También podría gustarte
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Metodología para La Medición Del Acabado de Los CilindrosDocumento21 páginasMetodología para La Medición Del Acabado de Los CilindrosBrian SchmidtAún no hay calificaciones
- Prontuario de metales: Tablas para la industria metalúrgicaDe EverandProntuario de metales: Tablas para la industria metalúrgicaCalificación: 1 de 5 estrellas1/5 (1)
- Diseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10De EverandDiseño, construcción y criterios de supervisión de edificaciones en mampostería estructural según la NSR-10Aún no hay calificaciones
- Equilibrio Quimico 2Documento5 páginasEquilibrio Quimico 2Armando Mora0% (1)
- Practica 6 PlastisolDocumento27 páginasPractica 6 PlastisolJaneth Landeros100% (1)
- NCH 3191of2010Documento10 páginasNCH 3191of2010Francisco Abraham Ordoñez PinedaAún no hay calificaciones
- Ensayos de DesgasteDocumento6 páginasEnsayos de DesgasteVictor Manuel Florez FrancoAún no hay calificaciones
- Rugosidad SuperficialDocumento3 páginasRugosidad Superficialraul lipaAún no hay calificaciones
- Una Vista General A La Tecnologia HPGR PDFDocumento15 páginasUna Vista General A La Tecnologia HPGR PDFgonzalo Puma100% (1)
- Tren de Rodamiento (Excavadora)Documento2 páginasTren de Rodamiento (Excavadora)Andrea GuzmanAún no hay calificaciones
- Desmontaje y separación de elementos fijos. TMVL0309De EverandDesmontaje y separación de elementos fijos. TMVL0309Aún no hay calificaciones
- Rectificado Cilindros Bruñido y LapeadoDocumento12 páginasRectificado Cilindros Bruñido y LapeadoMiguel GalindoAún no hay calificaciones
- Camisas y AnillosDocumento13 páginasCamisas y AnillosDaniel Bravo Salazar100% (1)
- Capitulo 25 Esmerilado y Otros Procesos AbrasivosDocumento18 páginasCapitulo 25 Esmerilado y Otros Procesos AbrasivosLuis Torres FernándezAún no hay calificaciones
- Manual de Mantenimiento de CojinetesDocumento12 páginasManual de Mantenimiento de CojinetesJose Luis Iporre LozaAún no hay calificaciones
- Acabado Superficial y Balanceo de CigueñalDocumento21 páginasAcabado Superficial y Balanceo de CigueñalramirinAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Bruñido de CilindrosDocumento12 páginasBruñido de CilindrosArielAún no hay calificaciones
- Briñido de CilindrosDocumento19 páginasBriñido de CilindrosramirinAún no hay calificaciones
- Ejercicios Resueltos VigasDocumento115 páginasEjercicios Resueltos VigasJael RuizAún no hay calificaciones
- Esmerilado y Otros Procesos AbrasivosDocumento12 páginasEsmerilado y Otros Procesos Abrasivoscharlycucei50% (6)
- Apomazado y pulido de piedra natural. IEXD0108De EverandApomazado y pulido de piedra natural. IEXD0108Aún no hay calificaciones
- Rugosidad SuperficialDocumento3 páginasRugosidad SuperficialCharly Cabo100% (1)
- BruñidoDocumento13 páginasBruñidoFrank Vini SimbañaAún no hay calificaciones
- BruñidoDocumento53 páginasBruñidoHarold Robins Carbajo Carhuayano0% (1)
- Ficha 3.pulido CilindrosDocumento1 páginaFicha 3.pulido CilindrosJesus BCAún no hay calificaciones
- Consulta EngranesDocumento14 páginasConsulta EngranesGalo DuqueAún no hay calificaciones
- Super AcabadoDocumento3 páginasSuper AcabadoRAIZA ARANZAEZ QUINTANAAún no hay calificaciones
- BruñidoDocumento23 páginasBruñidoFrancisco VargasAún no hay calificaciones
- Mejoramiento Piston, Segmentos, Bulon Grupo 1Documento41 páginasMejoramiento Piston, Segmentos, Bulon Grupo 1Anrres Velasquez Garcia0% (1)
- Ficha Técnica de MantenimientoDocumento8 páginasFicha Técnica de MantenimientoOsterlin Mayhua CapchaAún no hay calificaciones
- 4 3 - Bruñido-VERSIÓN2Documento15 páginas4 3 - Bruñido-VERSIÓN2Jimmy de HernandezAún no hay calificaciones
- BruñidoDocumento3 páginasBruñidoWilson Paul PeraltaAún no hay calificaciones
- U3-T4-May MonsrealDocumento7 páginasU3-T4-May MonsrealRaul Alejandro Jimenez TrinidadAún no hay calificaciones
- Perfiladora de Puertas EnrrollablesDocumento19 páginasPerfiladora de Puertas EnrrollablesBrizelThaisNegronCabreraAún no hay calificaciones
- HTS1401-L06 M 2012Documento13 páginasHTS1401-L06 M 2012Sacha Tupac Aguayo FaundezAún no hay calificaciones
- Resumen de Trabajo de ProcesosDocumento3 páginasResumen de Trabajo de ProcesosFranco ChuctayaAún no hay calificaciones
- Unibras CatalogoDocumento24 páginasUnibras CatalogogianAún no hay calificaciones
- Metodos de AcabadoDocumento6 páginasMetodos de AcabadoEsteban A. Barragán100% (1)
- Temas de SuperacabadosDocumento10 páginasTemas de SuperacabadosEmmanuel DrummerAún no hay calificaciones
- RectificadoDocumento11 páginasRectificadoLuis F. Estrada GutierrezAún no hay calificaciones
- Afilados y FluidosDocumento12 páginasAfilados y Fluidosdavid vizcarraAún no hay calificaciones
- Pavimento AdoquinadoDocumento6 páginasPavimento AdoquinadoKaty Aguilar SaavedraAún no hay calificaciones
- BruñidoDocumento7 páginasBruñidoRobertQuispeCondoriAún no hay calificaciones
- Materiales Usados en La Fabricacion de RodamientosDocumento11 páginasMateriales Usados en La Fabricacion de RodamientosMauricio Araujo AriasAún no hay calificaciones
- Lubricacion y Mecanizado de Los PistonesDocumento4 páginasLubricacion y Mecanizado de Los PistonesGuason EagamesAún no hay calificaciones
- Introducción A Los Procesos AbrasivosDocumento48 páginasIntroducción A Los Procesos AbrasivosTavo Gato Viejo UAún no hay calificaciones
- PDF Astm c131 Abrasion de Los Angeles CompressDocumento3 páginasPDF Astm c131 Abrasion de Los Angeles CompressKevin PaulAún no hay calificaciones
- CONTROLES DE LECTURA (Check)Documento6 páginasCONTROLES DE LECTURA (Check)Paola Rodríguez GutiérrezAún no hay calificaciones
- Nmx-c-196-1984 Agregados-Resistencia A La Degradacion Por Abrasion e Impacto de Agregado Grueso Maquina de LaDocumento10 páginasNmx-c-196-1984 Agregados-Resistencia A La Degradacion Por Abrasion e Impacto de Agregado Grueso Maquina de LajccmgokuAún no hay calificaciones
- Paper Cientifico Maquina Abrasión PDFDocumento9 páginasPaper Cientifico Maquina Abrasión PDFchoiloiAún no hay calificaciones
- Ruedas para Rieles - Miguel AbadDocumento13 páginasRuedas para Rieles - Miguel AbadbkstevensonAún no hay calificaciones
- La Granalla y Los Principios de Limpieza Por GranalladoDocumento8 páginasLa Granalla y Los Principios de Limpieza Por GranalladoOrlando Arancibia GalvezAún no hay calificaciones
- Retenes de AceiteDocumento24 páginasRetenes de AceiteSantiAún no hay calificaciones
- InvestigacionDocumento9 páginasInvestigacionDavid Felipe GabrielAún no hay calificaciones
- Actividad Lubricación RodamientosDocumento15 páginasActividad Lubricación Rodamientosjohn jairo Diaz GomezAún no hay calificaciones
- FM0906Documento1 páginaFM0906Joel Leandro Ibarra CoriaAún no hay calificaciones
- Montaje de Pistones Paso A PasoDocumento5 páginasMontaje de Pistones Paso A PasoAngel Leon FuerteAún no hay calificaciones
- Microcurrículo MTEC 2021 - IDocumento7 páginasMicrocurrículo MTEC 2021 - IAndrea GuzmanAún no hay calificaciones
- FDGP-12-Montaje de Una Empresa de Consultoria de Inteligencia Analitica en colombis-Guzman-Caravaja-Romero-VillamarínDocumento6 páginasFDGP-12-Montaje de Una Empresa de Consultoria de Inteligencia Analitica en colombis-Guzman-Caravaja-Romero-VillamarínAndrea GuzmanAún no hay calificaciones
- Laboratorio 2 HPOTDocumento5 páginasLaboratorio 2 HPOTAndrea GuzmanAún no hay calificaciones
- Manufactura AditivaDocumento19 páginasManufactura AditivaAndrea GuzmanAún no hay calificaciones
- Parcial Segundo CorteDocumento14 páginasParcial Segundo CorteAndrea GuzmanAún no hay calificaciones
- Examen Final Melf Grupo 1Documento34 páginasExamen Final Melf Grupo 1Andrea GuzmanAún no hay calificaciones
- ELEC+Virtual - Guia 03 - Circuito RLDocumento14 páginasELEC+Virtual - Guia 03 - Circuito RLAndrea GuzmanAún no hay calificaciones
- Informe 11 Soldadura 2 PDFDocumento7 páginasInforme 11 Soldadura 2 PDFAndrea GuzmanAún no hay calificaciones
- Informe 4 ExtrusiónDocumento4 páginasInforme 4 ExtrusiónAndrea GuzmanAún no hay calificaciones
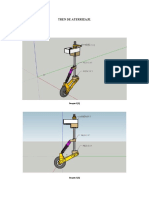
- Tren de AterrizajeDocumento3 páginasTren de AterrizajeAndrea GuzmanAún no hay calificaciones
- Motor de 4 CilindrosDocumento4 páginasMotor de 4 CilindrosAndrea GuzmanAún no hay calificaciones
- Laboratorio 2Documento11 páginasLaboratorio 2Daniel Perez MoralesAún no hay calificaciones
- Mezclas AsfálticasDocumento24 páginasMezclas AsfálticasNICOLL DANIELA RAMIREZ MENDOZAAún no hay calificaciones
- Modulo de Magnitudes BiofisicaDocumento9 páginasModulo de Magnitudes Biofisicagalilea academyAún no hay calificaciones
- Tarea 2 Diseño TridimensionalDocumento28 páginasTarea 2 Diseño TridimensionalPaul BenitezAún no hay calificaciones
- Ficha Tecnica Del Refrigerante RDocumento1 páginaFicha Tecnica Del Refrigerante RKaren Eliana Gutierrez HuahuasoncoAún no hay calificaciones
- P1-Metodología de Diseño-Repaso Terminología Naval PDFDocumento24 páginasP1-Metodología de Diseño-Repaso Terminología Naval PDFAndri Florez ParraAún no hay calificaciones
- Vectores 1° Parte.Documento7 páginasVectores 1° Parte.yurlenny alvaradoAún no hay calificaciones
- S02. - Práctica de VectoresDocumento6 páginasS02. - Práctica de VectoresLEYLA DEL ROSARIO REYES LOZANOAún no hay calificaciones
- Pin Pon, Capacidades FisicasDocumento7 páginasPin Pon, Capacidades Fisicasadriana tamayAún no hay calificaciones
- Propiedades ColigativasDocumento11 páginasPropiedades Coligativashanderson villahermosaAún no hay calificaciones
- Clase 6B - Aspectos Económicos en La FundiciónDocumento7 páginasClase 6B - Aspectos Económicos en La FundiciónokAún no hay calificaciones
- El Nervio de La VistaDocumento1 páginaEl Nervio de La VistaHugo Jaime Chauca TinocoAún no hay calificaciones
- Caso Práctico EstadisticaDocumento5 páginasCaso Práctico EstadisticaFlor Guadalupe Castellanos GuerreroAún no hay calificaciones
- Preguntas y Respuestas Magnetoterapia PDFDocumento5 páginasPreguntas y Respuestas Magnetoterapia PDFMireya Julio amayaAún no hay calificaciones
- 4 Guia-01 Mediciones 2017Documento10 páginas4 Guia-01 Mediciones 2017Dylan Julian GonzalezAún no hay calificaciones
- TransistoresDocumento4 páginasTransistoresThe SanRa ZmAún no hay calificaciones
- Reacciones Ácido-BaseDocumento6 páginasReacciones Ácido-BaseAngie GhAún no hay calificaciones
- Itm Tetrapolar PDFDocumento2 páginasItm Tetrapolar PDFyordy yglesiasAún no hay calificaciones
- Manual Filtros y Depósitos A Presión-02Documento12 páginasManual Filtros y Depósitos A Presión-02jose alberto sanchez torres100% (1)
- MRAVDocumento16 páginasMRAVTeodocio VegaAún no hay calificaciones
- Cinemática de Cuerpos Rígidos - Grupo N°5Documento77 páginasCinemática de Cuerpos Rígidos - Grupo N°5Rashell RoseroAún no hay calificaciones
- B20-Limpieza Con Chorro de ArenaDocumento2 páginasB20-Limpieza Con Chorro de Arenamario cordovaAún no hay calificaciones
- Micro CompDocumento2 páginasMicro CompDanielAún no hay calificaciones
- Movimiento Armonico Simple SelectividadDocumento36 páginasMovimiento Armonico Simple SelectividadAMYNNXXXX100% (1)
- Tabla 1. Act 1. Unidad 5Documento4 páginasTabla 1. Act 1. Unidad 5Itzel López EugenioAún no hay calificaciones
- Física Del UltrasonidoDocumento52 páginasFísica Del Ultrasonidoomar munguiaAún no hay calificaciones