También podría gustarte
- Ichi Ban Testo GoldoDocumento2 páginasIchi Ban Testo GoldoJesus Shiru Bellido CalsinaAún no hay calificaciones
- Examen Problemas Apellidos A-DDocumento1 páginaExamen Problemas Apellidos A-DJesus Shiru Bellido CalsinaAún no hay calificaciones
- 4-Tarea 5 Foro 5Documento2 páginas4-Tarea 5 Foro 5Juan Carlos CcasaAún no hay calificaciones
- Examen Problemas Apellidos A-DDocumento1 páginaExamen Problemas Apellidos A-DJesus Shiru Bellido CalsinaAún no hay calificaciones
- Consentimiento Informado para Retorno Al Internado RotatorioDocumento1 páginaConsentimiento Informado para Retorno Al Internado RotatorioJesus Shiru Bellido CalsinaAún no hay calificaciones
- 4-Tarea 6 Foro 6Documento2 páginas4-Tarea 6 Foro 6Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Tarea 2 Análisis demanda oferta proyecto aguaDocumento2 páginasTarea 2 Análisis demanda oferta proyecto aguaJesus Shiru Bellido CalsinaAún no hay calificaciones
- Asignacion 1Documento11 páginasAsignacion 1Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Asignacion 2Documento11 páginasAsignacion 2Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Diseño de Reactores y Procesos-MoliendaDocumento25 páginasDiseño de Reactores y Procesos-MoliendaJesus Shiru Bellido CalsinaAún no hay calificaciones
- BiolixiviacionDocumento292 páginasBiolixiviacionArlett'Ale VillanuevaAún no hay calificaciones
- 4-Tarea 4 Foro 4Documento3 páginas4-Tarea 4 Foro 4Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Proceso IsasmeltDocumento7 páginasProceso IsasmeltJesus Shiru Bellido CalsinaAún no hay calificaciones
- Resumen Del VideoDocumento2 páginasResumen Del VideoJesus Shiru Bellido CalsinaAún no hay calificaciones
- Proceso Isasmelt 2Documento8 páginasProceso Isasmelt 2Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Proceso QSLDocumento3 páginasProceso QSLJesus Shiru Bellido CalsinaAún no hay calificaciones
- Evaluación Continua Sider 2020Documento1 páginaEvaluación Continua Sider 2020Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Diseño de Reactores y Procesos-MoliendaDocumento25 páginasDiseño de Reactores y Procesos-MoliendaJesus Shiru Bellido CalsinaAún no hay calificaciones
- SolicitudApoyoConectividadAlumnosDocumento2 páginasSolicitudApoyoConectividadAlumnosJesus Shiru Bellido CalsinaAún no hay calificaciones
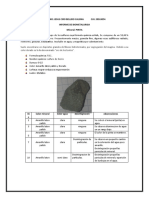
- Informe de Biometalurgia PiritaDocumento4 páginasInforme de Biometalurgia PiritaJesus Shiru Bellido CalsinaAún no hay calificaciones
- Examen de ProcesosDocumento1 páginaExamen de ProcesosJesus Shiru Bellido CalsinaAún no hay calificaciones
- Asignacion 2Documento12 páginasAsignacion 2Jesus Shiru Bellido CalsinaAún no hay calificaciones
- COBREDocumento2 páginasCOBREJesus Shiru Bellido CalsinaAún no hay calificaciones
- Asignacion 1Documento12 páginasAsignacion 1Jesus Shiru Bellido CalsinaAún no hay calificaciones
- Examen de ProcesosDocumento1 páginaExamen de ProcesosJesus Shiru Bellido CalsinaAún no hay calificaciones
- 2020 Prueba Entrada BIOMETALURGIA Gabriel SalazarDocumento2 páginas2020 Prueba Entrada BIOMETALURGIA Gabriel SalazarGabriel SalazarAún no hay calificaciones
- Proceso de concentración en la Planta Carlos J. Diaz MozoDocumento33 páginasProceso de concentración en la Planta Carlos J. Diaz MozoCarlos DiazAún no hay calificaciones
- Proyecto EmpresarialDocumento18 páginasProyecto EmpresarialAndrés CruzAún no hay calificaciones
- Administracion de EmpresasDocumento6 páginasAdministracion de Empresasdavid tapiaAún no hay calificaciones
- COMIC Mi Salud Es Mi TesoroDocumento16 páginasCOMIC Mi Salud Es Mi TesoroSilviaAún no hay calificaciones
- Desigualdad y estratificación social en la universidadDocumento4 páginasDesigualdad y estratificación social en la universidadMELVIN ARMANDO AGUILAR HERNANDEZAún no hay calificaciones
- Los Aportes Del Humanismo A La EducaciónDocumento4 páginasLos Aportes Del Humanismo A La EducaciónJose Portela58% (12)
- T-24 Metabolismo LipoproteinasDocumento18 páginasT-24 Metabolismo LipoproteinasDenis PeraltaAún no hay calificaciones
- ACUMULATIVA DE SOCIALES TERCER PERIODO GRADO SEGUNDOincompletaDocumento1 páginaACUMULATIVA DE SOCIALES TERCER PERIODO GRADO SEGUNDOincompletaDeisy Yohana VillamizarAún no hay calificaciones
- Modelación Hidrologica DistribuidaDocumento58 páginasModelación Hidrologica DistribuidaAme Mena SantosAún no hay calificaciones
- ¿Que Tanto Conozco A Mis PadresDocumento3 páginas¿Que Tanto Conozco A Mis PadresDiscord TeamAún no hay calificaciones
- Constitución Ecuménica de Las Iglesias, Varios Autores. Concilium, 2001Documento88 páginasConstitución Ecuménica de Las Iglesias, Varios Autores. Concilium, 2001Loida SardinasAún no hay calificaciones
- Literatura Española GLENNDocumento195 páginasLiteratura Española GLENNJy Juan CarlosAún no hay calificaciones
- Funciones Supervisor de OperacionesDocumento2 páginasFunciones Supervisor de Operacionesasisteciso149073% (11)
- Memorias ModeloDocumento96 páginasMemorias ModeloDeivis Ore MontalvoAún no hay calificaciones
- Fuerza VitalDocumento3 páginasFuerza VitalJ Ricardo MartinAún no hay calificaciones
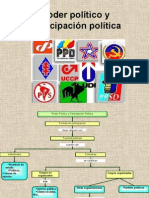
- Poder Político y Participación PolíticaDocumento6 páginasPoder Político y Participación PolíticaKarla Campaña Vilo100% (3)
- Cuáles Son Los Nueve Niveles Del Mictlán de Los Mexicas - Historia - HistoriaDocumento14 páginasCuáles Son Los Nueve Niveles Del Mictlán de Los Mexicas - Historia - Historiacesar kAún no hay calificaciones
- ANDRE Importancia de Las Manifestaciones Culturales en El Perú.Documento5 páginasANDRE Importancia de Las Manifestaciones Culturales en El Perú.ALAN TOMAS OLANDA COAYLA100% (1)
- El Estado de Embriaguez Según NietzscheDocumento3 páginasEl Estado de Embriaguez Según NietzschegabrielaAún no hay calificaciones
- UDI 3 LC 6º and - 15Documento37 páginasUDI 3 LC 6º and - 15SergioAún no hay calificaciones
- Solucion - GUIA - 6 - 2021 - SEM IDocumento4 páginasSolucion - GUIA - 6 - 2021 - SEM IMatias OrellanaAún no hay calificaciones
- PresupuestosOperativosDocumento3 páginasPresupuestosOperativosSTEVEN SOLANOAún no hay calificaciones
- Jauregui Olivares Sergio Armando T2 Programación EstructuradaDocumento5 páginasJauregui Olivares Sergio Armando T2 Programación EstructuradaFeizel CruxAún no hay calificaciones
- M19 Dinámica en La Naturaleza: El Movimiento 2023Documento60 páginasM19 Dinámica en La Naturaleza: El Movimiento 2023Diego GuzmanAún no hay calificaciones
- Consideraciones Historicas Juridicas Sobre La Lucha Contra La ImpunidadDocumento2 páginasConsideraciones Historicas Juridicas Sobre La Lucha Contra La Impunidadcesar luis gonzalez rodriguezAún no hay calificaciones
- Costos en hoteles y restaurantesDocumento5 páginasCostos en hoteles y restaurantesGonzAguirre0% (1)
- Comportamiento OrganizacionalDocumento18 páginasComportamiento OrganizacionalElizabeth Jave MartosAún no hay calificaciones
- Sistema Óseo 2014Documento55 páginasSistema Óseo 2014Mark Alexander100% (2)
- Curso Tecnico QuiromasajeDocumento14 páginasCurso Tecnico QuiromasajeSusan Mosquera TravelinaAún no hay calificaciones
- Notas Resúmen Tema 17Documento15 páginasNotas Resúmen Tema 17Diego Otazu AguerriAún no hay calificaciones
- Intervenciones Estadounidenses en PanamáDocumento9 páginasIntervenciones Estadounidenses en PanamáJuliet MorenoAún no hay calificaciones