También podría gustarte
- UF1028 - Planificación del montaje y protocolo de pruebas en instalaciones frigorificasDe EverandUF1028 - Planificación del montaje y protocolo de pruebas en instalaciones frigorificasAún no hay calificaciones
- Análisis de Operaciones: 10 Enfoques para Mejorar la ProductividadDocumento23 páginasAnálisis de Operaciones: 10 Enfoques para Mejorar la ProductividadcharlesAún no hay calificaciones
- Análisis de operaciones paso a pasoDocumento28 páginasAnálisis de operaciones paso a pasoDiego Alexander Carvajal LeguizamonAún no hay calificaciones
- 10 EnfoquesDocumento6 páginas10 Enfoquespjsa79748Aún no hay calificaciones
- Analisis de Las Operaciones Unidad IIIDocumento9 páginasAnalisis de Las Operaciones Unidad IIICortes Jonna SegundoAún no hay calificaciones
- AnalisisdelaoperacionDocumento15 páginasAnalisisdelaoperacionMariana CarvalhoAún no hay calificaciones
- Criterios Analisis de OperacionDocumento18 páginasCriterios Analisis de OperacionOziel Joanan Cano MorenoAún no hay calificaciones
- Material ComplementarioDocumento22 páginasMaterial ComplementariosofiluluAún no hay calificaciones
- Tema 3.1 Analisis de OperaciónDocumento21 páginasTema 3.1 Analisis de OperaciónLeonidesAún no hay calificaciones
- Guiade Análisis de OperacionesDocumento20 páginasGuiade Análisis de OperacionesNelson Ricardo Solito PalmaAún no hay calificaciones
- Análisis de operaciones paso a pasoDocumento26 páginasAnálisis de operaciones paso a pasofernando peaAún no hay calificaciones
- 2.3 Analisis de Movimiento de OperacionesDocumento14 páginas2.3 Analisis de Movimiento de OperacioneshebevazAún no hay calificaciones
- ITNL Analisis - de - Operaciones TEMA 2 CompletoDocumento101 páginasITNL Analisis - de - Operaciones TEMA 2 CompletoValeria Escamilla PérezAún no hay calificaciones
- Analisis de OperacionesDocumento102 páginasAnalisis de OperacionesJorge Arturo EspinozaAún no hay calificaciones
- Método de Análisis de Las OperacionesDocumento10 páginasMétodo de Análisis de Las OperacionesDaniel BarrenoAún no hay calificaciones
- Concepto de Analisis de OperaciónDocumento6 páginasConcepto de Analisis de OperaciónMiguel BurgosAún no hay calificaciones
- Analisis de Las OperacionesDocumento28 páginasAnalisis de Las OperacionesDianaHerreraQuiñones100% (1)
- Análisis de Movimientos en Las OperacionesDocumento4 páginasAnálisis de Movimientos en Las OperacionesSofia MartinezAún no hay calificaciones
- Analisis de OperacionesDocumento7 páginasAnalisis de Operacionesjudith splugaAún no hay calificaciones
- Cómo eliminar operaciones innecesarias mediante el análisis de la operaciónDocumento15 páginasCómo eliminar operaciones innecesarias mediante el análisis de la operaciónFreddy RondonAún no hay calificaciones
- Tema 2 Analisis de Las OperacionesDocumento10 páginasTema 2 Analisis de Las OperacionesJuan PaniaguaAún no hay calificaciones
- Ensayo Presentacion PFDocumento9 páginasEnsayo Presentacion PFAriAún no hay calificaciones
- Finalidad de La OperaciónDocumento35 páginasFinalidad de La OperaciónmarinaAún no hay calificaciones
- Análisis de operaciones para mejora continuaDocumento22 páginasAnálisis de operaciones para mejora continuaMonicaAún no hay calificaciones
- Unidad 2Documento35 páginasUnidad 2Emilio Martinez AguirreAún no hay calificaciones
- Análisis de operaciones paso a pasoDocumento10 páginasAnálisis de operaciones paso a pasoMariaDelPilarGarciaAún no hay calificaciones
- Los 10 Enfoques Primarios Del Analisis de La Operacion 2022Documento16 páginasLos 10 Enfoques Primarios Del Analisis de La Operacion 2022Wendy BonillaAún no hay calificaciones
- ER13 Sesion EET 2020 Estudio de Movimientos. Los 10 Enfoques Primarios Del Analisis de Movimientos NEWDocumento21 páginasER13 Sesion EET 2020 Estudio de Movimientos. Los 10 Enfoques Primarios Del Analisis de Movimientos NEWjesus hector inofuente alemanAún no hay calificaciones
- Análisis de Operaciones UiiDocumento23 páginasAnálisis de Operaciones UiiLitzy VilledaAún no hay calificaciones
- Objetivos Generales, Especificos y Marco TeoricoDocumento27 páginasObjetivos Generales, Especificos y Marco TeoricoSonia AndradeAún no hay calificaciones
- Resumen Analisis de OperacionesDocumento5 páginasResumen Analisis de OperacionesRene CGAún no hay calificaciones
- Los 10 Puntos Del Análisis de La OperaciónDocumento42 páginasLos 10 Puntos Del Análisis de La OperaciónIshel C. LoaAún no hay calificaciones
- 2.2. Finalidad de La Operación.Documento12 páginas2.2. Finalidad de La Operación.Joana Monserrat Zamora Hernández100% (1)
- S07.s1 - MaterialDocumento20 páginasS07.s1 - MaterialErick Tolentino SalcedoAún no hay calificaciones
- 9 Enfoques Principales Del Analisis de La OperacionDocumento27 páginas9 Enfoques Principales Del Analisis de La OperacionLucy CorPer100% (1)
- Distribucio de Plantas - Cap.1 (2020 I)Documento33 páginasDistribucio de Plantas - Cap.1 (2020 I)Renan ValladaresAún no hay calificaciones
- ANÁLISIS OPERACIONESDocumento41 páginasANÁLISIS OPERACIONESAileen AllenAún no hay calificaciones
- 2.1. Concepto, Enfoque y Método Del Análisis de OperacionesDocumento9 páginas2.1. Concepto, Enfoque y Método Del Análisis de OperacionesJesus Eden Santiz Lopez0% (1)
- Trabajo GrupalDocumento5 páginasTrabajo GrupalKarla celeste Gomez RAún no hay calificaciones
- Ergonomia GRUPO 5Documento26 páginasErgonomia GRUPO 5Armando Jhunior BecerraAún no hay calificaciones
- Analisis de La Operacion PDFDocumento5 páginasAnalisis de La Operacion PDFMaria Guadalupe Mejia LopezAún no hay calificaciones
- Lean ManufacturingDocumento63 páginasLean ManufacturingJohan Rosas TaipeAún no hay calificaciones
- Análisis de OperacionesDocumento4 páginasAnálisis de OperacionesAlex RamosAún no hay calificaciones
- Medición de Tiempo ContinuoDocumento68 páginasMedición de Tiempo ContinuoJoel SantosAún no hay calificaciones
- Comp2. Analisis de Operaciones 2022Documento80 páginasComp2. Analisis de Operaciones 2022Gabriel PerMeAún no hay calificaciones
- Enfoques Del Analisis de OperacionesDocumento6 páginasEnfoques Del Analisis de OperacionesKaren GonzálezAún no hay calificaciones
- Analisis de Movimientos en Las OperacionesDocumento21 páginasAnalisis de Movimientos en Las OperacionesCastro Rome RomeAún no hay calificaciones
- Enfoques Analisis de OperacionDocumento6 páginasEnfoques Analisis de Operacionalcaro_16Aún no hay calificaciones
- Equipo 07Documento16 páginasEquipo 07Regina LiñanAún no hay calificaciones
- Medición de Trabajo Tiempo ContinuoDocumento68 páginasMedición de Trabajo Tiempo ContinuoAdrian CastilloAún no hay calificaciones
- Enfoques Primarios Del Análisis de La OperaciónDocumento6 páginasEnfoques Primarios Del Análisis de La OperaciónJuan Marroquin EscobarAún no hay calificaciones
- Estudio de Trabajo Equipo 1Documento21 páginasEstudio de Trabajo Equipo 1carolina martinezAún no hay calificaciones
- Analisis de OperacionesDocumento6 páginasAnalisis de OperacionesJua Manuel FariasAún no hay calificaciones
- Presentación Analisis de OperacionesDocumento25 páginasPresentación Analisis de OperacionesAlma SanchezAún no hay calificaciones
- Síntesis Estudio de TrabajoDocumento4 páginasSíntesis Estudio de TrabajoluisAún no hay calificaciones
- Resume n Primera Parted My CtDocumento28 páginasResume n Primera Parted My CtrenzodimaurizioAún no hay calificaciones
- 9 Puntos de NiebelDocumento11 páginas9 Puntos de Niebeldavid sosaAún no hay calificaciones
- Análisis de operaciones para mejora continuaDocumento63 páginasAnálisis de operaciones para mejora continuaCampuzano AdriánAún no hay calificaciones
- Análisis de operaciones para mejorar productividadDocumento26 páginasAnálisis de operaciones para mejorar productividadElena Guadalupe González PeñaAún no hay calificaciones
- Análisis de operaciones para mejorar productividad y reducir costosDocumento10 páginasAnálisis de operaciones para mejorar productividad y reducir costosJohana AlcarazAún no hay calificaciones
- Tarea#3 PLCs Ricardo Cruz Yepez PDFDocumento7 páginasTarea#3 PLCs Ricardo Cruz Yepez PDFGilberto Giovani Uribe MartinezAún no hay calificaciones
- Proyecto A Desarrollar PDFDocumento1 páginaProyecto A Desarrollar PDFGilberto Giovani Uribe MartinezAún no hay calificaciones
- Tarea#2 PLCs Ricardo Cruz Yepez PDFDocumento2 páginasTarea#2 PLCs Ricardo Cruz Yepez PDFGilberto Giovani Uribe MartinezAún no hay calificaciones
- HomeworkDocumento3 páginasHomeworkGilberto Giovani Uribe MartinezAún no hay calificaciones
- Instalaciones HidráulicasDocumento22 páginasInstalaciones HidráulicasGilberto Giovani Uribe MartinezAún no hay calificaciones
- Homework 6Documento4 páginasHomework 6Gilberto Giovani Uribe MartinezAún no hay calificaciones
- LeonVillasenor Instalaciones-ElectricasDocumento5 páginasLeonVillasenor Instalaciones-ElectricasGilberto Giovani Uribe MartinezAún no hay calificaciones
- Tarea 1Documento1 páginaTarea 1Gilberto Giovani Uribe MartinezAún no hay calificaciones
- Calor convección forzada flujo externo placa solar colectorDocumento2 páginasCalor convección forzada flujo externo placa solar colectorGilberto Giovani Uribe MartinezAún no hay calificaciones
- Instalaciones HidráulicasDocumento22 páginasInstalaciones HidráulicasGilberto Giovani Uribe MartinezAún no hay calificaciones
- Componente DigitalDocumento40 páginasComponente DigitalIvan R BarajasAún no hay calificaciones
- Informe Laboratorio 2 CorteDocumento5 páginasInforme Laboratorio 2 CorteMariana Gonzalez B50% (2)
- Homework 6Documento4 páginasHomework 6Gilberto Giovani Uribe MartinezAún no hay calificaciones
- Homework #5 PDFDocumento3 páginasHomework #5 PDFGilberto Giovani Uribe MartinezAún no hay calificaciones
- 05-Capitulo 4 PDFDocumento60 páginas05-Capitulo 4 PDFNicolás Reyes GonzálezAún no hay calificaciones
- EstudioDocumento10 páginasEstudioGilberto Giovani Uribe MartinezAún no hay calificaciones
- Exposicion de Espiritu EmprendedorDocumento5 páginasExposicion de Espiritu EmprendedorGilberto Giovani Uribe MartinezAún no hay calificaciones
- La carga del asnoDocumento2 páginasLa carga del asnohelen sarceñoAún no hay calificaciones
- Alumno: Gilberto Giovanni Uribe Martínez Materia: Ingeniería Industrial y Métodos Tarea 1Documento1 páginaAlumno: Gilberto Giovanni Uribe Martínez Materia: Ingeniería Industrial y Métodos Tarea 1Gilberto Giovani Uribe MartinezAún no hay calificaciones
- Teoría de Límite CentralDocumento1 páginaTeoría de Límite CentralGilberto Giovani Uribe MartinezAún no hay calificaciones
- BibliografiaDocumento2 páginasBibliografiaGilberto Giovani Uribe MartinezAún no hay calificaciones
- Teoría de Límite CentralDocumento1 páginaTeoría de Límite CentralGilberto Giovani Uribe MartinezAún no hay calificaciones
- Universidad de Guanajuato Dicis Precision Vice PROY-00-00Documento1 páginaUniversidad de Guanajuato Dicis Precision Vice PROY-00-00Gilberto Giovani Uribe MartinezAún no hay calificaciones
- La carga del asnoDocumento2 páginasLa carga del asnohelen sarceñoAún no hay calificaciones
- Estrategia de Precios de Los Neumáticos MaxxisDocumento2 páginasEstrategia de Precios de Los Neumáticos MaxxisGilberto Giovani Uribe MartinezAún no hay calificaciones
- Infofinal PDFDocumento1 páginaInfofinal PDFGilberto Giovani Uribe MartinezAún no hay calificaciones
- Tarea 1Documento1 páginaTarea 1Gilberto Giovani Uribe MartinezAún no hay calificaciones
- DIVISION DE POLICIA AMBIENTAL VisionDocumento2 páginasDIVISION DE POLICIA AMBIENTAL VisionLioner SantaellaAún no hay calificaciones
- Estructuracion Urbana Trujillo 10-1994Documento7 páginasEstructuracion Urbana Trujillo 10-1994Cesar Martin Rodriguez ErazoAún no hay calificaciones
- Tesis de ViolenciaDocumento4 páginasTesis de ViolenciaPaolii_LizbethAún no hay calificaciones
- Certificación LEED PDFDocumento19 páginasCertificación LEED PDFElvis Hedim Flores Calderon100% (2)
- La Maldad Humana.Documento3 páginasLa Maldad Humana.aereoponix07Aún no hay calificaciones
- Mortificación cotidianaDocumento2 páginasMortificación cotidianaAdriana Nosa100% (1)
- Fe 000000106154977208Documento1 páginaFe 000000106154977208lukaspodols1982Aún no hay calificaciones
- Puente de Arena 4 (Las Otras Islas)Documento4 páginasPuente de Arena 4 (Las Otras Islas)profearayacAún no hay calificaciones
- Drama de Motivación-1Documento7 páginasDrama de Motivación-1javiermendozamarcilloAún no hay calificaciones
- Constituciones de La Compañía de JesúsDocumento43 páginasConstituciones de La Compañía de JesúsAlex GilAún no hay calificaciones
- Anal Desag Calend Metrad Mov Tier Mem Calculo Pav HuDocumento34 páginasAnal Desag Calend Metrad Mov Tier Mem Calculo Pav HuElias DanielAún no hay calificaciones
- Actividad No. 1 Unidad 1 Modulo 3Documento4 páginasActividad No. 1 Unidad 1 Modulo 3Jennifer MercedeAún no hay calificaciones
- Conceptos básicos de energía mecánicaDocumento6 páginasConceptos básicos de energía mecánicaIsac RabilobAún no hay calificaciones
- Certificado NÚMERO 5002019Documento3 páginasCertificado NÚMERO 5002019Angel Peñata DoradoAún no hay calificaciones
- Cómo Crear Una Empresa en Venezuela Explicación Paso A PasoDocumento7 páginasCómo Crear Una Empresa en Venezuela Explicación Paso A PasoAbg José HerreraAún no hay calificaciones
- Nefilim y Sus Hijos 2016Documento67 páginasNefilim y Sus Hijos 2016Carlos VelezAún no hay calificaciones
- El Carácter Del Obrero de DiosDocumento9 páginasEl Carácter Del Obrero de DiosDora Mora Dora MoraAún no hay calificaciones
- Historia del Góspel, Blues y Harlem Góspel ChoirDocumento8 páginasHistoria del Góspel, Blues y Harlem Góspel ChoirAndrea JimenezAún no hay calificaciones
- Marketing Significado de ProductoDocumento29 páginasMarketing Significado de ProductoNujk BlackAún no hay calificaciones
- AVENTURERADocumento2 páginasAVENTURERANicolás VargasAún no hay calificaciones
- Flujograma Acceso Información 2022Documento2 páginasFlujograma Acceso Información 2022arrerehum dirseestAún no hay calificaciones
- Conclusión de La Vida CotidianaDocumento4 páginasConclusión de La Vida Cotidianaariana peñaAún no hay calificaciones
- Reglamento Interno de Trabajo AlbacartonDocumento36 páginasReglamento Interno de Trabajo AlbacartonKEVIN ESTEBAN VARGAS PARRAAún no hay calificaciones
- AIDA Gestion de TurnosDocumento280 páginasAIDA Gestion de TurnosBeatriz188050% (2)
- Alonso Brenes Vargas, Ironía Romántica e Ironía Cibernéticas. Dos Manifestaciones EpocalesDocumento14 páginasAlonso Brenes Vargas, Ironía Romántica e Ironía Cibernéticas. Dos Manifestaciones EpocalesJuan Carlos PaniaguaAún no hay calificaciones
- Conceptos Básicos de La Congelación y Descongelación de AlimentosDocumento2 páginasConceptos Básicos de La Congelación y Descongelación de AlimentosGabriel VeraAún no hay calificaciones
- Edad MediaDocumento7 páginasEdad MediaSamantha PerezAún no hay calificaciones
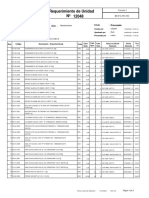
- Nº Requerimiento de Unidad 12048: Explo Drilling Peru SRL ProcesadaDocumento3 páginasNº Requerimiento de Unidad 12048: Explo Drilling Peru SRL ProcesadaMantenimiento ExploAún no hay calificaciones
- Nombre GenéricoDocumento8 páginasNombre GenéricoGeorgii MuñozAún no hay calificaciones
- Fo-Fm-07-F1 Reg de DispensacionDocumento2 páginasFo-Fm-07-F1 Reg de Dispensacionbotica fiorelitaAún no hay calificaciones