También podría gustarte
- Tarot Viaje Arquetipico de Autodescubrimiento Manual de Estudio y LecturaDocumento130 páginasTarot Viaje Arquetipico de Autodescubrimiento Manual de Estudio y LecturaEL Empecinado100% (3)
- Historia Del PianoDocumento6 páginasHistoria Del PianoJavguitarAún no hay calificaciones
- Cursos de Melamina en TechnikalDocumento50 páginasCursos de Melamina en TechnikalCali_Don_GatoAún no hay calificaciones
- Guitar Rig 5 Manual Spanish PDFDocumento74 páginasGuitar Rig 5 Manual Spanish PDFRafael FreitesAún no hay calificaciones
- SILLARDocumento8 páginasSILLARGaby Patricia Espinoza Rosas100% (1)
- Proceso Productivo de Palo de EscobaDocumento24 páginasProceso Productivo de Palo de EscobajanieAún no hay calificaciones
- 1 Dinámica y Práctica AdministrativaDocumento9 páginas1 Dinámica y Práctica AdministrativaJosé Juan LH0% (1)
- Producción de TriplayDocumento15 páginasProducción de TriplayWilliam Beder Sandi Chavez100% (1)
- Manual Pilar PM PDFDocumento126 páginasManual Pilar PM PDFIVAN MENDOZAAún no hay calificaciones
- Examenes Costos UptDocumento8 páginasExamenes Costos Uptgscancer100% (3)
- Cómo Hacer Un Velador Con Cama para Mascota: MediaDocumento10 páginasCómo Hacer Un Velador Con Cama para Mascota: MediaKarlangas OsorioAún no hay calificaciones
- Rosa Angelica Cardoza Flores-2.2 Diseño para Facilidad de Manufactura y EnsambleDocumento5 páginasRosa Angelica Cardoza Flores-2.2 Diseño para Facilidad de Manufactura y EnsambleAngélica Cardoza100% (1)
- GÉNERO NARRATIVO Power 1Documento63 páginasGÉNERO NARRATIVO Power 1Cona SáezAún no hay calificaciones
- LOSA ALIGERADA Método de Los CoeficientesDocumento34 páginasLOSA ALIGERADA Método de Los CoeficientesWilson Fernando Parada LeonAún no hay calificaciones
- Exodoncia Cirugía PDFDocumento27 páginasExodoncia Cirugía PDFKora TenAún no hay calificaciones
- Curso Integrador - Semana 9Documento31 páginasCurso Integrador - Semana 9Fernando Ruiz100% (1)
- Materiales para Cielo FalsoDocumento5 páginasMateriales para Cielo FalsoJosue AlvaradoAún no hay calificaciones
- Cuentos FantasticosDocumento4 páginasCuentos FantasticosAntonella GonzálezAún no hay calificaciones
- Guia de Tambor StaveDocumento19 páginasGuia de Tambor Staveojvulluz100% (1)
- Ayudantía TabiqueDocumento7 páginasAyudantía TabiquefranciscaAún no hay calificaciones
- Análisis y Diseño de LosaDocumento26 páginasAnálisis y Diseño de LosaGuillermo BerriosAún no hay calificaciones
- TP 2Documento5 páginasTP 2analaura.letrasAún no hay calificaciones
- Clase 1 Imposición INGRAFDocumento15 páginasClase 1 Imposición INGRAFmorchelo78Aún no hay calificaciones
- ProformaDocumento3 páginasProformafidel alonsoAún no hay calificaciones
- Reporte de Proceso de Fabricación Lapiz Berol 2Documento3 páginasReporte de Proceso de Fabricación Lapiz Berol 2Tamara Vargas50% (2)
- PRACTICA 4 VolumenesDocumento2 páginasPRACTICA 4 VolumenesJuan PabloAún no hay calificaciones
- Guia de Ejercicios Dop Dap DRDocumento11 páginasGuia de Ejercicios Dop Dap DRJuan Luis Ranilla FloresAún no hay calificaciones
- Secador Solar de Tunel para CafeDocumento0 páginasSecador Solar de Tunel para Cafealvaro2k7Aún no hay calificaciones
- Teniendo en Cuenta El Diseño Presentado en La Semana 3Documento1 páginaTeniendo en Cuenta El Diseño Presentado en La Semana 3Ingrid GalindoAún no hay calificaciones
- Factor HombreDocumento7 páginasFactor HombreLeslie MermaAún no hay calificaciones
- Problemas de IMPOSICION DE PLIEGOSDocumento2 páginasProblemas de IMPOSICION DE PLIEGOSDBIDON100% (1)
- Proyecto de Microfinanza1Documento7 páginasProyecto de Microfinanza1Noelia GoltzAún no hay calificaciones
- Ejercicicios de Operaciones Unitarias AplicadasDocumento5 páginasEjercicicios de Operaciones Unitarias AplicadasAlbertMartinez0% (1)
- ProductividadDocumento1 páginaProductividadAlejandra GordoAún no hay calificaciones
- CO TE 09 Mueble - IslaDocumento13 páginasCO TE 09 Mueble - IslaJosef QuezadaAún no hay calificaciones
- Secuencia de Operaciones para Manufacturar Cada Parte Del ProductoDocumento13 páginasSecuencia de Operaciones para Manufacturar Cada Parte Del ProductoAna Paula Flórez VargasAún no hay calificaciones
- Bitácora Restauración V (X Semestre)Documento16 páginasBitácora Restauración V (X Semestre)Bianca CorderoAún no hay calificaciones
- Pañuelos LinDocumento24 páginasPañuelos LinIng Aguilar MendozaAún no hay calificaciones
- Calculo BaldosasDocumento6 páginasCalculo BaldosasfranciscomezadAún no hay calificaciones
- Informe CimalDocumento11 páginasInforme CimalBoris Edson Montaño AlcocerAún no hay calificaciones
- Proceso Productivo de Palo de EscobaDocumento24 páginasProceso Productivo de Palo de EscobaPlaneaciones Modelo EducativoAún no hay calificaciones
- Fabricación de Chapa y Tableros ContrachapadosDocumento13 páginasFabricación de Chapa y Tableros ContrachapadosJOSÉ ALEJANDRO TORRES CERRÓNAún no hay calificaciones
- D - Capítulo 2 FIBRA DE VIDRO 2022Documento36 páginasD - Capítulo 2 FIBRA DE VIDRO 2022Vinicius SantosAún no hay calificaciones
- ¿Cómo Hacer Un RoperoDocumento11 páginas¿Cómo Hacer Un RoperoHector R. MendozaAún no hay calificaciones
- Proyecto Individual. TPyEpDocumento26 páginasProyecto Individual. TPyEpMeridon AsleyAún no hay calificaciones
- Use Factorización y SimplificaciónDocumento4 páginasUse Factorización y SimplificaciónSANDRAAún no hay calificaciones
- Duoc Uc Guia Ejercicios Apu.Documento5 páginasDuoc Uc Guia Ejercicios Apu.Yesmy Valdivia FalconAún no hay calificaciones
- Cómo Calcular CerámicaDocumento7 páginasCómo Calcular Cerámicahorace50% (2)
- 2.2 Diseño para Facilidad de Manufactura y EnsambleDocumento5 páginas2.2 Diseño para Facilidad de Manufactura y EnsambleAngélica CardozaAún no hay calificaciones
- Enunciado de La MonografíaDocumento9 páginasEnunciado de La MonografíaNíckolas ValverdeAún no hay calificaciones
- Calc IntegralDocumento11 páginasCalc Integralmiguel Demetrio Balboa PalestinoAún no hay calificaciones
- CO-EX-07-Como Hacer Un Sillon de Madera para Terraza-1Documento9 páginasCO-EX-07-Como Hacer Un Sillon de Madera para Terraza-1rafaelpuaAún no hay calificaciones
- Tarea1 - Velasquez Velayarce - Edgar DanielDocumento4 páginasTarea1 - Velasquez Velayarce - Edgar DanielDaniel Velasquez VelayarceAún no hay calificaciones
- Ingeniería de MétodosDocumento5 páginasIngeniería de Métodosomar_braulioAún no hay calificaciones
- Cotización Cubierta y Estructura en Guadua - Omar ZorroDocumento5 páginasCotización Cubierta y Estructura en Guadua - Omar Zorroemiliozorro1979Aún no hay calificaciones
- Fabricación PalaDocumento20 páginasFabricación PalaEusebio MoralesAún no hay calificaciones
- Cajón Calculado para Tu CorsaDocumento4 páginasCajón Calculado para Tu CorsaHuitzi PuxtleAún no hay calificaciones
- Máquina Troqueladora de CajasDocumento135 páginasMáquina Troqueladora de CajasJulio CarreroAún no hay calificaciones
- Madera ReconstituidasDocumento20 páginasMadera ReconstituidasFrancisco CárcamoAún no hay calificaciones
- Actividade 5Documento2 páginasActividade 5Enrique Daniel Palacios JaraAún no hay calificaciones
- Entrega I Tecno IDocumento7 páginasEntrega I Tecno IDaniel Vasquez AguirreAún no hay calificaciones
- Modelo Parcial Nro 1 1Documento3 páginasModelo Parcial Nro 1 1manellijimeAún no hay calificaciones
- Monografia de Costos y PresupuestosDocumento4 páginasMonografia de Costos y PresupuestosHarvey TRAún no hay calificaciones
- Fabricación de MDF Especificaciones Técnicas Del MDF: Largo Ancho EspesorDocumento6 páginasFabricación de MDF Especificaciones Técnicas Del MDF: Largo Ancho EspesorBelen VistinAún no hay calificaciones
- Acero TrabajoDocumento19 páginasAcero TrabajoIsidoro Neyra CamposAún no hay calificaciones
- Actividad 2 30%Documento16 páginasActividad 2 30%Carlos C.Aún no hay calificaciones
- Presentacion Individual - Ovin PenagosDocumento19 páginasPresentacion Individual - Ovin PenagosJohn GustinezAún no hay calificaciones
- Fase 4 Colaborativo - Grupo - 101007 - 31 Version 27 de AbrilDocumento29 páginasFase 4 Colaborativo - Grupo - 101007 - 31 Version 27 de AbrilJohn GustinezAún no hay calificaciones
- Declaracion de Cumplimiento Del RETIE 2024Documento2 páginasDeclaracion de Cumplimiento Del RETIE 2024John GustinezAún no hay calificaciones
- Ejercicios de ProcesosDocumento1 páginaEjercicios de ProcesosJohn GustinezAún no hay calificaciones
- Camilla Elevadora Con Tornillo de Potencia Proyecto de MecanismosDocumento5 páginasCamilla Elevadora Con Tornillo de Potencia Proyecto de MecanismosJohn GustinezAún no hay calificaciones
- Trabajo DE ESTADÍSTICA DESCRIPTIVADocumento20 páginasTrabajo DE ESTADÍSTICA DESCRIPTIVAJohn GustinezAún no hay calificaciones
- Tipos de Compresores en RefrigeraciónDocumento7 páginasTipos de Compresores en RefrigeraciónJohn GustinezAún no hay calificaciones
- Evaluacion Neumatica UautonomaDocumento3 páginasEvaluacion Neumatica UautonomaJohn Gustinez0% (1)
- Practica Segundo Informe ElectrotecniaDocumento8 páginasPractica Segundo Informe ElectrotecniaJohn GustinezAún no hay calificaciones
- Velocidades y Avance para CorteDocumento7 páginasVelocidades y Avance para CorteJohn GustinezAún no hay calificaciones
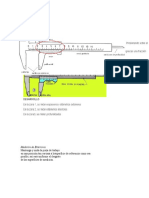
- Medición de ExterioresDocumento4 páginasMedición de ExterioresJohn GustinezAún no hay calificaciones
- 14 de Abril Día Del PanamericanismoDocumento2 páginas14 de Abril Día Del PanamericanismoRodriguez JesusAún no hay calificaciones
- TESIS II - S8 - Examen ParcialDocumento9 páginasTESIS II - S8 - Examen ParcialJosuéAún no hay calificaciones
- Cómo Se Escribe Una Página Web Bien Estructurada Modulo 5Documento70 páginasCómo Se Escribe Una Página Web Bien Estructurada Modulo 5JULIAN TRUJILLOAún no hay calificaciones
- TeoríSivananda Teoría Del Vedanta y Jñana Yoga Sadhanaa Del VedantaDocumento8 páginasTeoríSivananda Teoría Del Vedanta y Jñana Yoga Sadhanaa Del VedantaSonyAún no hay calificaciones
- Prueba Salida Propuesta UTECDocumento5 páginasPrueba Salida Propuesta UTECana ele canteroAún no hay calificaciones
- Primer InformeDocumento35 páginasPrimer InformeDiego ValenciaAún no hay calificaciones
- Tema 6 - La Amistad y El Secreto ProfesionalDocumento13 páginasTema 6 - La Amistad y El Secreto ProfesionalMariela Llusco CondoriAún no hay calificaciones
- Sistematización de La Campaña de Saneamiento AmbientalDocumento44 páginasSistematización de La Campaña de Saneamiento AmbientalACF-EAún no hay calificaciones
- 8 Test de Las 100 PreguntasDocumento0 páginas8 Test de Las 100 PreguntasPatricia PucaAún no hay calificaciones
- CB AuxiliaresDocumento157 páginasCB AuxiliaresArmandoGonzalezAún no hay calificaciones
- Lista Vin Autos Mercedes Benz - 4Documento3 páginasLista Vin Autos Mercedes Benz - 4Julieth TovarAún no hay calificaciones
- Ritter - Cantos de Sirena PDFDocumento27 páginasRitter - Cantos de Sirena PDFJimy InfanteAún no hay calificaciones
- Introduccion A Planificacion MineraDocumento45 páginasIntroduccion A Planificacion MineraGabriel Isaias Arregoces CarrilloAún no hay calificaciones
- K-Comunicación RecepciónDocumento5 páginasK-Comunicación RecepciónPili GorAún no hay calificaciones
- Nietzsche, MBM, prólogo (3)Documento3 páginasNietzsche, MBM, prólogo (3)Heny Roig MongeAún no hay calificaciones
- Carta de AtenasDocumento3 páginasCarta de AtenasMadelin Payano EncarnacionAún no hay calificaciones
- Tema 1 Presentación Del Silabo - Teoria Del ApegoDocumento28 páginasTema 1 Presentación Del Silabo - Teoria Del ApegoFiorella Del RioAún no hay calificaciones
- Acto PenitencialDocumento4 páginasActo PenitencialGreta MorrisAún no hay calificaciones
- Entregable 1 SeguridadDocumento9 páginasEntregable 1 SeguridadDaniel Toledo AlbuquerqueAún no hay calificaciones
- Tesis para Optar A Titulo de Contador PublicoDocumento115 páginasTesis para Optar A Titulo de Contador PublicoceciliaAún no hay calificaciones
- Libro 20 Preguntas Migraña (2) V FinalDocumento84 páginasLibro 20 Preguntas Migraña (2) V FinalHellfire BunnyAún no hay calificaciones
- Dirección de PersonasDocumento63 páginasDirección de Personasirene.aguirrezabalAún no hay calificaciones