También podría gustarte
- Tejidos de RizoDocumento3 páginasTejidos de RizoJimena Hinostroz AparicioAún no hay calificaciones
- Proceso de Remetido y de AnudadoDocumento9 páginasProceso de Remetido y de AnudadoChei- sonAún no hay calificaciones
- Maquinas Simplex, Milanes, Maquina Recta de Doble FonturaDocumento22 páginasMaquinas Simplex, Milanes, Maquina Recta de Doble Fonturamary100% (1)
- Nicomar Propc 1000Documento1 páginaNicomar Propc 1000José Luis Gualotuña P.0% (1)
- W.Ulcuango-PTP-Evaluacion 4Documento14 páginasW.Ulcuango-PTP-Evaluacion 4widman ulcuango100% (1)
- Clasificacion de Telares Industriales y Proceso de TejeduriaDocumento75 páginasClasificacion de Telares Industriales y Proceso de TejeduriaTati Emilia HerreraAún no hay calificaciones
- Capitulo Viii BobinadoDocumento11 páginasCapitulo Viii BobinadoRenato Albarran AguirreAún no hay calificaciones
- Maquinaria de Hilatura Peinada Marca RIETERDocumento42 páginasMaquinaria de Hilatura Peinada Marca RIETERxD100% (1)
- 846 Barcas de Torniquete PDFDocumento2 páginas846 Barcas de Torniquete PDFe.yanez.munio751Aún no hay calificaciones
- Tejido PlanoDocumento24 páginasTejido PlanoAdolfo Lopez PalaciosAún no hay calificaciones
- Informe1 Tejidos IIDocumento10 páginasInforme1 Tejidos IIMaría Eugenia Pablo Mory100% (1)
- Tejido de PuntoDocumento5 páginasTejido de PuntoRommel HuarangaAún no hay calificaciones
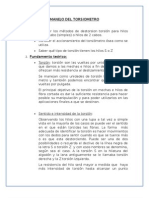
- Manejo Del Torsiometro ControlDocumento17 páginasManejo Del Torsiometro ControlElvis Medina0% (1)
- Instituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaDocumento22 páginasInstituto Tecnológico "Bolivia Mar": Pretratamiento de Sustrato de CelulosaaymisilAún no hay calificaciones
- Informe UrdidoDocumento14 páginasInforme UrdidoAnny Abigail EnriquezAún no hay calificaciones
- Inserción de Trama A ProyectilDocumento9 páginasInserción de Trama A ProyectilChriStianCooper50% (2)
- Hilatura AcrilicaDocumento13 páginasHilatura AcrilicaWilly Calsina Miramira0% (1)
- Historia de Tejido JacquardDocumento6 páginasHistoria de Tejido JacquardSicomoseaRamiresAún no hay calificaciones
- Maquinas ListdorasDocumento18 páginasMaquinas ListdorasFoxmark Ariel Taiger0% (1)
- Hilos JaspeadosDocumento3 páginasHilos JaspeadosLisandro Martín MuñozAún no hay calificaciones
- Informe #1Documento6 páginasInforme #1edissonAún no hay calificaciones
- Informe de LavanderiaDocumento7 páginasInforme de LavanderiaDaniel Pacore GutierrezAún no hay calificaciones
- Caladas Por CALADAS-POR-EXCENTRICAS - Docx ExcentricasDocumento30 páginasCaladas Por CALADAS-POR-EXCENTRICAS - Docx ExcentricasMiguelAngelLagosSanchez100% (1)
- Cardado LanaDocumento23 páginasCardado Lanajonathan10040Aún no hay calificaciones
- Elegir PeineDocumento4 páginasElegir PeineignacioAún no hay calificaciones
- Lab1 DesencoladoDocumento16 páginasLab1 DesencoladoMilagrs JackelineAún no hay calificaciones
- Tipos de HilaturaDocumento15 páginasTipos de Hilaturacesar tineo100% (1)
- Hilatura ConvencionalDocumento60 páginasHilatura Convencionalpulinaashanti60% (5)
- Apertura y LimpiezaDocumento11 páginasApertura y Limpieza20081079f0% (1)
- Proceso de Urdido DirectoDocumento1 páginaProceso de Urdido DirectogsaAún no hay calificaciones
- Solidez Del Color A La Prueba de FroteDocumento16 páginasSolidez Del Color A La Prueba de Frotemonica100% (1)
- Tejido de CaladaDocumento6 páginasTejido de CaladaSergio A. RolónAún no hay calificaciones
- Conclusiones Informe de Hilatura N3Documento4 páginasConclusiones Informe de Hilatura N3kevinAún no hay calificaciones
- RSB-D 45 Draw Frames Brochure 2287-V2 Es 32848Documento24 páginasRSB-D 45 Draw Frames Brochure 2287-V2 Es 32848ED TitoAún no hay calificaciones
- Telar PlanoDocumento72 páginasTelar PlanoTabita Quilumbaquin100% (3)
- JacquardDocumento3 páginasJacquardSira RuizAún no hay calificaciones
- Desengomado AlgodonDocumento7 páginasDesengomado AlgodonLisavel33% (3)
- Acabados MecanicosDocumento11 páginasAcabados MecanicosLarisa Romero100% (2)
- Hilatura Por FricciónDocumento10 páginasHilatura Por Friccióncesar tineoAún no hay calificaciones
- Suavizado Acabado AntiestaticoDocumento8 páginasSuavizado Acabado AntiestaticoWen RodriguezAún no hay calificaciones
- Texturizado PDFDocumento16 páginasTexturizado PDFLisandro Martín MuñozAún no hay calificaciones
- Laboratorio N8 Colorantes DispersosDocumento18 páginasLaboratorio N8 Colorantes DispersosRafael Cuicapuza100% (1)
- SENA Tejido Plano Doc. Semana 1 PDFDocumento27 páginasSENA Tejido Plano Doc. Semana 1 PDFWILLYCALSINA67% (3)
- Hilatura - 00Documento16 páginasHilatura - 00dolorenelcorazon1Aún no hay calificaciones
- TejidosfDocumento23 páginasTejidosfJuan AlvaradoAún no hay calificaciones
- Laboratorio TextilDocumento38 páginasLaboratorio TextilErick Grimaldo100% (1)
- El EngomadoDocumento22 páginasEl EngomadoEly Reyes100% (1)
- Remetido AutomáticoDocumento7 páginasRemetido AutomáticoDaniela Lara100% (1)
- GillsDocumento17 páginasGillsFrankoCastroAún no hay calificaciones
- Informe4.fibras ManufacturadasDocumento18 páginasInforme4.fibras Manufacturadasyui100% (1)
- Manual de Laboratorio Textilde La UtpDocumento110 páginasManual de Laboratorio Textilde La UtpRosa María Herrera100% (1)
- Labo 2 MercerizadoDocumento15 páginasLabo 2 MercerizadoANGIE RODRIGUEZAún no hay calificaciones
- La TintoreríaDocumento60 páginasLa TintoreríajennyskiaAún no hay calificaciones
- Hilatura de Fibras ManufacturadasDocumento33 páginasHilatura de Fibras ManufacturadasElvis Medina100% (1)
- Remetido y AnudadoDocumento8 páginasRemetido y AnudadoMiguel Makishi Velásquez100% (1)
- Telar de ProyectilDocumento10 páginasTelar de ProyectilLaura Calzadilla33% (3)
- Diseño de Tejidos Informe Tejidop Plano g1 y g2Documento26 páginasDiseño de Tejidos Informe Tejidop Plano g1 y g2MyrihamJallahuiVilcaAún no hay calificaciones
- Normas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)De EverandNormas de competencia del profesional técnico en el sector de industrias manufactureras (Volumen 2)Aún no hay calificaciones
- Proceso HiladoDocumento5 páginasProceso HiladoEstianqAún no hay calificaciones
- Hilado de AlgodonDocumento14 páginasHilado de AlgodonKathelin IllanAún no hay calificaciones
- Sección de Hilandería - Visita Técnica A Manufactura de PilarDocumento3 páginasSección de Hilandería - Visita Técnica A Manufactura de PilarEider AquinoAún no hay calificaciones
- Lady - Paspuel-Telar de LanzaderaDocumento10 páginasLady - Paspuel-Telar de LanzaderaAdrián HerreraAún no hay calificaciones
- Termodinamica N1Documento34 páginasTermodinamica N1Adrián HerreraAún no hay calificaciones
- Norma Calderos IndustrialesDocumento26 páginasNorma Calderos IndustrialesAdrián Herrera100% (1)
- Material PTP PDFDocumento10 páginasMaterial PTP PDFAdrián HerreraAún no hay calificaciones
- Manual TécnicoDocumento174 páginasManual TécnicoAdrián HerreraAún no hay calificaciones
- Terminos de ConfeccionDocumento36 páginasTerminos de ConfeccionAdrián HerreraAún no hay calificaciones
- T 273 IdDocumento117 páginasT 273 IdAdrián HerreraAún no hay calificaciones
- Manual de Propedeutico TSU Matematicas PDFDocumento42 páginasManual de Propedeutico TSU Matematicas PDFOmar Jesús Lopez FelixAún no hay calificaciones
- 8753 - Guia 1 Tercer Periodo Ciencias Economicas UndecimoDocumento4 páginas8753 - Guia 1 Tercer Periodo Ciencias Economicas UndecimoEco VidaAún no hay calificaciones
- Mecanica Vectorial Dinamica TrabajoDocumento25 páginasMecanica Vectorial Dinamica TrabajoyonAún no hay calificaciones
- Molinos de Viento 3 - Ciencias - ÍndiceDocumento2 páginasMolinos de Viento 3 - Ciencias - Índiceescuelaprimaria4100% (1)
- Osciloscopio AutomotrizDocumento12 páginasOsciloscopio AutomotrizPaul Galeas100% (1)
- Ejercicio 1-4 Hibbeller Rev1Documento2 páginasEjercicio 1-4 Hibbeller Rev1Estefany SanchezAún no hay calificaciones
- Manual Avance Tps&Gps 1200 v5 - 0 - Es BetaDocumento61 páginasManual Avance Tps&Gps 1200 v5 - 0 - Es BetaCesar RuizAún no hay calificaciones
- Guía-Taller 2 VectoresDocumento3 páginasGuía-Taller 2 VectoresValery Daniela Bolaños PatiñoAún no hay calificaciones
- Plan de Gestión de La TutoriaDocumento11 páginasPlan de Gestión de La TutoriaSALOMON MANUELAún no hay calificaciones
- Cuatro Operaciones para Quinto de Primaria PDFDocumento2 páginasCuatro Operaciones para Quinto de Primaria PDFErika Armas Aguilar100% (4)
- T1 - P3 - Escobar Jacome - Maria Belen - T4Documento1 páginaT1 - P3 - Escobar Jacome - Maria Belen - T4Belencita EscobarAún no hay calificaciones
- 6) Circuitos LógicosDocumento3 páginas6) Circuitos LógicosFRANKLIN CHUMACERO HUAMANAún no hay calificaciones
- Ventilador CentrifugoDocumento32 páginasVentilador CentrifugoAngel Franco Collacso VillafuerteAún no hay calificaciones
- Estrategias Metodológicas para Adaptaciones CurricularesDocumento7 páginasEstrategias Metodológicas para Adaptaciones CurricularesJhos SuarezAún no hay calificaciones
- Pruebas ProyectivasDocumento6 páginasPruebas ProyectivasjuditloAún no hay calificaciones
- Procedimiento Reconocimiento Experiencia Laboral Consejo Gobierno 11-02-2011Documento4 páginasProcedimiento Reconocimiento Experiencia Laboral Consejo Gobierno 11-02-2011Fernando MonforteAún no hay calificaciones
- Formato de Expediente e Historia ClínicaDocumento8 páginasFormato de Expediente e Historia ClínicaLaura Berenice Romero GonzálezAún no hay calificaciones
- Gestión Básica de Almacenamiento IIIDocumento34 páginasGestión Básica de Almacenamiento IIIGabrielaRodríguezVelardedeBayaAún no hay calificaciones
- Ciclo RankineDocumento15 páginasCiclo RankineAnonymous tofQlvAún no hay calificaciones
- Universidad TécnicaDocumento12 páginasUniversidad TécnicaPaulina CobeñaAún no hay calificaciones
- Guía Inducción 2022 v1Documento10 páginasGuía Inducción 2022 v1camila heavenAún no hay calificaciones
- Uso de EppsDocumento37 páginasUso de EppsPedro MiguelAún no hay calificaciones
- Sesion4 - Material Informativo Sistemas Balance de Energia EjerciciosDocumento2 páginasSesion4 - Material Informativo Sistemas Balance de Energia EjerciciosGino Vincenzo PascualAún no hay calificaciones
- Unidad 9Documento20 páginasUnidad 9YURI RAMAún no hay calificaciones
- Caldera de Biomasa para Calefaccion DTH30Documento24 páginasCaldera de Biomasa para Calefaccion DTH30api-240133598100% (1)
- s3 MH - DispersionDocumento18 páginass3 MH - DispersionJulio Augusto De LuqueAún no hay calificaciones
- Tratamiento Primario de Aguas Residuales de La Industria MineraDocumento7 páginasTratamiento Primario de Aguas Residuales de La Industria MineraMARIO VICENTEAún no hay calificaciones
- 10 - La Pregunta de InvestigaciónDocumento2 páginas10 - La Pregunta de InvestigaciónChristian AugustoAún no hay calificaciones
- 3333 - 2001 EslingasDocumento52 páginas3333 - 2001 EslingashferrebusAún no hay calificaciones