReference Valvoline-Mobil Ago07Edin Raul Yalle Rafael100% (1)
- Desarmado Eje Delantero 416E CatDocumento5 páginasDesarmado Eje Delantero 416E CatEdin Raul Yalle RafaelAún no hay calificaciones
- Capacidades y Especificaciones de Aceites Equipos KomatsuDocumento2 páginasCapacidades y Especificaciones de Aceites Equipos KomatsuEdin Raul Yalle RafaelAún no hay calificaciones
- Ajuste de Inyectores de Lubricacion 785c CaterpillarDocumento4 páginasAjuste de Inyectores de Lubricacion 785c CaterpillarEdin Raul Yalle RafaelAún no hay calificaciones
- Operation manual-HydroKhanDocumento47 páginasOperation manual-HydroKhanEdin Raul Yalle Rafael100% (1)
- Operacion y Mantenimiento de Martillos HidráulicosDocumento28 páginasOperacion y Mantenimiento de Martillos HidráulicosEdin Raul Yalle RafaelAún no hay calificaciones
- Manual Operacion Camion Minero 777f CaterpillarDocumento1 páginaManual Operacion Camion Minero 777f CaterpillarEdin Raul Yalle RafaelAún no hay calificaciones
- Hoja de Mantenimiento de Martillo HidráulicoDocumento1 páginaHoja de Mantenimiento de Martillo HidráulicoEdin Raul Yalle Rafael100% (1)
- Cartilla de Mantenimiento de MartillosDocumento2 páginasCartilla de Mantenimiento de MartillosEdin Raul Yalle RafaelAún no hay calificaciones
- Informe N°4 Principio de ArquímedesDocumento7 páginasInforme N°4 Principio de ArquímedesMarxus JPEAún no hay calificaciones
- Cobre UllmannDocumento95 páginasCobre Ullmannclaire moonAún no hay calificaciones
- Práctica 5.1 Mruv - Barreras y Contador SDocumento5 páginasPráctica 5.1 Mruv - Barreras y Contador Srobert123Aún no hay calificaciones
- T03 PDFDocumento48 páginasT03 PDFMaria Luisa GAAún no hay calificaciones
- Informe Mecanica de Fluidos 3ra UnidadDocumento22 páginasInforme Mecanica de Fluidos 3ra UnidadDIEGO LEONARDO CASTAÑEDA RAMIREZAún no hay calificaciones
- Cálculos de Hidráulica de Lodo$Documento12 páginasCálculos de Hidráulica de Lodo$Solano Bravo DanaéAún no hay calificaciones
- Qué Es La SedimentaciónDocumento12 páginasQué Es La SedimentaciónIrving Garcia CisnerosAún no hay calificaciones
- Taller 3 Medio Martes 21 MtaDocumento4 páginasTaller 3 Medio Martes 21 Mta5211241Aún no hay calificaciones
- Prueba 2 Ondas Sonoras PDFDocumento4 páginasPrueba 2 Ondas Sonoras PDFErick GuadamudAún no hay calificaciones
- Oleod - Tramo Iii - Op.precommiss - Rev.01-05-09-23Documento9 páginasOleod - Tramo Iii - Op.precommiss - Rev.01-05-09-23Leudis ValdezAún no hay calificaciones
- Libro SEAS PDFDocumento508 páginasLibro SEAS PDFLuis Gerardo Noy Domínguez100% (2)
- Intersecciones 10-08Documento5 páginasIntersecciones 10-08Walther Joule HuancasAún no hay calificaciones
- Sulfato de QuininaDocumento11 páginasSulfato de Quininaoliver hanselAún no hay calificaciones
- Separata N°2 - Dinámica de Una PartículaDocumento9 páginasSeparata N°2 - Dinámica de Una PartículaRichard Payano YaleAún no hay calificaciones
- Transferencia de CalorDocumento14 páginasTransferencia de CalorJunior Mejia100% (1)
- FQ Practica2 2012 Ley HessDocumento5 páginasFQ Practica2 2012 Ley HessM Guadalupe SCAún no hay calificaciones
- Guía Lab 1 ModificadoDocumento3 páginasGuía Lab 1 ModificadoJavier PavónAún no hay calificaciones
- Ortodoncia Practica AlambresDocumento5 páginasOrtodoncia Practica AlambresValery Koo BenavidesAún no hay calificaciones
- Practica 5 Antecedentes - 1Documento5 páginasPractica 5 Antecedentes - 1MAURICIO GARCIA GALICIAAún no hay calificaciones
- Equilibrio en Sistemas No IdealesDocumento33 páginasEquilibrio en Sistemas No IdealesirmaAún no hay calificaciones
- Tensor Quijada Quijda 1 1 - 2 21tonDocumento1 páginaTensor Quijada Quijda 1 1 - 2 21tonSalvador HernandezAún no hay calificaciones
- Calculo de Puntos de Rocío y de Burbuja, Ev. InstantáneaDocumento11 páginasCalculo de Puntos de Rocío y de Burbuja, Ev. InstantáneaJahadiel AguilarAún no hay calificaciones
- Costos en Los Procesos de Rectificado PDFDocumento60 páginasCostos en Los Procesos de Rectificado PDFElmar Cuellar100% (1)
- Problemas CiclosDocumento6 páginasProblemas CiclosFelipe MelgarejoAún no hay calificaciones
- Presentación MUROS HIBRIDOS 05-04-14Documento63 páginasPresentación MUROS HIBRIDOS 05-04-14José SafnatpaneajAún no hay calificaciones
- Tercera Practica CalificadaDocumento2 páginasTercera Practica Calificadaalejandro quevedoAún no hay calificaciones
- Energía Solar - Definiciones y TerminologíaDocumento22 páginasEnergía Solar - Definiciones y Terminologíamontana12345Aún no hay calificaciones
- Informe Ondas Estacionarias en TuboDocumento4 páginasInforme Ondas Estacionarias en TuboKmiloAún no hay calificaciones
- Guia de Sensores-1Documento10 páginasGuia de Sensores-1Macarena EshakAún no hay calificaciones
- Ejercitario - Esfuerzo y DeformaciónDocumento1 páginaEjercitario - Esfuerzo y Deformacióncesar sorensen0% (1)