También podría gustarte
- Orientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025De EverandOrientaciones para la evaluación de riesgos y las reglas de decisión según la Norma ISO/IEC 17025Calificación: 4.5 de 5 estrellas4.5/5 (4)
- MANUAL DE LA CALIDAD para PtrabajrrrrrrrDocumento31 páginasMANUAL DE LA CALIDAD para PtrabajrrrrrrrVictor Nuñez YsiqueAún no hay calificaciones
- Interpretacion de Cartas X-RDocumento6 páginasInterpretacion de Cartas X-RLilian Perez LoretoAún no hay calificaciones
- Anexo 6 PO03 RM LABS P001 Procedimiento de Manipulacion Del Item de EnsayoDocumento6 páginasAnexo 6 PO03 RM LABS P001 Procedimiento de Manipulacion Del Item de EnsayoIris Espinoza100% (1)
- VALIDACIONDocumento29 páginasVALIDACIONERICK ERNESTO CARDENAS CONEOAún no hay calificaciones
- Instrucciones Medidor PH Hi 98107 Hi 98108Documento4 páginasInstrucciones Medidor PH Hi 98107 Hi 98108a.h.dAún no hay calificaciones
- Taller Prueba de Hipotesis - FinalDocumento4 páginasTaller Prueba de Hipotesis - FinalyohanAún no hay calificaciones
- Lab. Ensayo INACALDocumento16 páginasLab. Ensayo INACALlehoaqp100% (1)
- Cartas de TrazabilidadDocumento12 páginasCartas de TrazabilidadVictor FloresAún no hay calificaciones
- DX-32358-19 Indicador de Temperatura 2019-09-20Documento3 páginasDX-32358-19 Indicador de Temperatura 2019-09-20BladimirAún no hay calificaciones
- Estimar incertidumbre de mediciónDocumento20 páginasEstimar incertidumbre de mediciónAnonymous YwFJrk0yCAún no hay calificaciones
- Registro de Requisitos TécnicosDocumento38 páginasRegistro de Requisitos Técnicosmaria joseAún no hay calificaciones
- Validación de Un Método Analítico Alternativo para La Cuantificación de Hidralazina en Un Inyectable de 20 MGDocumento13 páginasValidación de Un Método Analítico Alternativo para La Cuantificación de Hidralazina en Un Inyectable de 20 MGylagam888Aún no hay calificaciones
- Anexo 20 PO06 SS 403 P001 Aseguramiento de La Calidad de Los Resultados de EnsayoDocumento14 páginasAnexo 20 PO06 SS 403 P001 Aseguramiento de La Calidad de Los Resultados de EnsayofjdllsdfAún no hay calificaciones
- Plan de Validación de Método de Ensayo QELAB S.a.C FinalDocumento24 páginasPlan de Validación de Método de Ensayo QELAB S.a.C FinalBiSOPAún no hay calificaciones
- Cálculo de incertidumbres de calibraciónDocumento30 páginasCálculo de incertidumbres de calibraciónVane OliveraAún no hay calificaciones
- Aseguramiento de La Validez I en Presentacion IIDocumento58 páginasAseguramiento de La Validez I en Presentacion IIBryan Mesala Rhodas GarciaAún no hay calificaciones
- Reporte Metamizol Sódico Val. de Méto. An.Documento14 páginasReporte Metamizol Sódico Val. de Méto. An.Isaac GuerreroAún no hay calificaciones
- VerifPipetasBuretasFiolasDocumento2 páginasVerifPipetasBuretasFiolasExson LaricoAún no hay calificaciones
- INTERLABORATORIODocumento138 páginasINTERLABORATORIOharold david gil muñozAún no hay calificaciones
- INDUCCION AL SISTEMA TECNICO Y DE GESTION EN LABORATORIOS (Xtr-Gzwu-Mto - 31 de Mar. de 2021)Documento42 páginasINDUCCION AL SISTEMA TECNICO Y DE GESTION EN LABORATORIOS (Xtr-Gzwu-Mto - 31 de Mar. de 2021)Liceth Viviana Leyva MarinAún no hay calificaciones
- Instructivo Uso de LaboratoriosDocumento3 páginasInstructivo Uso de LaboratoriosDaniel ColaAún no hay calificaciones
- Comparación de métodos para estimar la precisión en microbiologíaDocumento6 páginasComparación de métodos para estimar la precisión en microbiologíajuan pabloAún no hay calificaciones
- Manual VibrometroDocumento21 páginasManual Vibrometrodesarrollo social100% (1)
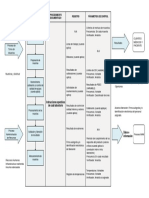
- Diagrama FlujoDocumento1 páginaDiagrama FlujoJesus DominguezAún no hay calificaciones
- Norma FundamentalDocumento7 páginasNorma FundamentalVivi VallejoAún no hay calificaciones
- Evaluar la incertidumbre de mediciones químicasDocumento6 páginasEvaluar la incertidumbre de mediciones químicasPaola FrancoAún no hay calificaciones
- Condiciones Ambientales Peligrosas o DurasDocumento13 páginasCondiciones Ambientales Peligrosas o DurasKaren Dayana CalvacheAún no hay calificaciones
- Evidencia AA8-3-2 PDFDocumento5 páginasEvidencia AA8-3-2 PDFJuan TobonAún no hay calificaciones
- Tratamiento de Activación de Resina y Operación de Regeneracion de ResinaDocumento3 páginasTratamiento de Activación de Resina y Operación de Regeneracion de ResinaBilly Joe Bolivar YactayoAún no hay calificaciones
- In-GAG-PC03-32 Estimacion de La IncertidumbreDocumento24 páginasIn-GAG-PC03-32 Estimacion de La IncertidumbreAlex González100% (1)
- Manual de Gestion de Calidad Cap 5Documento16 páginasManual de Gestion de Calidad Cap 5Luis AuquillaAún no hay calificaciones
- Directrices - DA Acr 20DDocumento8 páginasDirectrices - DA Acr 20DJOSE ABADAún no hay calificaciones
- 03-Estadistica Aplicada A Laboratorios de Ensayo 17025-Parte 3Documento10 páginas03-Estadistica Aplicada A Laboratorios de Ensayo 17025-Parte 3yohanAún no hay calificaciones
- Atencion de Quejas Reclamos y Sugerencias en Laboratorios PDFDocumento3 páginasAtencion de Quejas Reclamos y Sugerencias en Laboratorios PDFANDREA CAROLINA MENDIETA PENAAún no hay calificaciones
- Informe de Validacion de Metodo de Ensayo AgDocumento65 páginasInforme de Validacion de Metodo de Ensayo AgferlobeznoAún no hay calificaciones
- Calibración de comparadores con bloques patronesDocumento8 páginasCalibración de comparadores con bloques patronesCésar Soto SoriaAún no hay calificaciones
- Guia Rapida BS 200e PDFDocumento25 páginasGuia Rapida BS 200e PDFCesar DanielAún no hay calificaciones
- Requisitos Relativos A Los Recursos Iso 17025Documento7 páginasRequisitos Relativos A Los Recursos Iso 17025Carlos GarciaAún no hay calificaciones
- PLAN de Verificación de Calibración de TermómetrosDocumento2 páginasPLAN de Verificación de Calibración de TermómetrosMarcelo Ulises Gomez GomezAún no hay calificaciones
- NMX y 302 Scfi 2004Documento6 páginasNMX y 302 Scfi 2004Carlos AlfaroAún no hay calificaciones
- P-Sa-85 Guia para La Validacion de Metodos de Ensayo V1-OkDocumento26 páginasP-Sa-85 Guia para La Validacion de Metodos de Ensayo V1-OkOLGA MARÍNAún no hay calificaciones
- Control datos laboratorios INVIMADocumento6 páginasControl datos laboratorios INVIMAVer OnischAún no hay calificaciones
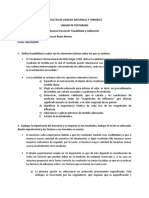
- Examen Parcial de Trazabilidad y Calibracion 2020 - 2 JOSUE REYESDocumento7 páginasExamen Parcial de Trazabilidad y Calibracion 2020 - 2 JOSUE REYESAriel CondoriAún no hay calificaciones
- Norma ISO-5725Documento1 páginaNorma ISO-5725Conociendo AllAún no hay calificaciones
- Indice de PeroxidosDocumento9 páginasIndice de Peroxidoscarito3165Aún no hay calificaciones
- Plan de MuestreoDocumento7 páginasPlan de Muestreoemendozasandoval100% (2)
- NCh2730 2002Documento15 páginasNCh2730 2002Samuel GodoyAún no hay calificaciones
- Estimacion Incertidumbres QuimicaDocumento17 páginasEstimacion Incertidumbres QuimicaCalilleroAún no hay calificaciones
- GuiaDocumento8 páginasGuiarturkowskyAún no hay calificaciones
- Monitoreo IsocineticoDocumento15 páginasMonitoreo IsocineticoCitlali CEAún no hay calificaciones
- Intervalos de Calibración PDFDocumento2 páginasIntervalos de Calibración PDFjennijohanaAún no hay calificaciones
- ECA-MC-C18 Criterios para Evaluación y Acreditación 17025 2017Documento17 páginasECA-MC-C18 Criterios para Evaluación y Acreditación 17025 2017danicyr100% (2)
- Manual de Campo - AguasDocumento14 páginasManual de Campo - AguasRichard DiazAún no hay calificaciones
- Uso pipetas automáticasDocumento1 páginaUso pipetas automáticasDANIEL CORTESAún no hay calificaciones
- Io-Fq Verificacion de Volumen DispensadoresDocumento3 páginasIo-Fq Verificacion de Volumen DispensadoresLita Peñafiel TumbacoAún no hay calificaciones
- ISO 17025 procedimientosDocumento5 páginasISO 17025 procedimientosGaby RiveraAún no hay calificaciones
- Aseguramiento de CalidadDocumento12 páginasAseguramiento de CalidadValeska Rodríguez Ponce100% (1)
- Valididación - Verificación V RAMIREZ PDFDocumento25 páginasValididación - Verificación V RAMIREZ PDFKraken UrAún no hay calificaciones
- Manual de Verificacion de MétodosDocumento13 páginasManual de Verificacion de MétodosdaimerjosetorresgaleAún no hay calificaciones
- Aqr Metodos Analiticos PDFDocumento12 páginasAqr Metodos Analiticos PDFOscar QuicenoAún no hay calificaciones
- Compara Resul Cenam PDFDocumento9 páginasCompara Resul Cenam PDFOscar QuicenoAún no hay calificaciones
- Comparación de Realización de Punto Cero Con Diferentes Tipos de Agua - Andy Barrientos A PDFDocumento16 páginasComparación de Realización de Punto Cero Con Diferentes Tipos de Agua - Andy Barrientos A PDFOscar QuicenoAún no hay calificaciones
- Validación métodos ensayo calibraciónDocumento3 páginasValidación métodos ensayo calibraciónjrlr65Aún no hay calificaciones
- Comparación de Realización de Punto Cero Con Diferentes Tipos de Agua - Andy Barrientos A PDFDocumento16 páginasComparación de Realización de Punto Cero Con Diferentes Tipos de Agua - Andy Barrientos A PDFOscar QuicenoAún no hay calificaciones
- 1 PB PDFDocumento14 páginas1 PB PDFMortisAún no hay calificaciones
- Guía para La Verificación Intermedia de Termómetros PDFDocumento15 páginasGuía para La Verificación Intermedia de Termómetros PDFOscar Quiceno100% (1)
- Fundamentos ISOTECH PDFDocumento38 páginasFundamentos ISOTECH PDFDavid Enrique Velásquez RiosAún no hay calificaciones
- Termografía infrarroja en diagnóstico médicoDocumento35 páginasTermografía infrarroja en diagnóstico médicoOscar Quiceno100% (1)
- Dialnet IntroduccionALaGestionMetrologica 3898570Documento6 páginasDialnet IntroduccionALaGestionMetrologica 3898570Manuel GutierrezAún no hay calificaciones
- Calibración de termohigrómetrosDocumento7 páginasCalibración de termohigrómetrosAnonymous 3OvLmCa2wAún no hay calificaciones
- Aux UwDocumento8 páginasAux UwRepresentaciones y Distribuciones FALAún no hay calificaciones
- Medidas y propiedades físicas de la materiaDocumento5 páginasMedidas y propiedades físicas de la materiamxnuel75Aún no hay calificaciones
- 8vo Guia CinemáticaDocumento5 páginas8vo Guia CinemáticaMauro GiaveriniAún no hay calificaciones
- IMPACTODocumento3 páginasIMPACTOGerardo BecerraAún no hay calificaciones
- Resumen Experimental - Psicología UnlpDocumento10 páginasResumen Experimental - Psicología UnlpJavier GilAún no hay calificaciones
- Vocabulario-Físico-MatemáticasDocumento2 páginasVocabulario-Físico-MatemáticasManuel AbadAún no hay calificaciones
- Variables estadísticas cualitativas y cuantitativasDocumento3 páginasVariables estadísticas cualitativas y cuantitativasDarling GuerreroAún no hay calificaciones
- Muestreo de Trabajo Tiempo EstándarDocumento21 páginasMuestreo de Trabajo Tiempo EstándarIvan LopezAún no hay calificaciones
- SISTEMAS 2023 para El Aula VirtualDocumento25 páginasSISTEMAS 2023 para El Aula VirtualFranco VillarrealAún no hay calificaciones
- Taller Cadenas de MarkovDocumento7 páginasTaller Cadenas de MarkovCadir CastilloAún no hay calificaciones
- CE89 - Problemas para Foro - Sem 2 - 2020 - 1ADocumento3 páginasCE89 - Problemas para Foro - Sem 2 - 2020 - 1ARafael TrujilloAún no hay calificaciones
- Enfriamiento Continuo 1Documento17 páginasEnfriamiento Continuo 1katherinAún no hay calificaciones
- AngulosDocumento3 páginasAngulosCarmen Fajardo Zapata100% (1)
- Malla Actualizada Grado Cuarto (1) 2023Documento42 páginasMalla Actualizada Grado Cuarto (1) 2023Carlos Alberto Molina ParedesAún no hay calificaciones
- Trabajo y EnergíaDocumento42 páginasTrabajo y EnergíaPamela NavarroAún no hay calificaciones
- Metrologia Ejercicios Soluciones 2013-14Documento18 páginasMetrologia Ejercicios Soluciones 2013-14soyelmejorpapaAún no hay calificaciones
- Notas - Biomecánica 2 - Principios de La BiomecánicaDocumento69 páginasNotas - Biomecánica 2 - Principios de La BiomecánicaPilarAún no hay calificaciones
- Guía 8 - Multiplicación Algebraica I.inddDocumento5 páginasGuía 8 - Multiplicación Algebraica I.inddIsy Omar Florez YucraAún no hay calificaciones
- Lab 1 Física ModernaDocumento5 páginasLab 1 Física ModernaZahira Sofia Ramos CortesAún no hay calificaciones
- Ec-Dif-01 38623Documento34 páginasEc-Dif-01 38623jonathan buendiaAún no hay calificaciones
- 02 - Guia para La Definicion Del Nivel de Madurez en La Gestion de La InnovacionDocumento6 páginas02 - Guia para La Definicion Del Nivel de Madurez en La Gestion de La InnovacionQuikeJCAún no hay calificaciones
- Pierre Levy "El Medio Algorítmico" TradDocumento13 páginasPierre Levy "El Medio Algorítmico" TradBellaAnabelleRobyRobeAún no hay calificaciones
- Documento 3Documento6 páginasDocumento 3SALOMON GARCIA REYESAún no hay calificaciones
- Karen Beltrán Villanueva, David Alexander Sánchez Díaz, Andrés David Serrano Vivas Proyecto Final Pendulo SimpleDocumento6 páginasKaren Beltrán Villanueva, David Alexander Sánchez Díaz, Andrés David Serrano Vivas Proyecto Final Pendulo SimpleBe Ka VIAún no hay calificaciones
- Práctica 2Documento5 páginasPráctica 2Pol CardenasAún no hay calificaciones
- Mtse U2 A2 LivvDocumento8 páginasMtse U2 A2 LivvLiz VargasAún no hay calificaciones
- Mru-Mruv Fisica ApuntesDocumento7 páginasMru-Mruv Fisica ApuntesKid SnapAún no hay calificaciones
- Unidad 2Documento16 páginasUnidad 2sergio tarinAún no hay calificaciones
- Distribucion Normal EstandarDocumento7 páginasDistribucion Normal EstandarDHFLJAAún no hay calificaciones
- Pauta Prueba 1 de Modelos Estocasticos 2017Documento10 páginasPauta Prueba 1 de Modelos Estocasticos 2017Maxi David Cavieres ZentenoAún no hay calificaciones
- Examen Lineas y PoligonosDocumento2 páginasExamen Lineas y PoligonosJose ParAún no hay calificaciones