También podría gustarte
- Proceso de Soldadura en CargadoresDocumento7 páginasProceso de Soldadura en CargadoresJuan CorderoAún no hay calificaciones
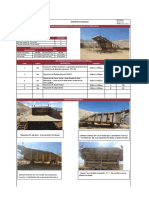
- Reporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Documento3 páginasReporte de Trabajo Tolva de Volquete Cat 793D VQTC51 - 21-01-2021Mario Conde VilcaAún no hay calificaciones
- Informe Proceso Soldeo Alerone y Paranates AntaminaDocumento27 páginasInforme Proceso Soldeo Alerone y Paranates AntaminaEdgar Calsina EstañaAún no hay calificaciones
- Inspeccion de Camion KOMATSU 730Documento1 páginaInspeccion de Camion KOMATSU 730Andree Ayma NuñezAún no hay calificaciones
- Procedimientos de soldadura en terrenoDocumento10 páginasProcedimientos de soldadura en terrenoAndree Ayma NuñezAún no hay calificaciones
- Usi-Sso-Pro-014 - Fabricacion e Instalacion de Laterales para Tolva CatDocumento8 páginasUsi-Sso-Pro-014 - Fabricacion e Instalacion de Laterales para Tolva CatedgarAún no hay calificaciones
- Usi-Sso-Pro-013 - Reparacion de Laterales de Canopy de Camion KomatsuDocumento6 páginasUsi-Sso-Pro-013 - Reparacion de Laterales de Canopy de Camion KomatsuedgarAún no hay calificaciones
- Procedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Documento8 páginasProcedimiento Repararacion - Fisura Tornamesa (GGD825 (Andina)Rodrigo CarizAún no hay calificaciones
- Go Secuencia de Reparación de Tolvas Komatsu 930eDocumento4 páginasGo Secuencia de Reparación de Tolvas Komatsu 930efloryanav1991Aún no hay calificaciones
- Aceros OteroDocumento64 páginasAceros OteroLalo SepulvedaAún no hay calificaciones
- Pauta Reparacion Balde Pc-5500bh Sin Numpara Preparación de MaterialesDocumento9 páginasPauta Reparacion Balde Pc-5500bh Sin Numpara Preparación de MaterialesMarión MichelleAún no hay calificaciones
- Alambre TubularDocumento17 páginasAlambre TubularEdwinCahuanaAún no hay calificaciones
- INDURA 6010 INDURA 230-S: Sistema Arco ManualDocumento1 páginaINDURA 6010 INDURA 230-S: Sistema Arco ManualAnonymous m43RBxOVZ2Aún no hay calificaciones
- Reparaciones de Balde y o Cambios de Porta Calzas Cargador 994K y 992KDocumento65 páginasReparaciones de Balde y o Cambios de Porta Calzas Cargador 994K y 992KJavii Patiño100% (1)
- Mannto de Camion 793b Cat PMDocumento158 páginasMannto de Camion 793b Cat PMManuel Pompa FloresAún no hay calificaciones
- Recuperación de BaldesDocumento30 páginasRecuperación de BaldesJesús Herbas GutierrezAún no hay calificaciones
- Reparación de Fisuras de Bisagras de BaldeDocumento2 páginasReparación de Fisuras de Bisagras de BaldeMarco BacianAún no hay calificaciones
- Fordsteel CatalogoDocumento38 páginasFordsteel Catalogo89manuelfAún no hay calificaciones
- Prersentacion Caex 930-E 3y4 CzoDocumento227 páginasPrersentacion Caex 930-E 3y4 CzoPaula Tapia AguilarAún no hay calificaciones
- 06 Balde de Pala MecánicaDocumento12 páginas06 Balde de Pala MecánicaCristian Segura Bidermann0% (1)
- 8018 C 1Documento1 página8018 C 1Alejandro Esteban Chelen ParraAún no hay calificaciones
- 1006017-ALAMBRE 71V 116 (16 MM) INDURADocumento2 páginas1006017-ALAMBRE 71V 116 (16 MM) INDURAErix Alcayaga GonzalezAún no hay calificaciones
- WpsDocumento1 páginaWpsJhordann EspinozaAún no hay calificaciones
- Motor Perkins 4Documento16 páginasMotor Perkins 4Durand Cerna J EmilianoAún no hay calificaciones
- Tolva para Camiones de La Gran MineríaDocumento24 páginasTolva para Camiones de La Gran MineríaDe Lacruz KevinAún no hay calificaciones
- Gantt Tolva 793Documento1 páginaGantt Tolva 793Carlos RosasAún no hay calificaciones
- Oferta Económica Doc. A B C y DDocumento158 páginasOferta Económica Doc. A B C y DEmpresa ConstructoraAún no hay calificaciones
- Operacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFDocumento281 páginasOperacion y Mantenimiento WA1200-3 JAPAN O&M Spanish PDFEdin Raul Yalle Rafael100% (1)
- Manual Grupos Ensamblajes Pala Hidraulica Pc5500 KomatsuDocumento30 páginasManual Grupos Ensamblajes Pala Hidraulica Pc5500 Komatsuolaffsebastian100% (1)
- 1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuDocumento10 páginas1.-Pets 01 Cambio - de - Piso - de - Impacto - de - Tolva (Camion 730 E) - KomatsuKjatunMayu GutierrezAún no hay calificaciones
- Plegable Soldadura Aplicaciones Especiales Ed1 PDFDocumento2 páginasPlegable Soldadura Aplicaciones Especiales Ed1 PDFClaudio ApablazaAún no hay calificaciones
- Grupo de PreciosDocumento34 páginasGrupo de PreciosnelsonAún no hay calificaciones
- PERFORADORASDocumento3 páginasPERFORADORASIris Huamani MartinezAún no hay calificaciones
- Informe Proyecto de Cambio de Blindajes Del CucahDocumento9 páginasInforme Proyecto de Cambio de Blindajes Del CucahJesus89fimAún no hay calificaciones
- Wps EjemploDocumento1 páginaWps EjemploJonatan Goicochea BaconAún no hay calificaciones
- Material Del Estudiante II Parte 793FDocumento118 páginasMaterial Del Estudiante II Parte 793Fmarcelo cuelloAún no hay calificaciones
- m2 106 6x4 CortoDocumento2 páginasm2 106 6x4 CortotamakunAún no hay calificaciones
- Brochure Kansha Group PDFDocumento42 páginasBrochure Kansha Group PDFFrancisco Caceda QuispeAún no hay calificaciones
- Nucleotec2222 PDFDocumento1 páginaNucleotec2222 PDFJuan CarlosAún no hay calificaciones
- Propuesta Técnica Del Servicio - Camion 785C PDFDocumento11 páginasPropuesta Técnica Del Servicio - Camion 785C PDFHIDRAULICAAún no hay calificaciones
- HOJA DE CONTROL - REPARACIÓN TOVAL 793D - Rev.0Documento67 páginasHOJA DE CONTROL - REPARACIÓN TOVAL 793D - Rev.0Planeamiento Antapaccay100% (1)
- Inspecciones de equipos mineros y mantenimientoDocumento77 páginasInspecciones de equipos mineros y mantenimientoAnonymous tV1FhZqCAún no hay calificaciones
- Presupuesto Armado Tolva DT Hi-Load CAT 793Documento6 páginasPresupuesto Armado Tolva DT Hi-Load CAT 793RimbertAún no hay calificaciones
- Procedimiento General de Armado - Tolvas Flalt Rack Phase IXDocumento33 páginasProcedimiento General de Armado - Tolvas Flalt Rack Phase IXRimbertAún no hay calificaciones
- Cambio de poste porta barra perforadorasDocumento30 páginasCambio de poste porta barra perforadoraspadopulos9400Aún no hay calificaciones
- Reparación tolva volquete 793DDocumento3 páginasReparación tolva volquete 793DMario Conde VilcaAún no hay calificaciones
- Opcion de ProyectoDocumento41 páginasOpcion de ProyectoBryan GaribayAún no hay calificaciones
- Ins-Man-Cmz-011 Cambio Sprocket Motriz Rev 1Documento16 páginasIns-Man-Cmz-011 Cambio Sprocket Motriz Rev 1Juventud SalinasAún no hay calificaciones
- Diagrama de Gantt de Reparacion de Cucharon P&H 4100 STD 29-07-18Documento1 páginaDiagrama de Gantt de Reparacion de Cucharon P&H 4100 STD 29-07-18Mario Conde VilcaAún no hay calificaciones
- Flextec 650Documento36 páginasFlextec 650Alex GarciaAún no hay calificaciones
- d75ks ServDocumento551 páginasd75ks ServEdin raul Yalle rafael100% (1)
- JFE-EVERHARD - Plancha de Acero Resistente A La Abrasión. - CompressedDocumento12 páginasJFE-EVERHARD - Plancha de Acero Resistente A La Abrasión. - CompressedMiguel Angel Segovia TejadaAún no hay calificaciones
- Matriz de Formatos de Planchas de Blindaje de Bucket LT2350 - Las BambasDocumento3 páginasMatriz de Formatos de Planchas de Blindaje de Bucket LT2350 - Las BambasPlaneamiento AntapaccayAún no hay calificaciones
- Elementos Desgaste Flota Eeaa y Balde 994Documento39 páginasElementos Desgaste Flota Eeaa y Balde 994nelsonAún no hay calificaciones
- 646 XHD Ficha TecnicaDocumento1 página646 XHD Ficha TecnicaJulio GonzalesAún no hay calificaciones
- Informe CII 018Documento6 páginasInforme CII 018rpumacayovAún no hay calificaciones
- D&c-It-01 Muros de Tablaroca PDFDocumento8 páginasD&c-It-01 Muros de Tablaroca PDFJesus HerediaAún no hay calificaciones
- Eixos Cardan ESP 0998Documento15 páginasEixos Cardan ESP 0998JosmellDanteAún no hay calificaciones
- Reparación de Balde de Carga N°4Documento9 páginasReparación de Balde de Carga N°4slam9Aún no hay calificaciones
- Herramientas de Servicio SIGNATURE - ISX QSX15 ISX15 X15 Julio 30 de 2023Documento86 páginasHerramientas de Servicio SIGNATURE - ISX QSX15 ISX15 X15 Julio 30 de 2023Ingeniero de entrenamiento y capacitaciónAún no hay calificaciones
- 1 Informe de Inspección Estructural Teck Quebrada BlancaDocumento13 páginas1 Informe de Inspección Estructural Teck Quebrada Blancacarlos zavalaAún no hay calificaciones
- Informe estructural equipo minero Teck Quebrada BlancaDocumento8 páginasInforme estructural equipo minero Teck Quebrada Blancacarlos zavalaAún no hay calificaciones
- PGM.S48 - DifusiónDocumento6 páginasPGM.S48 - Difusióncarlos zavalaAún no hay calificaciones
- Reflexión personal respecto al pacto de compromisoDocumento1 páginaReflexión personal respecto al pacto de compromisocarlos zavalaAún no hay calificaciones
- Informe Técnico Caex 739Documento12 páginasInforme Técnico Caex 739carlos zavalaAún no hay calificaciones
- 07 Apóstol PabloDocumento12 páginas07 Apóstol Pablocarlos zavalaAún no hay calificaciones
- 03 DonesDocumento6 páginas03 Donescarlos zavalaAún no hay calificaciones
- 04 Historia de IsraelDocumento10 páginas04 Historia de Israelcarlos zavalaAún no hay calificaciones
- 08 Preguntas en La BibliaDocumento9 páginas08 Preguntas en La Bibliacarlos zavalaAún no hay calificaciones
- 13 Síntesis Del N.TDocumento1 página13 Síntesis Del N.Tcarlos zavalaAún no hay calificaciones
- 05 de Malaquías A CristoDocumento6 páginas05 de Malaquías A Cristocarlos zavalaAún no hay calificaciones
- 06 Los ProfetasDocumento5 páginas06 Los Profetascarlos zavalaAún no hay calificaciones
- Altar al Dios desconocido en AtenasDocumento14 páginasAltar al Dios desconocido en AtenasClaudio Bravo NúñezAún no hay calificaciones
- 02 La Iglesia y Su HistoriaDocumento29 páginas02 La Iglesia y Su Historiacarlos zavalaAún no hay calificaciones
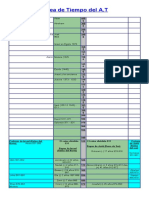
- 14 Cronología Del A.TDocumento18 páginas14 Cronología Del A.Tcarlos zavalaAún no hay calificaciones
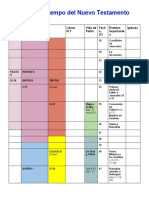
- 15 Cronología Del N.TDocumento8 páginas15 Cronología Del N.Tcarlos zavalaAún no hay calificaciones
- Palabras Claves de La BibliaDocumento7 páginasPalabras Claves de La BibliaIsabel GalvanAún no hay calificaciones
- 10 Línea de Tiempo ATDocumento4 páginas10 Línea de Tiempo ATcarlos zavalaAún no hay calificaciones
- 9 Textos Antiguos y ATDocumento9 páginas9 Textos Antiguos y ATcarlos zavalaAún no hay calificaciones
- 8 La Ley TorahDocumento15 páginas8 La Ley Torahcarlos zavalaAún no hay calificaciones
- 12 Síntesis Del A.TDocumento2 páginas12 Síntesis Del A.Tcarlos zavalaAún no hay calificaciones
- Los 400 Años de SilencioDocumento12 páginasLos 400 Años de SilencioLuis Libassi100% (3)
- 11 Línea de Tiempo NTDocumento4 páginas11 Línea de Tiempo NTcarlos zavalaAún no hay calificaciones
- 1 IntroducciónDocumento2 páginas1 Introduccióncarlos zavalaAún no hay calificaciones
- 2 Gráficos BíbliaDocumento19 páginas2 Gráficos Bíbliacarlos zavalaAún no hay calificaciones
- 6 Biblia & CienciaDocumento23 páginas6 Biblia & Cienciacarlos zavalaAún no hay calificaciones
- Evaluación de Aprendizaje - PREXORDocumento2 páginasEvaluación de Aprendizaje - PREXORcarlos zavalaAún no hay calificaciones
- 250 Acontecimientos en La Vida de Jesús en Armonía Con Los EvangeliosDocumento8 páginas250 Acontecimientos en La Vida de Jesús en Armonía Con Los EvangeliosAnonymous ik22Cb100% (2)
- 4 Contenido de La BibliaDocumento10 páginas4 Contenido de La Bibliacarlos zavalaAún no hay calificaciones
- Principios Biblicos Creencias y Prácticas de La IDP11Documento156 páginasPrincipios Biblicos Creencias y Prácticas de La IDP11luis valencia100% (2)
- Actividad #8Documento3 páginasActividad #8Ilsy Caballero ErazoAún no hay calificaciones
- Gases RealesDocumento7 páginasGases RealesPablo Elias Suarez RoaAún no hay calificaciones
- Asertividad EmpresarialDocumento3 páginasAsertividad EmpresarialCindy Castellar EscorciaAún no hay calificaciones
- Reglamento Bingo Octubre 051022Documento3 páginasReglamento Bingo Octubre 051022Andres Moncayo C.Aún no hay calificaciones
- Sintesis Alejo VargasDocumento1 páginaSintesis Alejo VargasMarialejandra EsguerraAún no hay calificaciones
- Tipos de MonitoresDocumento4 páginasTipos de Monitoresdavid2604Aún no hay calificaciones
- Producción masiva fitoplancton zooplancton acuaculturaDocumento60 páginasProducción masiva fitoplancton zooplancton acuaculturaMarco Martinez S100% (4)
- Mano de ObraDocumento28 páginasMano de ObraDuvan GuevaraAún no hay calificaciones
- Hotel Rural La Estancia título para análisis situación actualDocumento52 páginasHotel Rural La Estancia título para análisis situación actualvalentino serranoAún no hay calificaciones
- 3.3 Estimación de CostosDocumento4 páginas3.3 Estimación de Costosmery ruizAún no hay calificaciones
- Mecanismos de Transmisión de Un Motor de ArranqueDocumento4 páginasMecanismos de Transmisión de Un Motor de ArranqueOdaliz Salazar100% (1)
- Taller Opcional Tablas de Freceuncias Con Datos No AgrupadosDocumento3 páginasTaller Opcional Tablas de Freceuncias Con Datos No AgrupadosJuan Manuel Muñoz MesaAún no hay calificaciones
- Introduccion A Deswik CAD (127-130)Documento4 páginasIntroduccion A Deswik CAD (127-130)Jasper EscuroAún no hay calificaciones
- Tarea 1 SucesionesDocumento5 páginasTarea 1 Sucesionesjulio muñozAún no hay calificaciones
- Exportación de arándanos azules a EE.UUDocumento7 páginasExportación de arándanos azules a EE.UUKarina Vilca ApazaAún no hay calificaciones
- CV UrquizaDocumento11 páginasCV UrquizaJimmy VentoAún no hay calificaciones
- Licitación - Plan de Oferta Real PDFDocumento35 páginasLicitación - Plan de Oferta Real PDFJORGE PORFIRIO VALENCIA PINEDAAún no hay calificaciones
- CF Constenla VKDocumento144 páginasCF Constenla VKdiegorpeAún no hay calificaciones
- Guía - de - Apoyo - Didáctico Respuestas ContabilidadDocumento148 páginasGuía - de - Apoyo - Didáctico Respuestas ContabilidadAgustin ZampattiAún no hay calificaciones
- C.A LorenaDocumento5 páginasC.A LorenaSahudali SanzAún no hay calificaciones
- Instructivo Sistema Recuperacion de CloroDocumento3 páginasInstructivo Sistema Recuperacion de CloroAyala EdAún no hay calificaciones
- PPC Proceso 20-21-18339 244279011 74376497Documento62 páginasPPC Proceso 20-21-18339 244279011 74376497Juan Sebastián Mahecha RiveraAún no hay calificaciones
- Trabajo FinalDocumento457 páginasTrabajo FinalMelanny AndradeAún no hay calificaciones
- Silabo PLC Formato Espe 2016 v2Documento6 páginasSilabo PLC Formato Espe 2016 v2John Andrés TrujilloAún no hay calificaciones
- Giancarlo VelasquezDocumento2 páginasGiancarlo VelasquezAlexa Velasquez AbadAún no hay calificaciones
- CORUBRICSDocumento21 páginasCORUBRICSErika GrandaAún no hay calificaciones
- Accu-208 Material 001Documento35 páginasAccu-208 Material 001Julio cesar Saico condoAún no hay calificaciones
- Tratamiento terciario microalgas 25m3Documento4 páginasTratamiento terciario microalgas 25m3stefany lastraAún no hay calificaciones
- Inscripción PatronalDocumento17 páginasInscripción PatronalluismankoAún no hay calificaciones
- INEI. Poblacion Peru 2016Documento2 páginasINEI. Poblacion Peru 2016Daniela Sofía P. AlarcónAún no hay calificaciones