También podría gustarte
- SmawDocumento125 páginasSmawJonathan Javier100% (1)
- FOGP-V20 Liberación de Anclajes Activos v02Documento6 páginasFOGP-V20 Liberación de Anclajes Activos v02Lorena GomezAún no hay calificaciones
- E70t 4Documento1 páginaE70t 4Albe Cibia100% (1)
- TRABAJO FINAL SRE Aldair TumayDocumento8 páginasTRABAJO FINAL SRE Aldair Tumaytumayanderson71Aún no hay calificaciones
- Tr1 de Normas y Codigos Estructurales - AcostaDocumento10 páginasTr1 de Normas y Codigos Estructurales - AcostabocanegraculquitantealexanderjAún no hay calificaciones
- Acero Al C-Mo y Cr-MoDocumento1 páginaAcero Al C-Mo y Cr-MoRoberto Alfredo Avila VidalAún no hay calificaciones
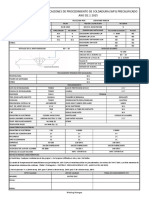
- WPS - Smaw-Paecia-01-2021 TopeDocumento1 páginaWPS - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- Calificacion 3GDocumento2 páginasCalificacion 3GAsd100% (1)
- Clasificaccion ElectrodosDocumento33 páginasClasificaccion Electrodosgiovannyvaron100% (1)
- Materiales de Soldadura de Aporte Aceros XAR PDFDocumento1 páginaMateriales de Soldadura de Aporte Aceros XAR PDFbernardoAún no hay calificaciones
- Deflexion, Pandeo y SoldaduraDocumento19 páginasDeflexion, Pandeo y SoldaduraJeferson Calderon YalleAún no hay calificaciones
- 2do Preguntas Examen TECNODocumento12 páginas2do Preguntas Examen TECNOOtidnanref EkilAún no hay calificaciones
- Cabellero EsDocumento83 páginasCabellero EsHugo Ferro CuellarAún no hay calificaciones
- Alambre Tubular Auto-Protegido Una Opción en La Soldadura Semi-Automática.Documento2 páginasAlambre Tubular Auto-Protegido Una Opción en La Soldadura Semi-Automática.WELD - TECHAún no hay calificaciones
- Informe GmawDocumento12 páginasInforme GmawCesar Caceres100% (1)
- Comparación de Normas Internacionales Worldwide Steel GradeDocumento10 páginasComparación de Normas Internacionales Worldwide Steel GradeRafael GonzalezAún no hay calificaciones
- Procedimiento para Ejecución de SoldadurasDocumento8 páginasProcedimiento para Ejecución de SoldadurasILeanaQuirozPonceAún no hay calificaciones
- Catalogo ConarcoDocumento24 páginasCatalogo ConarcoGuilherme GomesAún no hay calificaciones
- Tenacito 110plusDocumento1 páginaTenacito 110plusYonathan Ricardo Leo KxAún no hay calificaciones
- SUMITEN780SDocumento42 páginasSUMITEN780SLuis Chiara LoayzaAún no hay calificaciones
- Defectos 2Documento34 páginasDefectos 2francescoAún no hay calificaciones
- Defectos SmawDocumento11 páginasDefectos SmawOrlando Delgado HuamaliAún no hay calificaciones
- v350 Factory y ConstrucciónDocumento7 páginasv350 Factory y ConstrucciónEric RamirezAún no hay calificaciones
- Cuadro Conclusiones SoldaduraDocumento8 páginasCuadro Conclusiones SoldaduraJavier Ramírez Vera100% (1)
- CT WPS Smaw 004Documento2 páginasCT WPS Smaw 004jean carlosAún no hay calificaciones
- 152 - Hardox - 500 - MX - Ficha Tecnica PDFDocumento2 páginas152 - Hardox - 500 - MX - Ficha Tecnica PDFAgustin Chavez0% (1)
- Accesorios de Hierro DúctilDocumento59 páginasAccesorios de Hierro DúctilNorides ChiariAún no hay calificaciones
- Relación Metal Base-Metal de AporteDocumento2 páginasRelación Metal Base-Metal de AporteRaimundo Ignacio Valenzuela Serrano50% (2)
- HT 207 Ok Tigrod 12 64 Ed 09 PDFDocumento1 páginaHT 207 Ok Tigrod 12 64 Ed 09 PDFrafacardAún no hay calificaciones
- Electrodos RevestidosDocumento7 páginasElectrodos Revestidosrobert14sil67% (3)
- Homologacion de Procedimiento de SoldaduraDocumento106 páginasHomologacion de Procedimiento de SoldaduraAlvaro GapAún no hay calificaciones
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAún no hay calificaciones
- Abg-Wps-001 Precalificado (T & F) D1.1 2015Documento2 páginasAbg-Wps-001 Precalificado (T & F) D1.1 2015leonardo rincon100% (1)
- Clasificacion de Los AcerosDocumento13 páginasClasificacion de Los AcerosJaime Alfonso Gonzalez Vivas100% (1)
- Porosidad VermicularDocumento1 páginaPorosidad VermicularErica Johana Rincon VidalAún no hay calificaciones
- Radiografia Industria1l Nivel11Documento183 páginasRadiografia Industria1l Nivel11PercyAlexander100% (1)
- 5° y 6° PLAN ESTUD. 2023 METALURGIA - ResolviendoDocumento13 páginas5° y 6° PLAN ESTUD. 2023 METALURGIA - ResolviendoJhon MoralesAún no hay calificaciones
- Informe Soldadura SAWDocumento1 páginaInforme Soldadura SAWChristian Castro Mh100% (1)
- Fallos en SoldaduraDocumento14 páginasFallos en SoldaduraPedro León Sandoval100% (1)
- Especificación de Materiales de Acuerdo A Su Composición y Empleo PDFDocumento1 páginaEspecificación de Materiales de Acuerdo A Su Composición y Empleo PDFFa Ch100% (1)
- AWS Grupos de ElectrodosDocumento2 páginasAWS Grupos de ElectrodosLorTeNorAún no hay calificaciones
- La Tecnología GOLDD EspañolDocumento3 páginasLa Tecnología GOLDD EspañolEddy Norman Benites DelgadoAún no hay calificaciones
- Sms ConexionesDocumento4 páginasSms ConexionesChemicalProgrammerAún no hay calificaciones
- Fcaw 3G-003-17Documento12 páginasFcaw 3G-003-17Alex DE LA CruzAún no hay calificaciones
- Alambres Electrodos GmawDocumento12 páginasAlambres Electrodos GmawJulian MarinAún no hay calificaciones
- WPS - 01-16Documento2 páginasWPS - 01-16denys.castanedatAún no hay calificaciones
- Evaluacion de Admision Ingeniero QaDocumento27 páginasEvaluacion de Admision Ingeniero QaJuan Pablo Perdomo OrtizAún no hay calificaciones
- Normas Generales de Uso TORONDocumento65 páginasNormas Generales de Uso TORONEDWIN BALBUENAAún no hay calificaciones
- Reporte Radiografico RT 01 19Documento2 páginasReporte Radiografico RT 01 19Aidee Leon AlmeidaAún no hay calificaciones
- CURSO VT - 02 SoldadurasDocumento16 páginasCURSO VT - 02 SoldadurasJohana BarreraAún no hay calificaciones
- Preguntas de SoldaduraDocumento6 páginasPreguntas de SoldaduraChärly ZumbäAún no hay calificaciones
- Acero 2316Documento8 páginasAcero 2316DanielJoseLancherosAún no hay calificaciones
- NTC5401 PDFDocumento74 páginasNTC5401 PDFjavoidea6965260% (1)
- Indura 90 - Aws E-6013Documento1 páginaIndura 90 - Aws E-6013Anthony BeltranAún no hay calificaciones
- Clasificacion AWS Consumibles 2020Documento52 páginasClasificacion AWS Consumibles 2020Juan GranaraAún no hay calificaciones
- Cuestionario SoldaduraDocumento9 páginasCuestionario SoldadurawalterAún no hay calificaciones
- Nomenclatura de Electrodos y Su AplicaciónDocumento6 páginasNomenclatura de Electrodos y Su AplicaciónTAPUYO CHAPIRO DARWINAún no hay calificaciones
- Clasificacion Aws ElectrodosDocumento5 páginasClasificacion Aws ElectrodosGB MayAún no hay calificaciones
- Norma Aws A5Documento4 páginasNorma Aws A5Cristian Joaquin ZegarraAún no hay calificaciones
- Semana 4 Metales de AporteDocumento67 páginasSemana 4 Metales de AporteYubert Edisson Huanca LimaAún no hay calificaciones
- RMV ARA San JuanDocumento37 páginasRMV ARA San JuanMauricio CarestiaAún no hay calificaciones
- Aspectos Basicos de Las Uniones soldadas-RVDocumento11 páginasAspectos Basicos de Las Uniones soldadas-RVMauricio CarestiaAún no hay calificaciones
- 2-Clasificacion de ConsumiblesDocumento3 páginas2-Clasificacion de ConsumiblesMauricio CarestiaAún no hay calificaciones
- 4-Deterioros de Los ElectrodosDocumento4 páginas4-Deterioros de Los ElectrodosMauricio CarestiaAún no hay calificaciones
- 3-Tipos de Electrodos PDFDocumento4 páginas3-Tipos de Electrodos PDFMauricio CarestiaAún no hay calificaciones
- Partes de Un Hot TapDocumento17 páginasPartes de Un Hot TapVictor LopezAún no hay calificaciones
- EDA Evaluación Directa AmpliadaDocumento31 páginasEDA Evaluación Directa AmpliadaMauricio CarestiaAún no hay calificaciones
- 1-Consumibles para Soldadura ElectricaDocumento11 páginas1-Consumibles para Soldadura ElectricaNLA838Aún no hay calificaciones
- Soldadura Por Arco Constrenido Con Electrodo de Tungsteno y Proteccion Gaseosa - PAW PDFDocumento4 páginasSoldadura Por Arco Constrenido Con Electrodo de Tungsteno y Proteccion Gaseosa - PAW PDFEdgargarAún no hay calificaciones
- Proceso GMAWDocumento19 páginasProceso GMAWMauricio CarestiaAún no hay calificaciones
- Proceso EGW11Documento3 páginasProceso EGW11Mauricio CarestiaAún no hay calificaciones
- Proceso GTAWDocumento23 páginasProceso GTAWMauricio CarestiaAún no hay calificaciones
- Soldadura Por Arco Sumergido - SAW PDFDocumento5 páginasSoldadura Por Arco Sumergido - SAW PDFEdgargarAún no hay calificaciones
- Descripcion de Discontinuidades PDFDocumento8 páginasDescripcion de Discontinuidades PDFMauricio CarestiaAún no hay calificaciones
- CatalogoDanco - VálvulasDocumento11 páginasCatalogoDanco - VálvulasMauricio CarestiaAún no hay calificaciones
- 1-Modos de Falla en Componentes EstructuralesDocumento8 páginas1-Modos de Falla en Componentes EstructuralesEL_MELIAún no hay calificaciones
- Introduccion A La Metalurgia3 PDFDocumento17 páginasIntroduccion A La Metalurgia3 PDFbernacasbasAún no hay calificaciones
- 2.1-Soldabilidad de Los MetalesDocumento15 páginas2.1-Soldabilidad de Los MetalesEl_GasistaAún no hay calificaciones
- Emisión Acustica Testing ArgentinaDocumento34 páginasEmisión Acustica Testing ArgentinaMauricio CarestiaAún no hay calificaciones
- Metalurgia 2Documento17 páginasMetalurgia 2Mauricio CarestiaAún no hay calificaciones
- Diapositivas Metalurgia 1Documento10 páginasDiapositivas Metalurgia 1Mauricio CarestiaAún no hay calificaciones
- Dina TecnicaDocumento77 páginasDina TecnicaMauricio CarestiaAún no hay calificaciones
- Presentación FamiqDocumento14 páginasPresentación FamiqMauricio Carestia100% (1)
- Catalogo - Odorizadores - MIRBLADocumento17 páginasCatalogo - Odorizadores - MIRBLAMauricio CarestiaAún no hay calificaciones
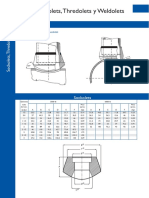
- ThredoletsDocumento2 páginasThredoletsJuan Pablo Sanchez MelgarejoAún no hay calificaciones
- Diapositivas AWS D1.1 PDFDocumento33 páginasDiapositivas AWS D1.1 PDFMauricio CarestiaAún no hay calificaciones
- 03 CorrosionDocumento16 páginas03 CorrosionDenis EscobarAún no hay calificaciones
- 259Documento20 páginas259Sharon FreemanAún no hay calificaciones
- Catálogo PEADDocumento34 páginasCatálogo PEADJavier AriasAún no hay calificaciones
- Soldadura-Calificación de Los Procesos PDFDocumento135 páginasSoldadura-Calificación de Los Procesos PDFMauricio Carestia100% (1)
- Guía de Laboratorio Tiempo de Cocción de Una TortaDocumento2 páginasGuía de Laboratorio Tiempo de Cocción de Una TortaErnesto Alejandro Martinez VasquezAún no hay calificaciones
- Aspectos e Impactos AmbientalesDocumento26 páginasAspectos e Impactos AmbientalesLiliveth Martinez Galvan100% (1)
- Aforador ParshallDocumento15 páginasAforador ParshallMaria TaipeAún no hay calificaciones
- RoscasDocumento19 páginasRoscasJose GomezAún no hay calificaciones
- Volante PickupDocumento2 páginasVolante PickupynogalesAún no hay calificaciones
- 1° Primer GradoDocumento80 páginas1° Primer GradoMiss YarimaAún no hay calificaciones
- Guía de Laboratorio Loayza Yepez Krisdaniel HoguerDocumento110 páginasGuía de Laboratorio Loayza Yepez Krisdaniel HoguerLoayza Yepez Krisdaniel HoguerAún no hay calificaciones
- Planes de Contingencia LogisticosDocumento122 páginasPlanes de Contingencia LogisticoswilmerzuluagaAún no hay calificaciones
- CUADERNO de INFORMES 1 Mantenimiento Basico Del MotorDocumento13 páginasCUADERNO de INFORMES 1 Mantenimiento Basico Del MotorRobert Rivertte GoicocheaAún no hay calificaciones
- Estructuras de Salida Del EstanqueDocumento51 páginasEstructuras de Salida Del EstanqueArturoAgudeloAún no hay calificaciones
- Relación de Protocolos de PruebasDocumento2 páginasRelación de Protocolos de PruebasLady Robles MendozaAún no hay calificaciones
- Electricidad Grupo 4Documento30 páginasElectricidad Grupo 4Wagner Luis PONCE CASTILLOAún no hay calificaciones
- Diseño de Tanque ElevadoDocumento90 páginasDiseño de Tanque ElevadoElmer Totocayo100% (2)
- Fds - Compitt Foam - Rev02Documento5 páginasFds - Compitt Foam - Rev02pablodaniel.sotoAún no hay calificaciones
- WifiSlax-Linset (Wpa-Wpa2) - Hackeo de RedesDocumento8 páginasWifiSlax-Linset (Wpa-Wpa2) - Hackeo de Redesdiego2190Aún no hay calificaciones
- Trabajo Final Abastos TE2Documento141 páginasTrabajo Final Abastos TE2Julio HuamanAún no hay calificaciones
- Censo de Carga EléctricaDocumento4 páginasCenso de Carga EléctricaJefferson Moreno100% (1)
- Fatiga de Mezclas Asfálticas, AMAAC (Jesus Alonso)Documento71 páginasFatiga de Mezclas Asfálticas, AMAAC (Jesus Alonso)Ivan Morales AguilarAún no hay calificaciones
- Tarea 6Documento5 páginasTarea 6José AguirreAún no hay calificaciones
- CV Ronald Centurión CórdovaDocumento6 páginasCV Ronald Centurión CórdovaJuan Carlos Salgado SifuentesAún no hay calificaciones
- Ejercicio Basico de Circuitos IntegradosDocumento5 páginasEjercicio Basico de Circuitos IntegradosDanielAún no hay calificaciones
- Capitulo 4Documento86 páginasCapitulo 4AngelPGAún no hay calificaciones
- Análisis ElementalDocumento28 páginasAnálisis ElementalRosarioJuyoSalazarAún no hay calificaciones
- Señales Horizontales PDFDocumento1 páginaSeñales Horizontales PDFAn CabAún no hay calificaciones
- APQD-214 - CUADERNO DE INFORMES (1) Original SEMANA 2Documento8 páginasAPQD-214 - CUADERNO DE INFORMES (1) Original SEMANA 2Victor LazarteAún no hay calificaciones
- Amazon Web ServicesDocumento7 páginasAmazon Web Servicesorejas123Aún no hay calificaciones
- Presentación 1Documento9 páginasPresentación 1ronal mendoza vegaAún no hay calificaciones
- ASM4Documento180 páginasASM4CarlosalvAún no hay calificaciones
- Infografía Final PDFDocumento1 páginaInfografía Final PDFDana SierraAún no hay calificaciones
- Control de Pozos Aguas ProfundasDocumento11 páginasControl de Pozos Aguas ProfundasIngrid Pgg100% (1)