También podría gustarte
- ¿A Qué Familia de Alma PertenezcoDocumento6 páginas¿A Qué Familia de Alma PertenezconajacrAún no hay calificaciones
- Preparacion Mecanica de MineralesDocumento237 páginasPreparacion Mecanica de MineralesDiego Díaz LeónAún no hay calificaciones
- Informe CalicheDocumento21 páginasInforme CalicheMaria Yaupi100% (1)
- Tipos de TrabajadoresDocumento2 páginasTipos de Trabajadorescarlos_morales141488% (16)
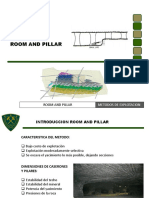
- Room and PillarDocumento68 páginasRoom and PillarDiego Díaz León0% (1)
- Guia de Ejercicios Carguio Transporte y PDFDocumento16 páginasGuia de Ejercicios Carguio Transporte y PDFDiego Díaz LeónAún no hay calificaciones
- Serv. Min. - Drenaje Mina SubtDocumento15 páginasServ. Min. - Drenaje Mina SubtDiego Díaz LeónAún no hay calificaciones
- 10 Open PitDocumento134 páginas10 Open PitDiego Díaz LeónAún no hay calificaciones
- 2016cont 2-Presión y Manometría IlDocumento60 páginas2016cont 2-Presión y Manometría IlDiego Díaz LeónAún no hay calificaciones
- Analisis de Las Tecnologías TermosolaresDocumento81 páginasAnalisis de Las Tecnologías Termosolaresangeliart46Aún no hay calificaciones
- Evaluacion SST y Medio Ambiente Final 100 - CompressDocumento4 páginasEvaluacion SST y Medio Ambiente Final 100 - CompressJose Abraham CHACON HEREDIAAún no hay calificaciones
- 5 ReinosDocumento1 página5 ReinosStayce VerneAún no hay calificaciones
- Practica Examen Termodinamica IIDocumento7 páginasPractica Examen Termodinamica IIDiego Quesada CoronadoAún no hay calificaciones
- Actividad 6 - Tercer AñoDocumento3 páginasActividad 6 - Tercer AñoGabyy GaryyAún no hay calificaciones
- Cacampaña de Bien Social A Favor Del Reciclaje en Escuelas Públicas de Santo Domingo, RepDocumento16 páginasCacampaña de Bien Social A Favor Del Reciclaje en Escuelas Públicas de Santo Domingo, Repanon_84223211Aún no hay calificaciones
- Teorías Sobre El Origen de Los Sistemas BiolóDocumento7 páginasTeorías Sobre El Origen de Los Sistemas BiolóKarim PKAún no hay calificaciones
- REPORTE 4 Objetivo, Resultado Tablita y Discusión 1Documento9 páginasREPORTE 4 Objetivo, Resultado Tablita y Discusión 1Jhonatan LujanAún no hay calificaciones
- Informe #00368-2019-Senace-Pe-DearDocumento11 páginasInforme #00368-2019-Senace-Pe-DearFrank CampomanesAún no hay calificaciones
- CITATION Chu16 /L 10250Documento6 páginasCITATION Chu16 /L 10250laydiAún no hay calificaciones
- Testificacion Geofisica Son AguaDocumento31 páginasTestificacion Geofisica Son AguaFelipe Ignacio RodríguezAún no hay calificaciones
- 02 Gerardo Ramírez - Manejo y Mantenimiento de Plantas AcuáticasDocumento45 páginas02 Gerardo Ramírez - Manejo y Mantenimiento de Plantas AcuáticasPaola HernandezAún no hay calificaciones
- Sergio RevahDocumento1 páginaSergio RevahJhan Carlos ZapataAún no hay calificaciones
- Laboratorio Porcentaje de Hidratacion de Un CompuestoDocumento7 páginasLaboratorio Porcentaje de Hidratacion de Un Compuestosebastian castillo castilloAún no hay calificaciones
- Act 04 Equipo8 Gpo03Documento5 páginasAct 04 Equipo8 Gpo03Iván Marentes RuizAún no hay calificaciones
- Diseño de Mezcla t2Documento51 páginasDiseño de Mezcla t2JoelRodriguezAún no hay calificaciones
- Historia de La Vida - Wikipedia, La Enciclopedia LibreDocumento131 páginasHistoria de La Vida - Wikipedia, La Enciclopedia LibreGuadalupe ChourioAún no hay calificaciones
- N CSV Car 2 02 001 10 PDFDocumento8 páginasN CSV Car 2 02 001 10 PDFGary LopezAún no hay calificaciones
- Informe 1 LaboratorioDocumento8 páginasInforme 1 LaboratorioNaho ObandoAún no hay calificaciones
- Semana 16 Comunicacion PodcastDocumento1 páginaSemana 16 Comunicacion PodcastMirtha VidalAún no hay calificaciones
- Universidad Tecnológica de Los AndesDocumento13 páginasUniversidad Tecnológica de Los AndesQuispe Huarayo UbaldoAún no hay calificaciones
- JustificaciónDocumento3 páginasJustificaciónAngie Celeny GarzonAún no hay calificaciones
- YauricochaDocumento140 páginasYauricochaCarlos MuncibayAún no hay calificaciones
- Nivelacion de Quimica MateDocumento1 páginaNivelacion de Quimica Matelina marcela castañeda valenciaAún no hay calificaciones
- Taller Plataforma Grado NovenoDocumento5 páginasTaller Plataforma Grado NovenoPaula GuzmanAún no hay calificaciones
- Experimento Nº1 Clasificacion y Propiedades de La MateriaDocumento9 páginasExperimento Nº1 Clasificacion y Propiedades de La MateriaMaty CalvoAún no hay calificaciones
- Unidades de Pared Daikin PerferaDocumento2 páginasUnidades de Pared Daikin PerferaAtleta BasicoAún no hay calificaciones