También podría gustarte
- Plan de Mantenimiento Preventivo de Vehiculos VolquetesDocumento23 páginasPlan de Mantenimiento Preventivo de Vehiculos VolquetesNicolas Lucen MirandaAún no hay calificaciones
- Capacitacion de Operadores de Gruas-FinalDocumento70 páginasCapacitacion de Operadores de Gruas-FinalPamela Franco Rázuri100% (1)
- UF0163 - Mantenimiento básico de instalacionesDe EverandUF0163 - Mantenimiento básico de instalacionesAún no hay calificaciones
- Plan de Mantenimiento de La Empresa TextilDocumento14 páginasPlan de Mantenimiento de La Empresa TextilSaul Salinas67% (6)
- Diagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311De EverandDiagnosis de averías y mantenimiento correctivo de sistemas de automatización industrial. ELEM0311Calificación: 5 de 5 estrellas5/5 (1)
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- La Química Del Petróleo e Impacto AmbientalDocumento52 páginasLa Química Del Petróleo e Impacto AmbientalAngie Bustillos80% (5)
- El Mantenimiento Correctivo y PreventivoDocumento24 páginasEl Mantenimiento Correctivo y PreventivoMaribel PeláezAún no hay calificaciones
- Tablas Desl Desarrollo EVA.Documento26 páginasTablas Desl Desarrollo EVA.Florecita Lopez ReyesAún no hay calificaciones
- Mantenimiento Preventivo 20%Documento10 páginasMantenimiento Preventivo 20%Emmanuel LeónAún no hay calificaciones
- Diseño Hidraulico de Una Obra de TomaDocumento30 páginasDiseño Hidraulico de Una Obra de TomaCristian Melgar TuerosAún no hay calificaciones
- Tipos y Niveles de MantenimientoDocumento7 páginasTipos y Niveles de MantenimientoGinetteTrequartiAún no hay calificaciones
- Apuntes Ferrocarriles (Cantabria)Documento59 páginasApuntes Ferrocarriles (Cantabria)huguito2013Aún no hay calificaciones
- Tipos de Mantenimiento IndustrialDocumento19 páginasTipos de Mantenimiento IndustrialbrownieAún no hay calificaciones
- Mantenimiento Correctivo y PreventivoDocumento3 páginasMantenimiento Correctivo y Preventivomarit2504Aún no hay calificaciones
- Que Es El Sistema Técnico de Mantenimiento Planta Expo 1Documento11 páginasQue Es El Sistema Técnico de Mantenimiento Planta Expo 1AvcAún no hay calificaciones
- MantenimientoDocumento5 páginasMantenimientoEmmanuel SedanoAún no hay calificaciones
- Tipos de MantenimientoDocumento7 páginasTipos de MantenimientoJuan David Arango CastroAún no hay calificaciones
- Grupo 7 PoliticasDocumento17 páginasGrupo 7 PoliticasSergio GutierrezAún no hay calificaciones
- Datos. Unidad 4Documento66 páginasDatos. Unidad 4dannenelAún no hay calificaciones
- Mantenimiento CorrectivoDocumento5 páginasMantenimiento CorrectivoOscar SalinasAún no hay calificaciones
- Marco TeoricoDocumento13 páginasMarco TeoricoYordan Vargas FustamanteAún no hay calificaciones
- Guia de MatenimientoDocumento52 páginasGuia de MatenimientoDiana BenitezAún no hay calificaciones
- MANTENIMIENTO3Documento7 páginasMANTENIMIENTO3Yesenia VargasAún no hay calificaciones
- UD04Documento70 páginasUD04JM MRAún no hay calificaciones
- Mantenimiento IndustrialDocumento14 páginasMantenimiento IndustrialKassandraAún no hay calificaciones
- Mantenimiento Correctivo de EmergenciaDocumento4 páginasMantenimiento Correctivo de EmergenciaRodríguez Luis100% (1)
- EstosiDocumento5 páginasEstosiALEXANDER SAUL JIMENEZ BAUTISTAAún no hay calificaciones
- Plan de Mantenimiento BelenDocumento7 páginasPlan de Mantenimiento BelenYanine SoriaAún no hay calificaciones
- Mantenimiento PreventivoDocumento2 páginasMantenimiento Preventivo9931036475Aún no hay calificaciones
- Unidad 2 Corre, PrevenypredicDocumento6 páginasUnidad 2 Corre, PrevenypredicRafael Camacho100% (2)
- El Mantenimiento ReactivoDocumento4 páginasEl Mantenimiento Reactivojose quispeAún no hay calificaciones
- Calse 3 Tipos de MantenimientoDocumento66 páginasCalse 3 Tipos de MantenimientoVictor Hugo Zapata HidalgoAún no hay calificaciones
- Tema1, Filosofia de MantenimientoDocumento17 páginasTema1, Filosofia de MantenimientoJoel SantaellaAún no hay calificaciones
- MANTENIMIENTODocumento7 páginasMANTENIMIENTOCYBERAún no hay calificaciones
- Tipos de Mantenimiento ResumenDocumento11 páginasTipos de Mantenimiento ResumenVerónica Katherine Duque Jimenez100% (1)
- Mantenimiento Preventivo TecnicasDocumento9 páginasMantenimiento Preventivo Tecnicasjose jose prieto santanaAún no hay calificaciones
- Tipos de Mantenimiento Por ImplementarDocumento7 páginasTipos de Mantenimiento Por ImplementarYoel A Umaña100% (1)
- Que Es El Mantenimiento CorrectivoDocumento5 páginasQue Es El Mantenimiento CorrectivoEmma FelicianoAún no hay calificaciones
- RCM de Una PiladoraDocumento24 páginasRCM de Una PiladoraFreddy CajamarcaAún no hay calificaciones
- Ingeniería en Mantenimiento (Inglés)Documento6 páginasIngeniería en Mantenimiento (Inglés)Familia FamilyAún no hay calificaciones
- Unidad 2 Mantenimiento CorrectivoDocumento6 páginasUnidad 2 Mantenimiento CorrectivoJosé Juan De león JuárezAún no hay calificaciones
- Fundamentos Del Mantenimiento PredictivoDocumento20 páginasFundamentos Del Mantenimiento PredictivoJESUS MANUEL POLO FERNANDEZAún no hay calificaciones
- Diseño Del Plan de MantenimientoDocumento30 páginasDiseño Del Plan de MantenimientoRaul Reaño RiveraAún no hay calificaciones
- Control y Mantenimiento de MaquinariaDocumento5 páginasControl y Mantenimiento de Maquinariawanda geovanna mijangos gonzalez100% (1)
- Fundamentos de MantenimientoDocumento7 páginasFundamentos de MantenimientoEnrike VirruetaAún no hay calificaciones
- Unidad 4 Mantenimiento CorrectivoDocumento12 páginasUnidad 4 Mantenimiento CorrectivoSergio Vargas MuñozAún no hay calificaciones
- Nombre-Estudiante Manttoelectr Guias 12Documento28 páginasNombre-Estudiante Manttoelectr Guias 12Fernando PedrazaAún no hay calificaciones
- Mantenimiento Correctivo, Preventivo y Predictivo UltimateDocumento9 páginasMantenimiento Correctivo, Preventivo y Predictivo UltimateItzel SanchezAún no hay calificaciones
- Memoria RamDocumento86 páginasMemoria RamYamil GuzmanAún no hay calificaciones
- Tarea 1, Tipos de Mantenimiento, Sergio ChupinaDocumento4 páginasTarea 1, Tipos de Mantenimiento, Sergio ChupinaFrancisco NatarenoAún no hay calificaciones
- Las Definiciones Claves Del Mantenimiento. AnalisisDocumento10 páginasLas Definiciones Claves Del Mantenimiento. AnalisisEliezerChirinosAún no hay calificaciones
- 002 Mantenimiento TIPOSDocumento4 páginas002 Mantenimiento TIPOSHector MercadoAún no hay calificaciones
- Tipos de PrecioDocumento4 páginasTipos de PreciocarlosAún no hay calificaciones
- Plan de Mantenimiento Equipos Utilizados en FumigaciónDocumento12 páginasPlan de Mantenimiento Equipos Utilizados en FumigaciónJeisson AbreuAún no hay calificaciones
- Mantenimiento HospitalarioDocumento12 páginasMantenimiento HospitalarioEnrique GranadosAún no hay calificaciones
- Tipos de MantenimientoDocumento14 páginasTipos de MantenimientoJaime Villegas FloresAún no hay calificaciones
- Registro de Mantenimiento de Equipo de Aplicación PDFDocumento12 páginasRegistro de Mantenimiento de Equipo de Aplicación PDFPerla EspinolaAún no hay calificaciones
- Clase MantenimientoDocumento48 páginasClase MantenimientoBrenda SivilaAún no hay calificaciones
- Filosofias Del MantenimientoDocumento17 páginasFilosofias Del MantenimientoEduardo MartinezAún no hay calificaciones
- Mantenimiento Predictivo-ClaseDocumento22 páginasMantenimiento Predictivo-ClaseOSCAR OLAYAAún no hay calificaciones
- Guillen LunaDocumento7 páginasGuillen LunaEsteban Guillén LunaAún no hay calificaciones
- Proyecto VenturaDocumento13 páginasProyecto VenturaRigoberto Alonso conderAún no hay calificaciones
- Tipos de MantenimientosDocumento4 páginasTipos de MantenimientosJUAN MIGUEL BRENES HERNANDEZAún no hay calificaciones
- Autores Que Hablan Sobre El Mantenimiento Correctivo y PreventivoDocumento2 páginasAutores Que Hablan Sobre El Mantenimiento Correctivo y PreventivoAngel RodriguezAún no hay calificaciones
- Check List Visita Area de MastografiaDocumento9 páginasCheck List Visita Area de MastografiaMichelAún no hay calificaciones
- Reconocimiento de Compuestos Ionicos y CovalentesDocumento5 páginasReconocimiento de Compuestos Ionicos y CovalentesMarco V. ModumbaAún no hay calificaciones
- Unidad Didactica #01Documento38 páginasUnidad Didactica #01Judith Juliana Garbozo SaenzAún no hay calificaciones
- Practica 5 Integrado5Documento10 páginasPractica 5 Integrado5Toramaru UtsunomiyaAún no hay calificaciones
- Cuántos Tipos de Presas ExistenDocumento9 páginasCuántos Tipos de Presas ExistenYeison Buitrago VargasAún no hay calificaciones
- Refrigeración Convencional de La ManzanaDocumento37 páginasRefrigeración Convencional de La ManzanaMarisol Lopez More0% (1)
- Maximos y Minimos ReltivosDocumento7 páginasMaximos y Minimos ReltivosRonald Castro VegaAún no hay calificaciones
- Procedimiento Seguro de Trabajo Trafo EstacionDocumento30 páginasProcedimiento Seguro de Trabajo Trafo EstacionBasilio MirandaAún no hay calificaciones
- F 14 Formulario Lineas de EsperaDocumento14 páginasF 14 Formulario Lineas de EsperafanyAún no hay calificaciones
- Examen de Oleo Hidráulica Resuleto 29Documento5 páginasExamen de Oleo Hidráulica Resuleto 29Andres OjedaAún no hay calificaciones
- Guia de Problemas #1 HidraulDocumento3 páginasGuia de Problemas #1 HidraulOswaldo EscobarAún no hay calificaciones
- T7 DSPPDocumento27 páginasT7 DSPPAlejandro Valdivia HernandezAún no hay calificaciones
- Metodo PCADocumento20 páginasMetodo PCAdavidAún no hay calificaciones
- Primer Examen Parcial Métodos Lineales 2018-2Documento4 páginasPrimer Examen Parcial Métodos Lineales 2018-2HilaryVanessaJimenezZapataAún no hay calificaciones
- PROCESOS - ESPANOL de Azucar IncaucaDocumento20 páginasPROCESOS - ESPANOL de Azucar Incaucajaider viveroAún no hay calificaciones
- Flemin Edades Planteo Etc Rombo ReglaDocumento9 páginasFlemin Edades Planteo Etc Rombo ReglaJavier MoralesAún no hay calificaciones
- MD II Ee Yanango 13-08Documento368 páginasMD II Ee Yanango 13-08Angel David Condori LaricoAún no hay calificaciones
- Antenas Con Reflectores ParabolicosDocumento15 páginasAntenas Con Reflectores ParabolicosPaul Tumbaco100% (1)
- Deducción e Inducción y Silogismo. EjemplosDocumento24 páginasDeducción e Inducción y Silogismo. EjemplosAlejandroAún no hay calificaciones
- Libro PRQ III - Dr. Lucio Gonzales PDFDocumento145 páginasLibro PRQ III - Dr. Lucio Gonzales PDFruthwall dana perez alvarezAún no hay calificaciones
- Guía Taller N ° 3Documento23 páginasGuía Taller N ° 3María Antonia Marín GarcíaAún no hay calificaciones
- Mapa Conceptual U3Documento1 páginaMapa Conceptual U3ChickenLake 6564Aún no hay calificaciones
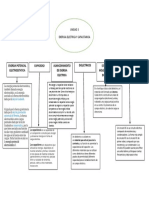
- Conceptos Electricidad y MagnetismoDocumento6 páginasConceptos Electricidad y MagnetismoJose Roberto EspirituAún no hay calificaciones
- Fluídos CompresiblesDocumento26 páginasFluídos CompresiblesGurcel Mastavo Almazan Tareaa100% (2)